Характеристики снования
Столы координатного типа, которыми оснащают сверлильные станки, могут изготавливаться с основаниями, выполненными из различных материалов:
- чугуна;
- стали;
- легких сплавов на основе алюминия.
Столы с основанием из алюминиевой конструкции не рассчитаны на большие нагрузки, поэтому они используются для оснащения сверлильных станков, на которых обрабатываются детали из мягких материалов (дерево, пластик). Достоинствами приспособлений, рама которых выполнена из алюминиевого профиля, являются:
- небольшой вес;
- простота монтажа;
- доступная стоимость.
Стол координатный PROXXON-MICROMOT из высокопрочного алюминиевого сплава для настольного сверлильного станка
Такой стол благодаря простоте его конструкции и доступности материалов изготовления несложно сделать своими руками. Если же нет желания использовать в работе на станке самодельное устройство, можно приобрести готовый комплект для его сборки, которые производят многие компании.
Промышленные координатные столы для сверлильных станков, эксплуатируемые наиболее интенсивно и испытывающие при работе значительные нагрузки, производятся с основаниями из литого чугуна.
Чугунный крестовой стол для промышленного сверлильного станка
Как серийные, так и самодельные столы координатного типа могут быть изготовлены на базе стальных сварных рам, которые демонстрируют высокую надежность. При изготовлении такой рамы своими руками следует иметь в виду, что сварные соединения плохо переносят вибрационные нагрузки, поэтому в готовой конструкции необходимо по максимуму избавиться от внутренних напряжений. Это достигается с помощью соответствующей термообработки (отпуск).
Координатные столы в зависимости от их назначения могут быть выполнены по двум конструктивным схемам:
- крестовой;
- портальной.
Столами, сделанными по первой схеме, оснащаются универсальные сверлильные станки, на которых обрабатываются детали сложной конфигурации. Конструктивные особенности таких устройств позволяют получить доступ к обрабатываемой заготовке с трех сторон. Столами портального типа оснащаются станки, на которых выполняется сверление отверстий в листовых заготовках.
Портальный 3-х координатный стол с ЧПУ
Как работает оснастка?
С помощью поворотного устройства легко обрабатывать заготовки различными способами, их просто невозможно сделать на обыкновенном фрезерном оборудовании.
К примеру, токарный станок позволяет изготовить круглые заготовки. Однако, часть такой заготовки остается необработанной, так как она выходит за пределы резания. Обработку проводят с использованием координатных векторов, поворотное устройство поможет расточить отверстия и обработать тела вращения, которые не подлежат установке в шпиндель токарного станка.
Необходимые манипуляции с помощью изменения поверхности помогут выполнить сложную задачу за два действия. Мастеру необходимо скорректировать механизмы станка, а также надежно закрепить деталь на его основе.
Координатные столы для станков: сверлильных, фрезерных
Дополнением к металлообрабатывающему станку является координатный стол, соответствующий ГОСТ. Он обеспечивает точную фиксацию и заданное перемещение заготовки во время обработки режущим инструментом. Этим повышается функциональность фрезерных, шлифовальных, сверлильных станков.
Ключевые характеристики
Конструктивно координатные столы исполняются так, чтобы обработка металла проводилась в максимально удобном положении, смещение выполнялось с допустимой точностью, плавной подачей.
Определяющими критериями установки на тот или иной станок являются:
- количество осей перемещения;
- площадь плиты;
- тип привода;
- ручное/автоматическое управление.
Автоматизация действий дает широкие возможности использовать координатный стол в работе фрезерного станка с ЧПУ. Исполнительный механизм снабжается системой контроля с программным обеспечением.
Конструкция координатного стола SVT
Станина
Основание изготавливают 2 способами: литье, сварной рамой. Материал — алюминий, сталь, реже чугун.
Литую опору укрепляют на станину тяжелого фрезерного, шлифовального станка. Она хорошо гасит вибрации.
Сварные сборки ставят на среднее и легкое оборудование.
Приводной механизм
Скорость, точность металлообработки, которую выполняет станок, достигаются оператором при помощи определенного типа привода:
- прямой;
- рейка-шестерня;
- шарико-винтовая пара;
- ременная передача.
Исполнительный механизм
Направляющие, по которым движется координатный стол, могут быть цилиндрические оси, рельсового сечения.
За плавность хода отвечает каретка, подшипниковый узел. В особо точных случаях устанавливают подшипники скольжения. Люфт в опорах качения уже считается значительным.
Выпускают координатный стол с одновременной установкой 2, 3 исполнительных механизмов. Это позволяет выполнение более сложного фрезерного процесса.
Классификация
Плоскую деталь укладывают на портальный координатный стол для шлифовки, сверления, фрезерования, раскроя.
Для сложных, объемных перемещений, доступа к 3 сторонам заготовки, выполнения многоосных переходов, нужны крестовые виды. Они работают в условиях конвейера, непрерывной автоматизированной подачи, выполняя поперечные, продольные движения. Вариант с 2 направлениями смещения называют двухкоординатный, применяют, в том числе, для разметки, сверления, расточки повторяющихся размеров.
Сложность операций, которые назначены для фрезерного (шлифовального) станка, предусматривает оснастку по необходимости:
- Горизонтальный стол 2 х координатный неповоротный, действия производятся с перемещением относительно 2 перпендикулярных горизонтальных осей. На крупных производствах устанавливают координатную площадку, стол 2 х координатный неповоротный с вакуумным удержанием детали;
- Наклоняемый стол 2 х координатный поворотный, появляется вращение вокруг вертикальной оси, возможный угол наклона площадки крепления детали 0° — 90°.
