Достоинства и недостатки
Плюсов дровокола довольно много вне зависимости от того, используется модель фабричного производства или приспособление изготовлено в кустарных условиях. К числу достоинств относят:
- простоту в эксплуатации;
- долгий срок службы;
- возможность работы с приводом на 220 и 380 В;
- инструмент работает в любых погодных условиях, кроме, конечно, на открытой местности при дожде (электродвигатель может сгореть);
- эффективность дровокола неизменна вне зависимости от вида древесины;
- большую мощность раскола;
- обеспеченность инструмента двойной защитой, а также предохранительной муфтой и особым тепловым реле;
- низкое потребление энергии – не свыше 1,5 кВт в час (расход бензина составляет лишь 500 граммов);
- высокую скорость работы – полено длиной порядка 70 см раскалывается за 1-1,5 минуты;
- производительность, сравнимую с эффективностью гидравлического оборудования..

Из недостатков можно отметить только несоответствие европейским стандартам безопасности, но при правильном использовании и соблюдении всех эксплуатационных норм риск получения травмы не выше, чем при приобретении более дорогих импортных и агрегатов. И уж точно работа с инерционным реечным дровоколом таит в себе намного меньше опасностей, нежели рубка дров топором вручную

Изготовление зубчатых колёс
Существует несколько методов изготовления колес.
Метод обката
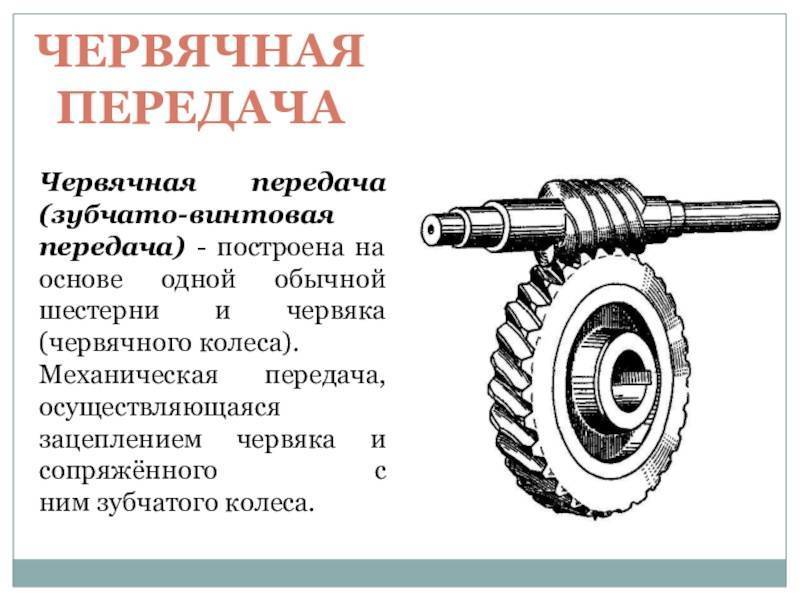
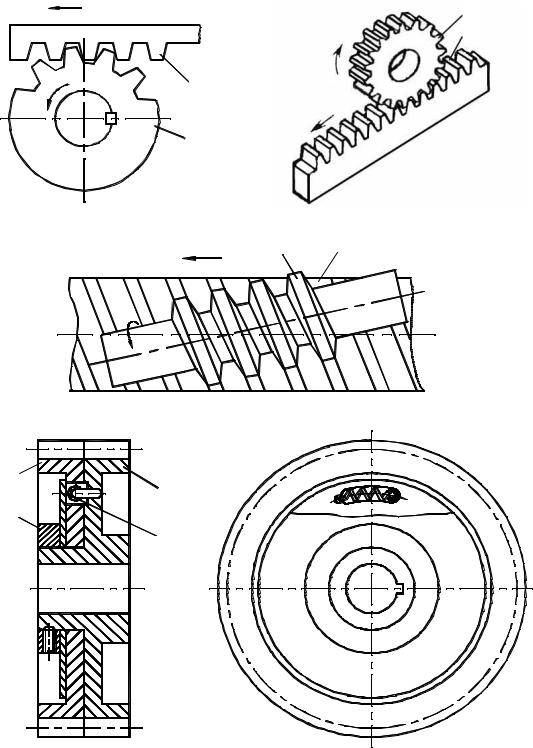
В настоящее время является наиболее технологичным, а поэтому и самым распространённым способом изготовления зубчатых колёс. При изготовлении зубчатых колёс могут применяться такие инструменты, как гребёнка, червячная фреза и долбяк.