Стол круглый координатный глобусный
Более простая модель – не наклоняемый стол 2 х координатный поворотный, дающий свободу движения только в горизонтальной плоскости прохода фрезерного узла.
Виды работ
Размещают координатный стол под различные рабочие органы станка:
- сверло;
- фреза;
- шлифовальная головка;
- метчик;
- точечная сварка;
- сканер;
- пробник;
- манипулятор;
- маркер;
- форсунка покраски;
- преобразователь магнитострикционный.
Опции
Рабочая металлическая поверхность плиты, установленной на координатный стол, может снабжаться защитным покрытием (жертвенный пластик) от повреждений режущим инструментом станка.
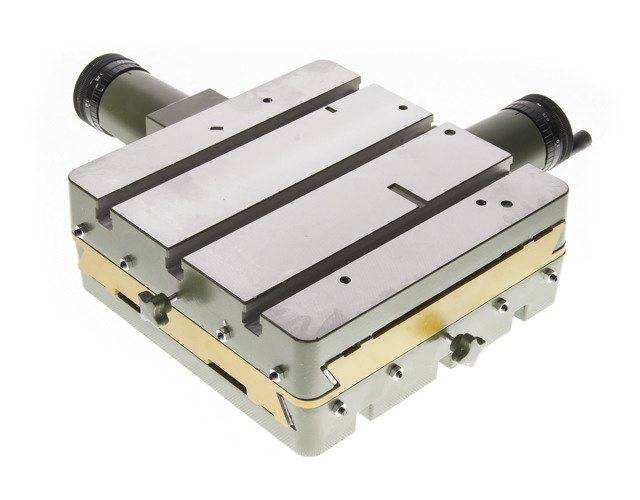
2-х координатный стол с электроприводом
На крестовые столы фрезерного (или другого) станка подводят автоматизированные системы охлаждения, пылеулавливания, удаления газов, смазки, очистки. Станок ЧПУ получает обратную связь от исполнительных органов.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Цены на поворотные механизмы для станков
Столы поворотные предназначены для того, чтобы установить и закрепить детали в процессе обработки на фрезерном станке. Составной частью устройства являются следующие элементы:
- Корпус
- Червячное колесо и червячок
- Планшайба.
На сегодняшний день оборудование представлено в большом ассортименте, поэтому можно легко подобрать нужную модель поворотного механизма для любого фрезерного станка, учитывая его цену и технические возможности. Весь товар сертифицирован, часто на сайтах нет цены на представленный товар, но ее смогут уточнить по запросу покупателя.
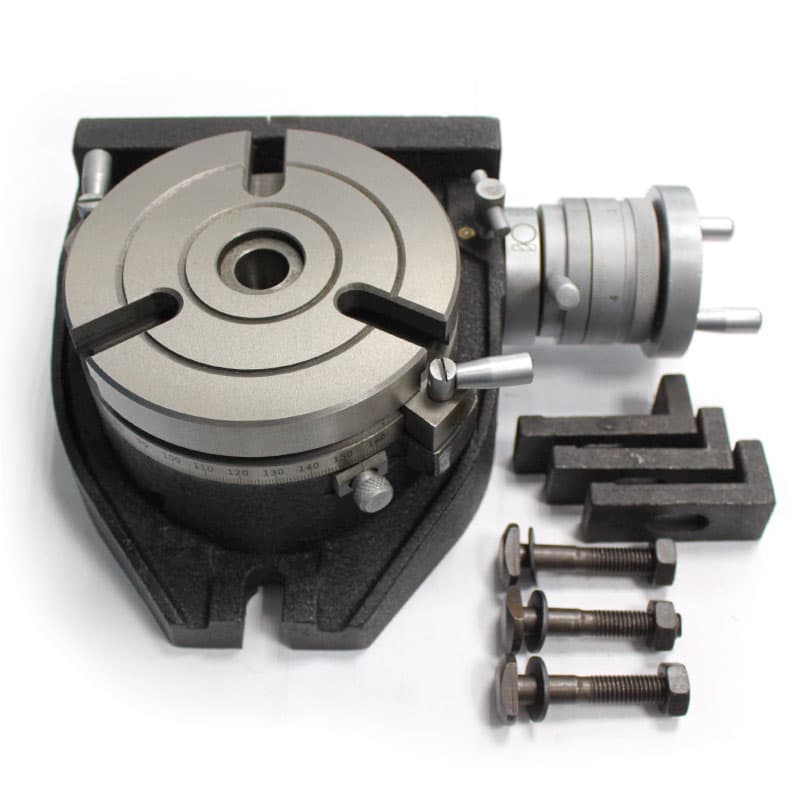
Сертифицированные модели

- Поворот стола — 360о
- отверстие механизма — Конус Мк III
- Т-образный паз 12 мм — 6 шт.
Гарантия от производителя 3 года, цена изделия — 49 600 рублей.

- Диаметр -100 мм
- Конус центрального отверстия — МТ2
- Угол Т-образного паза- 90о
- Расстояние до центра для вертикального монтажа — 68 мм
- Передаточное отношение червячной передачи — 1:72
- Модуль червячного зацепления — 1
- Шкала окружности рабочего стола — 360о
- Градуировка лимба на маховик — 2″
- Градуировка нониуса — 10″.
Гарантия от производителя 1 год, цена изделия 28 188 рублей.


Стол поворотный с механической системой отсчета, он имеет круглую форму с горизонтальным способом установки, тип системы отсчета — механический, габаритные размеры изделия:
- длина (диаметр) стола его рабочей поверхности — 630 мм
- ширина рабочей поверхности механизма — 630 мм
- наибольший угол поворота планшайбы — 360о
- длина поворотного стола — 1070 мм
- высота стола — 205 мм.
Цена поворотного оборудования- 119 900 рублей.
Окончательные цены за изделия могут зависеть от дополнительной комплектации оборудования, необходимости пусконаладочных работ, а также расстояния до места доставки. Цены, представленные на сайте без учета НДС, чтобы уточнить окончательную цену за оборудование лучше связаться с менеджерами торговой компании, поскольку цены на сайтах могут меняться.






Сфера применения и преимущества
Кроме фрезерного оборудования, поворотный стол устанавливается на сверлильные, расточные и другие станки, стол которых вместе с деталью перемещается только в горизонтальной или вертикальной плоскости относительно шпинделя с режущим инструментом.
Поворотный стол позволяет обрабатывать заготовки на фрезерном станке по контуру, создавая сложную конфигурацию, спиральные канавки, пазы и отверстия. В зависимости от типа поворотного стола, на станке можно вырезать в детали пазы под любым углом к базовой поверхности, сверлить и растачивать отверстия без переустановки детали с точностью до десятых, и даже сотых долей градуса.
Использование поворотного стола на фрезерном станке дает преимущества:
- фрезеровка верхней и боковых поверхностей;
- создание многогранников с одной установки;
- сверловка по периметру и под углом к поверхности стола;
- расточка по всем поверхностям прямая и под любым углом;
- создание спиральных канавок на поверхности детали;
- вырезка пазов любой конфигурации.
Поворотный стол позволяет делать обработку сложных деталей на фрезерном станке с одной установки.
Важно!
При автоматическом вращении стола фрезеровкой делаются тела вращения, типа колец, цилиндров – высокопроизводительная черновая обработка.
Координатный стол своими руками, материалы, пошаговая инструкция
Для удобства работы металлообрабатывающие станки оборудуют дополнительными элементами. Их нередко делают самостоятельно.
Так, обладая определенными навыками, можно изготовить координатный стол своими руками — конструкцию, которая облегчает сверление и фрезеровку деталей. Существуют разные модели изделий со своими плюсами и минусами.
Перед работой необходимо определиться с разновидностью, а при сборке придерживаться пошаговой инструкции.
Особенности конструкции
Координатный стол — это специальное дополнительное устройство на фрезеровочный или сверлильный станок, которое позволяет передвигать закрепленную деталь по нужной траектории.
Благодаря удобной конструкции снижается трудоемкость процесса и экономится время. Мини-стол бывает промышленного и ручного изготовления.
При умении работать со сварочным аппаратом устройство можно сделать самостоятельно в частной мастерской. В число достоинств таких приспособлений входит:
- простота конструкции и удобство пользования во время работы;
- компактность, благодаря чему станок не загромождается оборудованием;
- экономия денежных средств при кустарном производстве.
Но самодельный координатный стол позволяет изготавливать лишь небольшие простые детали. Для более профессиональной работы понадобится фабричная модель. Еще один минус — это относительно быстрое изнашивание устройства. Кроме того, для ручного изготовления необходим детально проработанный чертеж, именно от него зависят точность сборки и последующая эффективность эксплуатации.
Выбор модели
Координатные столики могут иметь разный вид и строение. Классификации основаны на способе крепления обрабатываемого изделия, количестве степеней свободы и размерах. По последнему признаку устройства делят на большие и маленькие. На габаритные столы можно устанавливать оборудование. Малые – монтируют непосредственно на станок. Тип крепления может быть трех видов:
- Вакуумный. Считается наиболее эффективным, но более редким типом закрепления детали. Это объясняется сложностью конструкции. Принцип работы заключается в подаче воздуха между столешницей и деталью. Изменение давления позволяет более качественно обрабатывать заготовку.
- Механический. Простой способ крепления, который легко реализовать на практике и использовать. Однако при механической фиксации допускается погрешность и возможны дефекты при обработке элемента.
- Под собственным весом детали. Такой способ подходит при работе лишь с тяжелыми габаритными изделиями. Благодаря большой массе они остаются на месте даже при значительном воздействии на них.
Количество степеней свободы влияет на функциональность устройства. По этому критерию координатные столы делят на три вида. Первый позволяет двигать деталь только в одном направлении.
Эта упрощенная модель подходит для обработки плоских элементов. Прибор второго вида имеет две степени свободы, то есть деталь можно передвигать в двух направлениях в пределах одной плоскости.
Для самостоятельного изготовления и эксплуатации в домашней мастерской подходит устройство с двумя степенями свободы и механическим креплением.
 Механический
Механический
 Вакуумный
Вакуумный
 Под весом детали
Под весом детали
Используемые материалы и инструменты
Для работы понадобится сварочный аппарат, сверлильный станок, болгарка с дисками, молоток, щетки, уголок.
На подготовительном этапе необходимо выбрать материал для основания устройства, механизм управления и направляющие.
От грамотного выбора этих составляющих зависит точность будущей работы приспособления, срок эксплуатации, надежность прибора, финансовые затраты на изготовление. Для создания основания подходит один из трех металлов:
Первый материал в работе используют редко. Причина кроется в его хрупкости, большом весе, недолговечности. Сталь по этим критериям выигрывает, поэтому ее часто применяют в производстве.
Единственный ее недостаток – высокая стоимость. Алюминий гораздо доступнее. Его преимуществами являются легкость, мягкость.
Но он подходит только для малогабаритных столиков, так как крупные тяжелые детали податливый металл не выдерживает.