Метод обката с применением гребёнки
Изготовление шестерни.
Изготовление зубчатого колеса.
Режущий инструмент, имеющий форму зубчатой рейки, называется гребёнкой. На одной стороне гребёнки по контуру её зубьев затачивается режущая кромка.
Заготовка накатываемого колеса совершает вращательное движение вокруг оси. Гребёнка совершает сложные перемещения, состоящие из поступательного движения перпендикулярно оси колеса и возвратно-поступательного движения (на анимации не показано), параллельного оси колеса для снятия стружки по всей ширине его обода. Относительное движение гребёнки и заготовки может быть и иным, например, заготовка может совершать прерывистое сложное движение обката, согласованное с движением резания гребёнки.
Заготовка и инструмент движутся на станке друг относительно друга так, как будто происходит зацепление профиля нарезаемых зубьев с исходным производящим контуром гребёнки.
Метод обката с применением червячной фрезы
Помимо гребёнки в качестве режущего инструмента применяют червячную фрезу. В этом случае между заготовкой и фрезой происходит червячное зацепление.
Метод обката с применением долбяка
Зубчатые колёса также долбят на зубодолбёжных станках с применением специальных долбяков.
Зубодолбёжный долбяк представляет собой зубчатое колесо, снабжённое режущими кромками. Поскольку срезать сразу весь слой металла обычно невозможно, обработка производится в несколько этапов.
При обработке инструмент совершает возвратно-поступательное движение относительно заготовки. После каждого двойного хода, заготовка и инструмент поворачиваются относительно своих осей на один шаг. Таким образом, инструмент и заготовка как бы «обкатываются» друг по другу. После того, как заготовка сделает полный оборот, долбяк совершает движение подачи к заготовке. Этот процесс происходит до тех пор, пока не будет удалён весь необходимый слой металла.
Литейная форма для бронзового храпового колеса (Китай, династия Хань. (206 до н. э. — 220 н. э.)).
Метод копирования (Метод деления)
Дисковой или пальцевой фрезой нарезается одна впадина зубчатого колеса. Режущая кромка инструмента имеет форму этой впадины. После нарезания одной впадины заготовка поворачивается на один угловой шаг при помощи делительного устройства, операция резания повторяется.
Метод применялся в начале XX века. Недостаток метода состоит в низкой точности: впадины изготовленного таким методом колеса сильно отличаются друг от друга.
Горячее и холодное накатывание
Процесс основан на последовательной деформации нагретого до пластического состояния слоя определенной глубины заготовки зубонакатным инструментом. При этом сочетаются индукционный нагрев поверхностного слоя заготовки на определенную глубину, пластическая деформация нагретого слоя заготовки для образования зубьев и обкатка образованных зубьев для получения заданной формы и точности.
Изготовление конических колёс
Технология изготовления конических колёс теснейшим образом связана с геометрией боковых поверхностей и профилей зубьев.
Способ копирования фасонного профиля инструмента для образования профиля на коническом колесе не может быть использован, так как размеры впадины конического колеса изменяются по мере приближения к вершине конуса. В связи с этим такие инструменты, как модульная дисковая фреза, пальцевая фреза, фасонный шлифовальный круг, можно использовать только для черновой прорезки впадин или для образования впадин колёс не выше восьмой степени точности.