Назначение и виды
По сути, координатный стол – это подвижная металлическая платформа, на поверхности которой крепится обрабатываемая на станке заготовка. Возможны различные способы такой фиксации:
- при помощи механических приспособлений;
- посредством вакуума;
- за счет собственного веса массивных деталей.
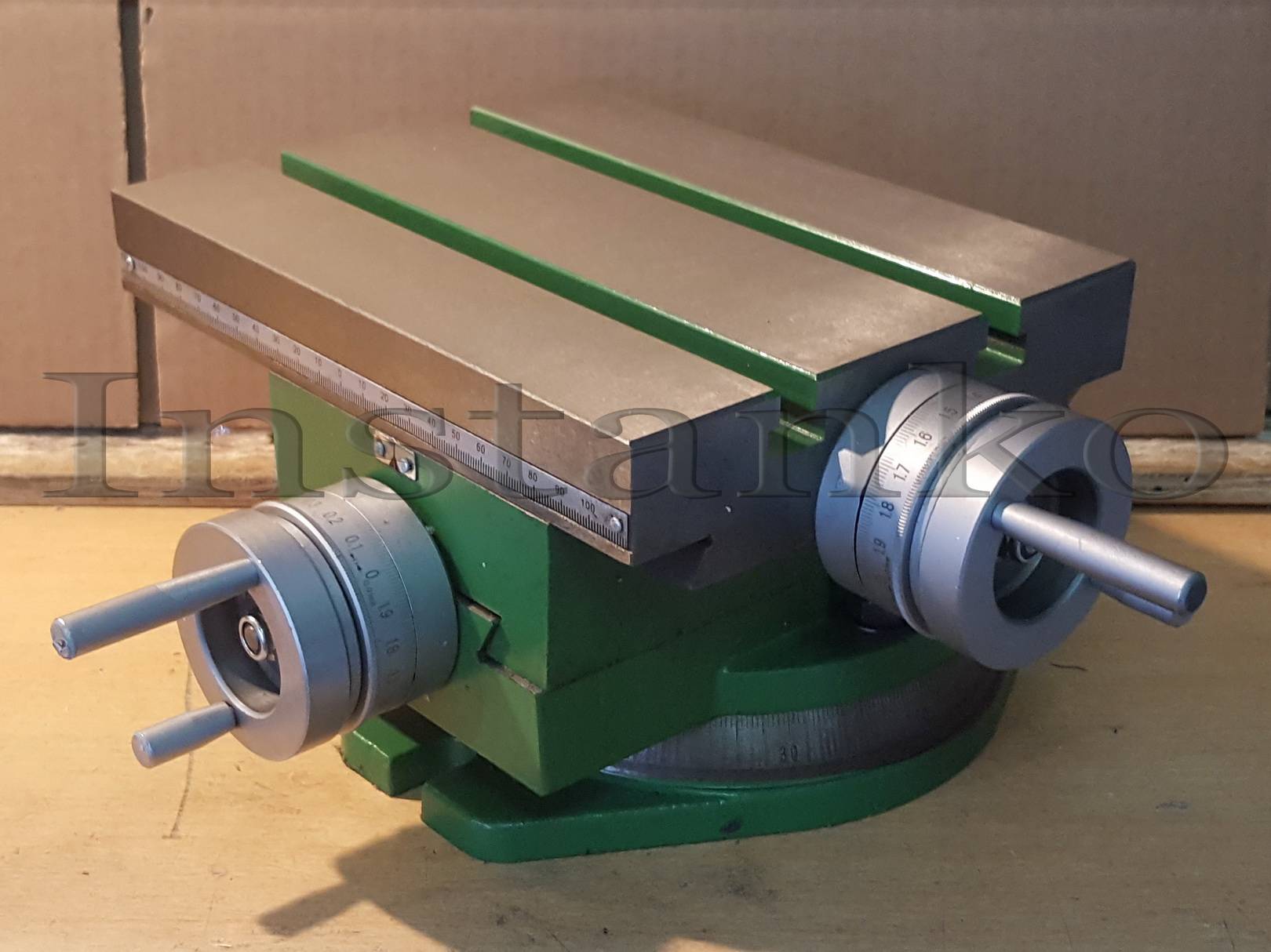
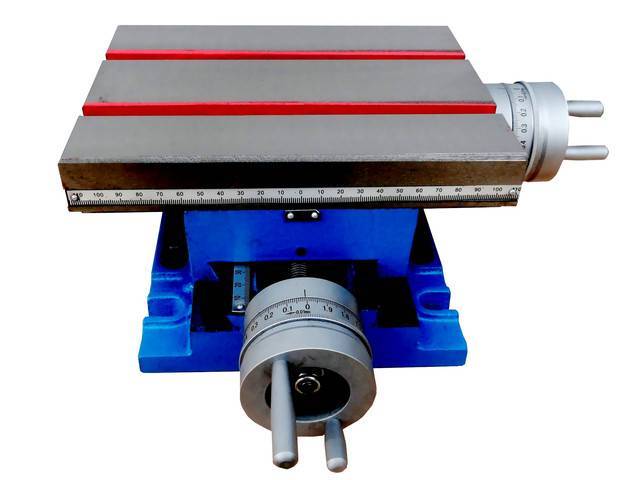
Механический двухкоординатный стол, закрепленный в штатных пазах рабочей поверхности сверлильного станка
В зависимости от своих функциональных возможностей координатные столы для сверлильных станков могут обладать двумя или тремя степенями свободы. Так, отдельные модели могут перемещаться только в горизонтальной плоскости (оси X и Y), а более технологичные – совершать еще и вертикальные перемещения (ось Z). Столы первого типа используются при обработке плоских деталей, а устройствами с возможностью вертикального перемещения оснащают сверлильные станки, на которых выполняется обработка деталей со сложной конфигурацией.
На крупных промышленных предприятиях, где производится обработка крупногабаритных деталей, часто используются длинные координатные площадки, на которые благодаря наличию в их конструкции специального установочного каркаса может устанавливаться как обрабатываемая деталь, так и сверлильный оборудование. Большая же часть моделей монтируется на самом станке или на поверхности рабочего верстака.
За передвижение координатного стола могут отвечать различные виды приводов:
- механический;
- электрический;
- оснащенный системой ЧПУ.
Координатный стол с электроприводами
В домашней мастерской, где стоит фрезерный станок, хорошо иметь в числе приспособлений поворотный стол. Они продаются в магазине, если надо изготавливать много деталей. Любители могут сделать приспособление сами.
Необходимые инструменты и материалы
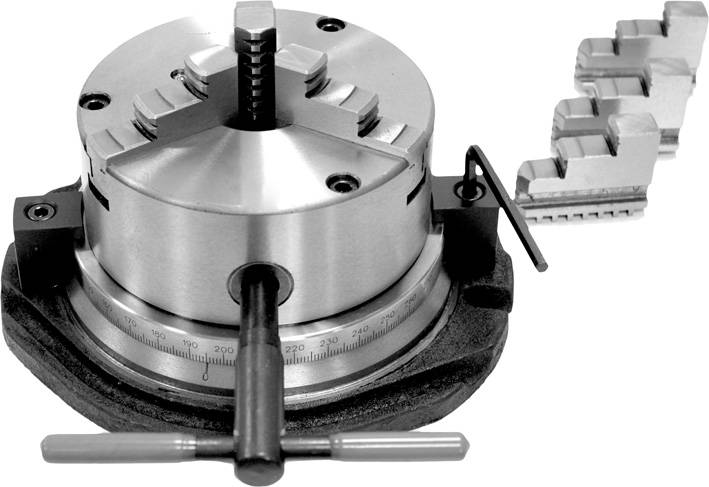
Самостоятельно изготовить приспособление проще всего из токарного патрона. Для этого потребуются инструменты:
- отвертка;
- болгарка;
- ключи шестигранные и торцевые;
- сварочный аппарат.
Поворотный стол состоит из деталей:
- токарный патрон;
- основание с 2 ушами;
- лимб от кульмана;
- прижимы;
- болты;
- 2 диска.







К основанию привариваются ушки с отверстиями под болты для крепления к рабочей поверхности станка. Лимб устанавливается между 2 шайбами выше основания. В теле патрона вырезается смотровое окно, чтобы видеть деления. Деталь зажимается в кулачки и проворачивается вручную.
Чертежи и расчет: При самостоятельном изготовлении приспособления из подручных материалов делается расчет хода червячного вала и количества зубьев на диске через его радиус. Затем подбирается метчик с нужным шагом для нарезки диска.
Пошаговая инструкция
Диск закрепляется на верстаке, одевается на ось. Устанавливаются фиксаторы. Вкручивается возле кромки винт, в который упирается метчик, вставленный в электродрель. Боком он упирается в поверхность диска. При вращении нарезает зуб. Червяк устанавливается в корпус в зацепление с нарезанными зубьями на диске. На его конец одевается лимб с ручкой. Все крепится к основанию.
Техника безопасности
При изготовлении приспособления необходимо проверить состояние инструмента и проводов электродрели и сварочного аппарата, заземление оборудования и розеток. Даже в домашней мастерской следует одевать спецовку с длинными рукавами и защитные очки. Рабочее место, должно быть очищено от лишних предметов и хорошо освещено.
Стол поворотный для фрезерного станка увеличивает функциональность оборудования, позволяет делать более сложные детали с меньшими затратами времени. Для домашнего использования приспособление можно сделать самостоятельно.
Стол фрезерного станка
От этой детали зависит жесткость самого оборудования, а это важно во время процесса фрезерования. Базовой функцией поворотного стола фрезерного станка с ЧПУ является удобное крепление оснастки для дальнейшей обработки деталей
Поворотный стол для фрезерных работ с ЧПУ
Важнейшим показателем устройства, считается его площадь, от нее зависит возможность установки деталей различных габаритов. Чем больше рабочая площадь поворотного стола для фрезерного станка, тем выше его универсальность.
Другими словами, если изделие имеет небольшие размеры, его очень легко закрепить на большой поверхности. А вот большую деталь невозможно установить на небольшой поворотный механизм. Многофункциональная установка решает подобные проблемы за считаные секунды. Для полноценной работы с современным агрегатом необходимо щепетильно изучить инструкцию, а также испробовать разные детали в работе.
Другим положительным качеством большого устройства, считается возможность раскроя заготовок. В результате повышается технологичность фрезерного оборудования. Исчезает потребность устанавливать специальные дополнительные системы для этих целей.
Движимое устройство агрегата обязательно имеет защитное покрытие, сделанное из разного материала, например, пластмассы.