Для нарезания более точных конических колёс используют способ обкатки в станочном зацеплении нарезаемой заготовки с воображаемым производящим колесом. Боковые поверхности производящего колеса образуются за счёт движения режущих кромок инструмента в процессе главного движения резания, обеспечивающего срезание припуска. Преимущественное распространение получили инструменты с прямолинейным лезвием. При прямолинейном главном движении прямолинейное лезвие образует плоскую производящую поверхность. Такая поверхность не может образовать эвольвентную коническую поверхность со сферическими эвольвентными профилями. Получаемые сопряжённые конические поверхности, отличающиеся от эвольвентных поверхностей, называют квазиэвольвентными.
Общая информация
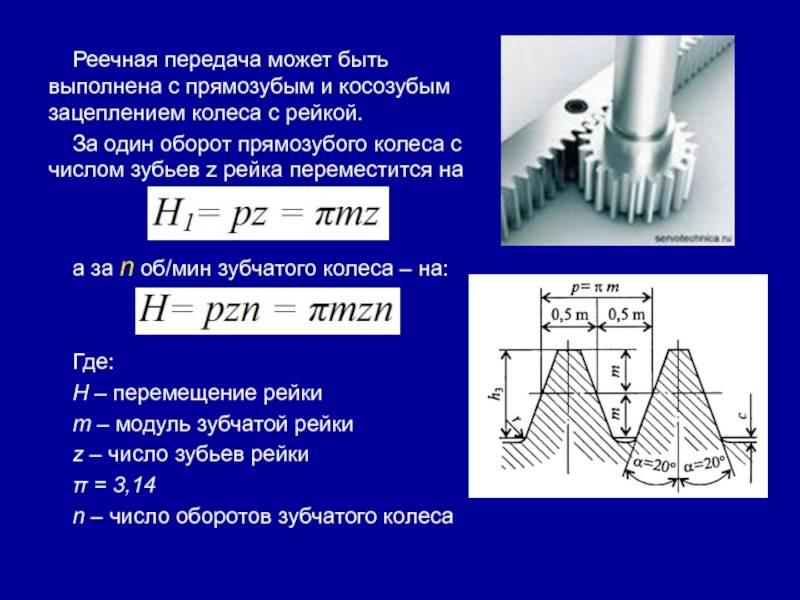
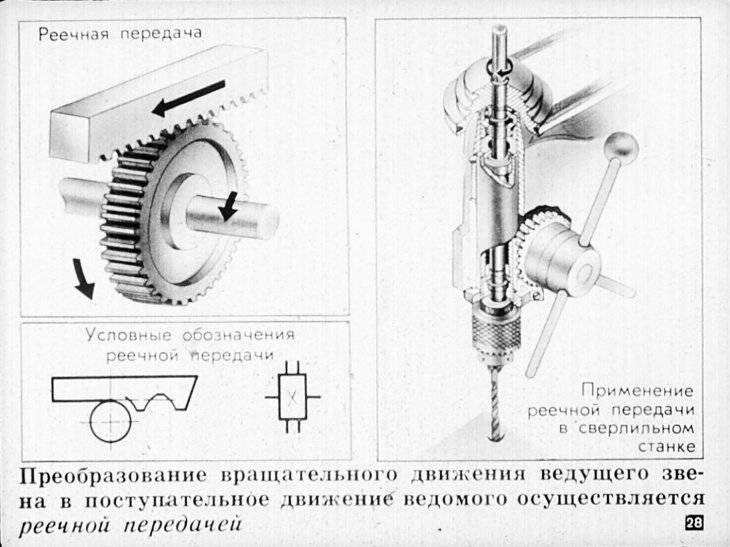
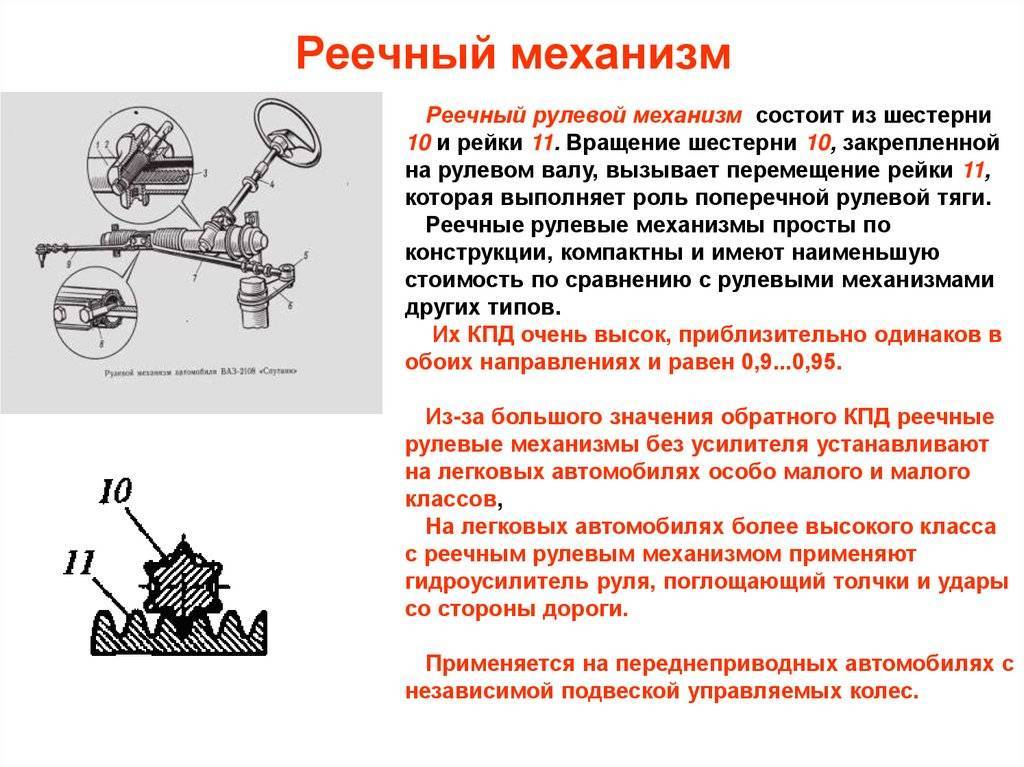
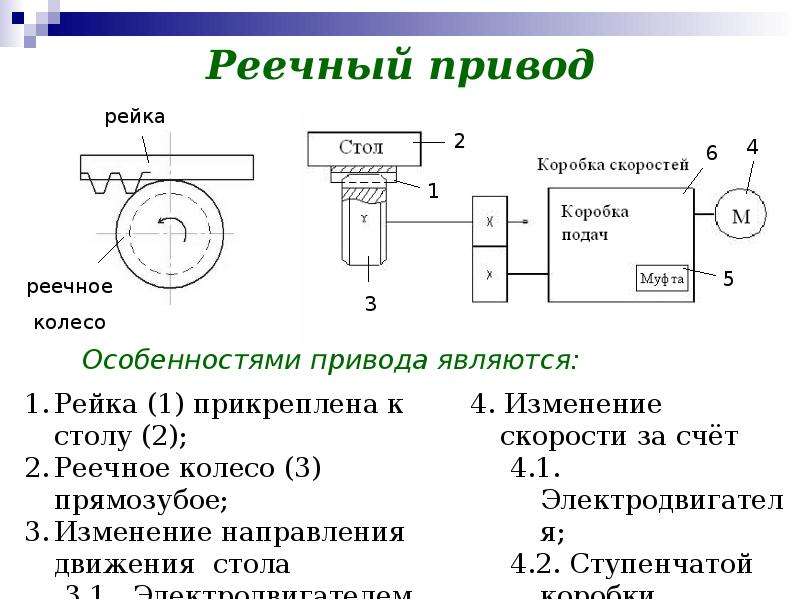
Реечная зубчатая передача была названа по одной из деталей – планке. Это единственное зацепление шестерни, которое меняет не скорость и направление крутящего момента, а вид движения. Вращение привода меняется на движение в заданной плоскости.