Все поворотные и наклонно-поворотные столы для фрезерных станков
Видео


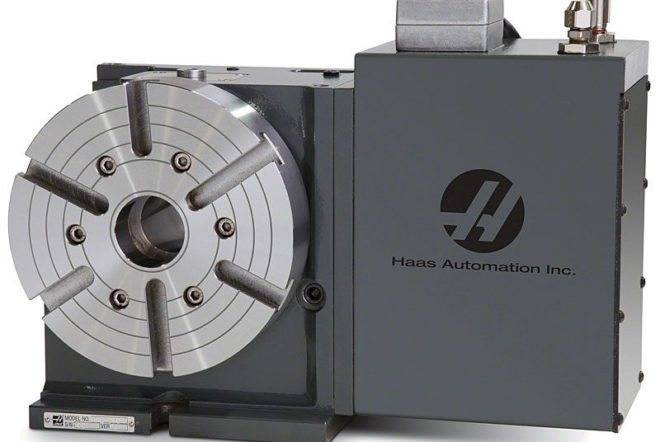
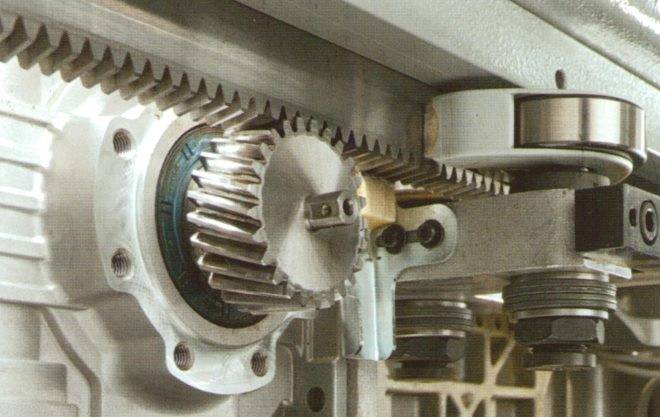
Надежная отработанная конструкция гарантирует высокое качество, долгий срок службы, простоту эксплуатации и высокую точность. Все ответственные компоненты компания HAAS производит на своем современном заводе в Калифорнии. Планшайба (1) изготовлена из легированной закаленной до твердости 60HRC стали. Предварительно нагруженные радиально-упорные подшипники (2) выдерживают нагрузку до 14 т. Каждое червячное колесо (4) и вал (5) проверяются на зубоизмерительном центре. Износостойкие тормозные диски (6) изготовлены из легированной стали с добавлением хрома и молибдена.
На данный момент выпускаются около 40 различных моделей поворотных и наклонно-поворотных столов. Для работы поворотного стола HAAS на фрезерном станке стороннего производителя будет необходим сервоконтроллер.
Координатные столы
Координатный стол представляет собой готовый механический узел линейного перемещения на одну, две или более осей, включающий следующие компоненты:
- Высокоточная станина из стали или анодированного/криогенно-обработанного алюминия
- Линейные направляющие качения
- Приводной механизм (шарико-винтовая передача с опорами, зубчатая рейка, ременная передача, линейный серводвигатель и т.п.)
- Опционально: ручной привод с микрометром
- Опционально: двигатель, фланец крепления двигателя, соединительная муфта, система управления
Все компоненты поставляются в сборе, что освобождает от необходимости выверки и сборки. Изделие готово к немедленному использованию.
В отличие от линейных модулей в координатных столах используются классические линейные направляющие, следствием чего является большая грузоподъемность, точность и жесткость, но в то же время они имеют большую массу и габариты.
ООО “Акетон” поставляет координатные столы ряда ведущих мировых производителей (Bosch Rexroth, GMT, INA и др.), а также координатные столы эконом-класса производства Тайвань.
Процесс подбора координатных столов и опций для них требует учета целого ряда параметров Вашей задачи. В частности, нагрузочные характеристики, требуемые точности позиционирования и повторяемости, скорости перемещения, планируемые типы двигателей, условия загрязнения и другие факторы.
В связи с этим мы рекомендуем доверить анализ Вашей задачи нашим специалистам
Кроме технических особенностей они примут во внимание Ваши пожелания по таким критериям, как уровень цены и сроки поставки изделий и предложат на выбор несколько оптимально подходящих вариантов
Основные характеристики стандартных серий:
- Грузоподъемность 30-80 кг
- Ход 50 – 500 мм по каждой координате
- Точность позиционирования от 15 мкм до 100 мкм при повторяемости 4-10 мкм
Основные характеристики миниатюрных серий:
- Грузоподъемность 1.8-35 кг
- Ход 6 – 180 мм по каждой координате
- Минимальный шаг микрометра 10 мкм, прямолинейность Перемещения 5 мкм
Основные исполнения координатных столов:
- Полноразмерные: однокоординатные, двухкоординатные. Для автоматической подачи. Приводной элемент – шарико-винтовая передача. Универсальный и прецизионный класс точности.
- Миниатюрные: однокоординатные, двухкоординатные, вплоть до 6 координат. Для ручной или автоматической подачи. Приводной элемент – шарико-винтовая передача, передача винт-гайка скольжения с микрометром, зубчатая передача.
- Все изделия могут поставляться в исполнениях эконом-класса.
- Типы двигателей: шаговые 2-фазные, шаговые 5-фазные, серводвигатели. Драйверы и контроллеры в комплекте поставляются опционально.
Мы предлагаем дополнительные услуги: компоновка Вашей системы “под ключ”, подбор управляющей автоматики и сборка шкафов управления, написание управляющих программ как для стандартных серий, так и специально разработанных под Вашу задачу.
Для получения первичной консультации просто свяжитесь с нашими специалистами.

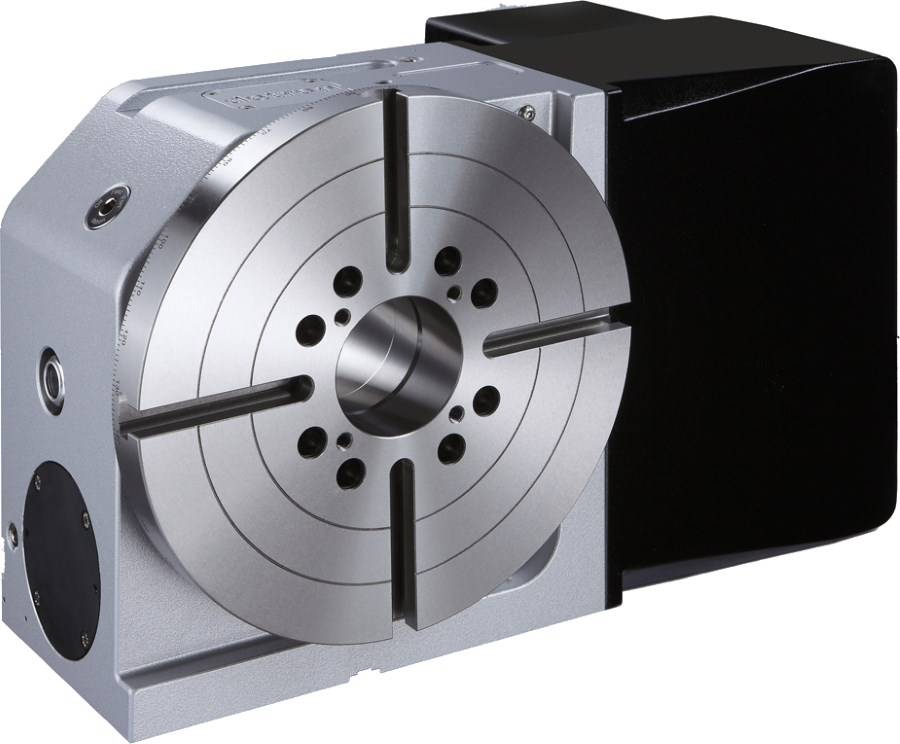
СТОЛЫ ПОВОРОТНЫЕ ГОРИЗОНТАЛЬНО-ВЕРТИКАЛЬНЫЕ TK13EL, с ЧПУ.
Столы горизонтально-вертикальные со сквозным проходным отверстием в шпинделе серии TK13EL с ЧПУ отличное решение для применения их на фрезерных ЧПУ станках и обрабатывающих центрах. Они используются в комбинации с контроллером ЧПУ станка или с независимым контроллером на станках без ЧПУ. В обеспечение работы с широким применением служит планшайба со сквозным проходным отверстием, а также другие приспособления позволяющие зафиксировать деталь между столом и задней бабкой. С их помощью операции могут выполняться особенно точно. Наличие сквозного проходного отверстия в шпинделе позволяет применять гидравлические (пневматические) механизированные цанги и патроны при обработке длинных валов и прочих изделий.








ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ СТОЛА TK13EL, с ЧПУ:
| TK13200EL | TK13250EL | TK13315EL | |
| Диаметр планшайбы, мм | Ø210 | Ø250 | Ø315 |
| Высота центров, мм | 140 | 160 | 210 |
| Диаметр проходного отверстия, мм | Ø60H6 | Ø70H6 | Ø90H6 |
| Ширина фиксирующего паза-шпонки, мм | 14 | 18 | 18 |
| Ширина фиксирующего Т паза, мм | 4-12 | 6-12 | 6-12 |
| Передаточное отношение червячной пары | 1:90 | 1:90 | 1:90 |
| Передаточное отношение редуктора | 1:90 | 1:180 | 1:180 |
| Максимальная скорость вращения, об/мин | 16.6 | 11.1 | 11.1 |
| Угол поворота стола за один импульс | 0.001″ | 0.001″ | 0.001″ |
| Сервопривод мощность, кВт | ≥0.9 | ≥1.0 | ≥1.0 |
| Сервопривод крутящий момент, Нм | ≥3 | ≥5 | ≥5 |
| Точность деления | 30″ | 30″ | 30″ |
| Стабильность позиционирования | 8″ | 6″ | 6″ |
| Усилие зажима при давлении масла 15х105Па, Нм | 450 | 1000 | 1800 |
| Усилие за;има при давлении воздуха 5х105Па, Нм | 150 | 300 | 500 |
| Макс. вес заготовки в горизонтальном положении, кг | 200 | 250 | 350 |
| Макс. вес заготовки в вертикальном положении, кг | 75 | 150 | 175 |
| Максимальный момент вращения, Нм | 90 | 300 | 700 |
| Вес НЕТТО, кг | 75 | 110 | 200 |
Механизмы для передачи движения
На простейших моделях серийных сверлильных станков и на оборудовании, которое изготовлено своими руками, устанавливаются преимущественно координатные столы, которые приводятся в действие механическим способом. В том случае, если от сверлильного станка требуются высокая точность и производительность обработки, на нем устанавливают столы, приводимые в движение посредством электрических двигателей. В приводах координатных столов используют три типа передач:
- на основе зубчатых колес и реек;
- на основе ременных механизмов;
- шарико-винтовые.
Косозубая зубчато-реечная передача обеспечивает точность позиционирования
На выбор типа передачи влияет ряд параметров:
- скорость, с которой должен перемещаться стол и закрепленная на нем заготовка;
- мощность используемого электродвигателя;
- требования к точности обработки деталей.
Высокую точность перемещения обеспечивает шарико-винтовая передача, которая также обладает и рядом других достоинств:
- очень незначительный люфт;
- плавность перемещения;
- бесшумность работы;
- устойчивость по отношению к значительным нагрузкам.