Характерной спецификой реечной передачи считается ее неограниченная длительность. Планки ложатся в один ряд. В местах стыка подгоняются, чтобы выдерживался модуль. Для этого просто кладут на стык в зацепление зубчатую рейку с подобным же модулем или одну из приготовленных к монтажу планок. Крепеж ставится по подметке, что сводит до минимума погрешность.
Соединение зубчатой планки и шестерни может быть различных видов:
Обеспечить нормальную работу реечного узла можно точной установкой деталей по отношению друг к другу.
Модуль выбирается по усилию, которое нужно передать для движения. Расширить крепость и допустимую нагрузку можно всевозможными вариантами:
- сделать больше площадь контакта за счёт большей ширины зуба;
- заменить прямозубое соединение косозубым;
- применять шестерню большего размера.
Прямозубое зацепление имеет большое распространение. Для реечных механизмов, они не требуют большой точности смещения, детали могут отливаться из чугуна. Зубчатое колесо и планка имеют поверхность с шероховатостью и очень шумят. Они нетребовательны, работают при больших температурах, в условиях сильной запыленности. Часто используются для открытия термических и литейных печей с выдвигающимся подом, передвигают загрузочные тележки на металлургических печах. Планка в большинстве случаев перевернута зубом вниз. Шестерня и привод поставлен в яме.
Косозубая реечная пара способна передать большее усилие при зацеплении. За счёт расположения зуба под угол, площадь контакта возрастает. Узел создает во время работы меньше шума. Детали просят большой точности во время изготовления и тонкой регулировки. По мере стирания поверхности зубьев, нужно смещать межцентровое расстояние. При нарушении угла, нагрузка смещается и происходит быстрое разрушение шестерни.
Движение может передаваться и от планок к зубчатому колесу. Примером служат игрушки для детей и механичные фонарики, изготавливающиеся в минувшем веке. Когда на торец пластины нажимали рукой, планка приводила в движение ротор и лампочка начинала освещать.
Привод
Привод в конструкции рулевого управления используется для передачи перемещения рейки или сошки на управляемые колеса. Причем в задачу этой составляющей входит изменение положения колес на разные углы. Обусловлено это тем, что колеса при повороте движутся по разным радиусам. Поэтому колесо с внутренней стороны при изменении траектории движения должно поворачиваться на больший угол, чем внешнее.




Конструкция привода зависит от используемого механизма. Так, если на авто используется «шестерня-рейка», то привод состоит всего лишь из двух тяг, соединенных с поворотным кулаком (роль которого выполняет амортизационная стойка) посредством шарового наконечника.
К рейке эти тяги могут крепиться двумя способами. Менее распространенным является жесткая фиксация их болтовым соединением (в некоторых случаях соединение осуществляется через сайлент-блок). Для такого соединения в корпусе механизма проделано продольное окно.
Более распространенный метод соединения тяг – жесткое, но подвижное соединение с концами рейки. Для обеспечения такого соединения на конце обеих тяг сделан шариковый наконечник. Посредством гайки этот шар прижимается к рейке. При передвижении последней тяга меняет свое положение, что и обеспечивает имеющееся соединение.

В приводах, где используется механизм «червяк-ролик», конструкция значительно сложнее и представляет собой целую систему рычагов и тяг, получивших называние рулевой трапеции. Так, к примеру, на ВАЗ-2101 привод состоит из двух боковых тяг, одной средней, маятникового рычага и поворотных кулаков с рычагами. При этом для обеспечения возможности изменения угла положения колеса поворотный кулак крепиться к рычагам подвески при помощи двух шаровых опор (верхней и нижней).
Большое количество составных элементов, а также соединений между ними делает такой тип привода более подверженным износу и возникновению люфтов. Этот факт — еще одна причина отказа от червячного механизма в пользу реечного.
Недостатки
Зубчатые передачи имеют и ряд особенностей, которые могут быть отнесены к их недостаткам. В плане эксплуатации – такой механизм шумит при высокой скорости вращения. Он не может гибко реагировать на изменяющуюся нагрузку, так как представляет собой жесткую конструкцию с точной регулировкой.
В технологическом плане – это сложность изготовления пар колес зацепления. Для такого вида передач требуется повышенная точность, так как зубья находятся в зацеплении при постоянно изменяющемся напряжении. В таких условиях возможны усталостные разрушения материала.
Это происходит при превышении допустимых нагрузок. Зубья могут выкрашиваться, частично или полностью ломаться. Отколовшиеся осколки попадают в механизм, повреждают соседние сопрягающиеся участки, что приводит к заклиниванию и выходу из строя всего узла.
Наибольшее распространение получила цилиндрическая зубчатая передача. Ее применяют в узлах и механизмах с параллельным расположением валов. По конструктивным особенностям различают зубья с прямым, косым и шевронным профилем.
Для перекрещивающихся валов используют червячную, винтовую цилиндрическую передачи, а для пересекающихся – коническую. Реечная передача отличается тем, что шестерня в общем парном механизме заменяется рабочей плоскостью. При этом на ней нарезаны зубья, идентичные по профилю колеса. В итоге вращательное движение преобразуется в поступательное.
Также разделяют передачи по скорости вращения: тихоходные, средние и скоростные. По назначению их делят на силовые и кинематические (не передающие значительной мощности). Кроме того, зубчатые передачи могут классифицироваться по величине передаточного числа, подвижности осей (рядовые и планетарные), числу степеней, точности зацепления (12 классов), способу изготовления. По форме профиля зуба могут быть эвольвентные, циклоидальные, цевочные, круговые.

Использование реечной передачи
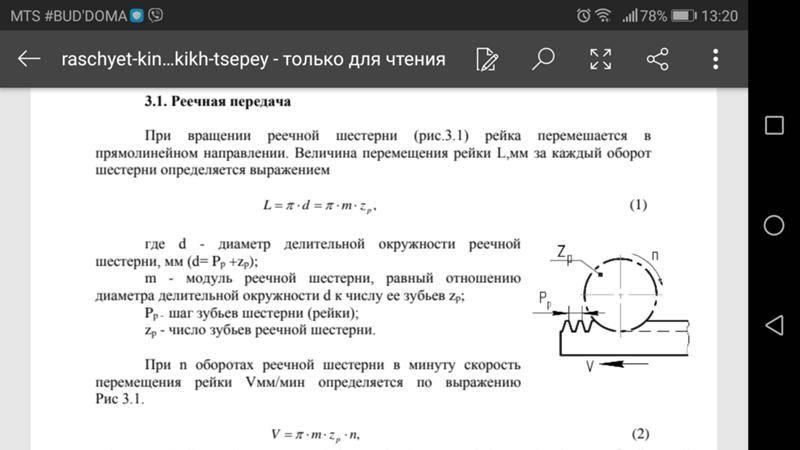
В большинстве реечных механизмов происходит превращение вращения в поступательное движение. Во время проектирования оборудования, конструкторам необходимо делать непростые расчеты эвольвенты зуба и расстояния от средней линии планки до оси шестерни. Им на помощь приходят готовые таблицы с нормализованными деталями. Это облегчает процессы расчета, потому как во многих случаях эксплуатации узла с малыми нагрузками берутся обычные пары.
Передача реечная повсеместно применяется в механизмах очень разного назначения:
- металлорежущее оборудование;
- термические печи;
- откатные ворота;
- фуникулеры;
- кранбалки;
- краны мостового типа;
- шахтные тележки;
- сварочные автоматы;
- промышленные роботы;
- станки с программным обеспечением.