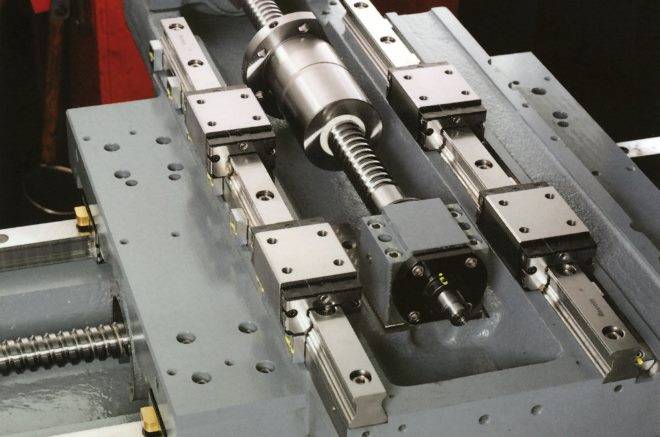
Шарико-винтовая передача в высокоточном координатном столе
Минусами передачи данного типа являются невозможность обеспечить высокую скорость перемещения стола и значительная стоимость такого механизма.
Чтобы удешевить стоимость изготавливаемого своими руками координатного стола для сверлильного станка, можно оснастить его приводом на основе обычной винтовой передачи. Однако в таком случае необходимо позаботиться о том, чтобы передаточный винтовой механизм как можно чаще смазывался.

Самодельный координатный стол с винтовыми передачами и цилиндрическими направляющими
Бюджетным вариантом также является использование привода перемещения координатного стола, выполненного на базе ременной передачи. Устанавливая такой привод на координатный стол, изготовленный своими руками, следует учитывать минусы его использования:
- быстрый износ ремней;
- растяжение ремней в процессе эксплуатации;
- повышенный риск обрыва ремня при повышенных нагрузках;
- невысокая точность.
Точность и высокую скорость перемещения обеспечивают приводы координатного стола, выполненные на базе зубчато-реечной передачи. Между тем, используя такой привод, следует быть готовым к тому, что в элементах его механизма образуется люфт после определенного периода активной эксплуатации.
Средства, расширяющие возможности металлообрабатывающего оборудования
Расширить возможности фрезерного оборудования можно применяя дополнительные приспособления.
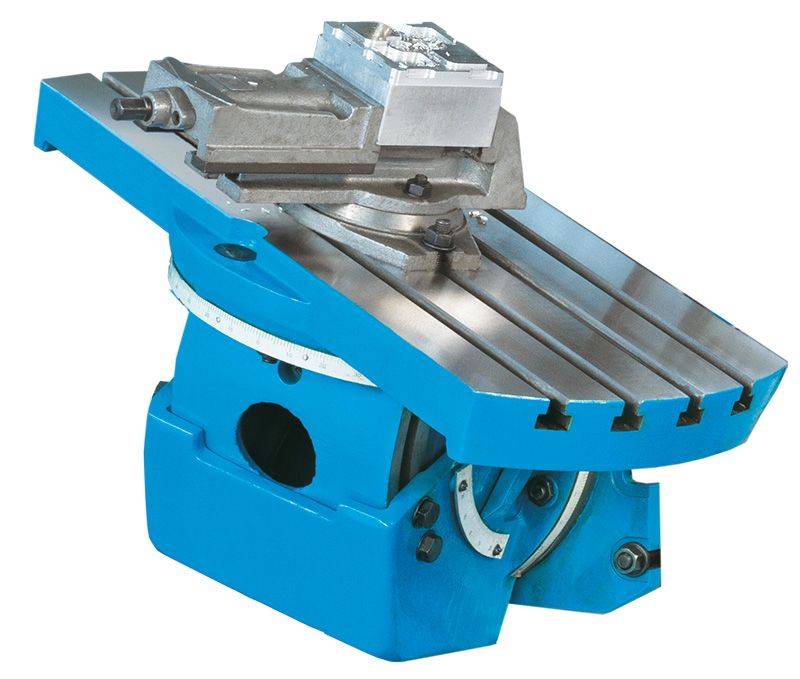
- Синусный фрезерный стол. Это приспособление требуется для точной настройки на заданный угол при обработке деталей под различным наклоном. Его основное отличие от поворотного стола в том, что деталь устанавливается на необходимый угол. Стол может представлять собой полусферу, посаженную в основание, или плиту, шарнирно соединенную с основанием. В зависимости от конструкции, чтобы настроить синусный стол для фрезерного стола на требуемый угол используются наборы концевых мер, градуированные боковые планки или поворотный механизм.
- Стол для сверлильного станка. Он представляет собой координатный стол, который можно установить на фрезерный станок или станок для сверления. Он дает возможность сделать процесс сверления более точным, ускорить и упростить его. Такой стол можно сделать самостоятельно или приобрести заводскую модель.
- Поворотный круглый магнитный стол для шлифовального или фрезерного станка. Благодаря электромагниту обрабатываемая деталь надежно закрепляется, при этом исключается механическое повреждение поверхности. Его принцип действия основан на том, что деталь фиксируется под воздействием магнитного поля, создаваемого электрокатушками, после того, как через них пропускается электрический ток.
- Обрабатывающий центр. При необходимости выполнения комплексных работ, например, на предприятиях по производству мебели, оконных блоков, сложных изделий, корпусных деталей целесообразно и экономически обоснованно приобретение обрабатывающих центров. Этот многофункциональный станок позволяет выполнять сверлильные, фрезеровочные операции, расточку, зенкерование, нарезание резьб. Его стоимость компенсируется высокой производительностью и функциональными возможностями.