Знаменитый всем водителям реечный механизм считается узлом рулевого колеса. Вращение колеса воплощает в поступательное перемещение тяг и синхронный поворот колес.
Большое применение получили реечные передачи в производственном оборудовании. На строгальных и продольно фрезеровочных станках стол передвигается по направляющим станины. Между ними расположена планка. Передача движения от привода выполняется через расположенную снизу стола шестерню. Она тянет стол в режиме резания, и быстро его возвращает в начальное положение на холостом ходу.
Шпиндельная группа сверлильных и вертикально фрезеровочных станков передвигается вниз и вверх по колонне, на которой закреплена рейка с зубьями. Реечная передача получает вращение от электрического двигателя шпинделя через ремень и шкив.
Варианты применения реечных узлов в бытовых условиях встречаются часто. Все автоматические раздвижные ворота имеют внизу или на середине полотна планку. Мотор с шестерней ставятся на столбе. Включить привод и открыть ворота можно на расстоянии, из дома или при помощи электронного пульта управления.
Данные для расчета
Расчет реечной передачи выполняется при помощи ряда формул, в которых применяются данные:
- высота зуба;
- его ширина по средней линии;
- диаметр шестерни;
- поворотный угол при повороте на один зуб.
Расстояние от делительного диаметра до оси шестерни задается конструктором с самого начала. По окончании расчетов размер корректируется, потому как применяются нормализованные детали.
Модуль зуба реечной передачи выбирается исходя из нагрузки, которую он должен выдерживать и коэффициента прочности.
Боковой просвет изменяется во время эксплуатации сдвигом шестерни с учетом износа зуба. От качественно изготовленного натяга зависит плавность пуска, размер люфта и точность перемещения.
Величины отклонений размеров деталей и нормы шероховатости зубной поверхности заложены в ГОСТ 2789-73 и ГОСТ 2.309-73.
Прочностной расчет предусматривает предельные возможные значения и коэффициенты:
- напряжения изгиба;
- наклонный угол;
- модуль зацепления;
- перекрытие;
- форму зубьев;
- окружную силу.
Во время проектирования оборудования, конструктора по нагрузкам выбирают нормализованные детали. Практическим путем устанавливается только длина планки.
Изготовление конических зубчатых колес
Главными элементами конической передачи являются зубчатые колеса — ведущее и ведомое. Они изготавливаются, преимущественно, из стали на специализированных станках с использованием нескольких технологических процессов.
Материалы и технологии
Ведущая шестерня должна иметь более высокую прочность, поэтому при изготовлении конических пар для зубчатых колес могут использоваться различные марки стали и разные методы химико-термической и термической обработки. Если для изготовления шестерни используется легированная сталь, она может быть подвергнута поверхностному уплотнению методами цианирования, цементации или азотирования. Зубчатые колеса из углеродистой стали подвергаются поверхностной закалке.
Расчеты и степени точности
В конической паре шестерен зубчатое колесо изначально характеризуется модулем (длина делительной окружности, приходящаяся на один зуб) и числом зубьев. Диаметры впадин и выступов определяют по таблице. Расчету подлежат параметры зуба (толщина, высота и длина) и его элементов — ножки и головки, а также делительный диаметр. Используется коэффициент ширины зубчатого венца, определяется угол наклона косых зубьев. В расчет также принимаются угол профиля, коэффициенты перекрытия и смещения, линии зацепления.
Для конических зубчатых колес приняты четыре степени точности из 12-ти существующих, каждая из которых определяется скоростью передаваемого вращения. Значения разрешенных круговых скоростей следующие:
- не более 3 м/с для девятой степени;
- от 3 до 7 м/с для восьмой степени;
- 7-10 м/с для седьмой;
- до 20 м/с до 6 степени включительно.
Методы изготовления
Операции фрезерования и прорезки зубьев не позволяют достичь требуемой точности, поэтому их обычно дополняют обкаткой. Обкатка представляет собой способ обработки зубчатого колеса, при котором припуск на его боковых поверхностях срезается режущими кромками инструмента непосредственно в процессе главного движения резания заготовки. После обкатки пара помещается на специальный стенд, где производится притирка конических зубчатых колес. И, наконец, финальным этапом является процесс закалки зубьев.
В настоящее время оснащение современных металлообрабатывающих предприятий позволяет изготавливать конические пары любых размеров, видов и технологических профилей. Качество готовой продукции проверяется как визуально, так и в лабораторных условиях с применением передовых методов диагностики и сканирования.
Передовые разработки
- Активного (динамического) рулевого управления. Она позволяет изменять передаточное число механизма в зависимости от скорости автомобиля. Также выполняет и дополнительную функцию – корректировка угла передних колес в поворотах и при торможении на скользкой дороге.
- Адаптивного рулевого управления (управление по проводам). Это самая новая и перспективная система. В ней отсутствует прямая связь между рулем и колесами, всё работает за счёт датчиков и исполнительных устройств (сервоприводов). Большое распространение система ещё не получила по причине психологического и экономического факторов.

Система «рули по проводам»
Изготовление зубчатых колес и реек
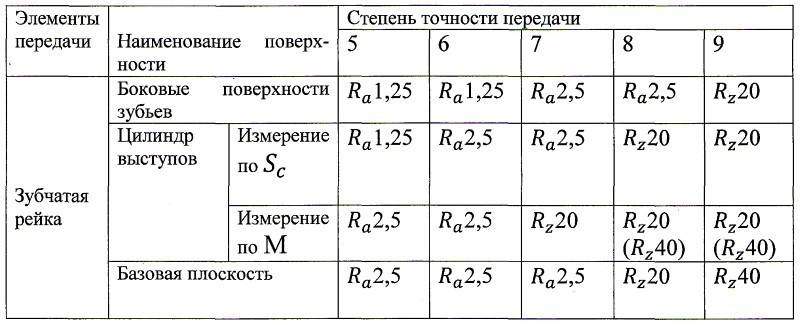
Порядок расчета и базовые характеристики зубчатых механизмов шестерня-рейка регламентируются следующими стандартами: для зубчатого колеса ГОСТ 16532-70, для зубчатой рейки ГОСТ 13755-81, для допусков зубчатой рейки ГОСТ 10242-81. Степень точности при проектировании зубчато-реечной передачи зависит от назначения механизма (кинематический либо силовой) и скорости вращения зубчатого колеса. Расчет прочности выполняется по ведущей шестерне, при расчете руководствуются требованиями ГОСТ 21354-87. При изготовлении реечных передач величины отклонений размеров рейки и колеса заданы в ГОСТ 2789-73, нормы шероховатости — в ГОСТ 2.309-73.




Материалы
Зубчатые рейки и шестерни зубчато-реечных передач обычно изготавливают из стали. При этом для механизмов, которым в процессе эксплуатации не приходится испытывать высокие нагрузки и работать на большой скорости достаточно выбрать углеродистую сталь хорошего качества — например, сталь марок 35, 45, 50. Подойдут также низколегированные стали 35ХГС, 40Х, 40ХН, 40ХНТ и сталь марок 40Г2, 50Г — в их составе повышено содержание марганца. Если передача рейка-шестерня будет эксплуатироваться при повышенных нагрузках, в процессе производства изделие подвергают термической и химикотермической обработке с целью повысить его прочностные характеристики. Кроме того, можно использовать конструкционные и легированные стали.
Точность и прочность
При выборе материала и дополнительных способов обработки для реечной передачи рекомендуется стремиться к тому, чтобы в паре шестерня-рейка у зубчатого колеса твердость боковой поверхности зубьев была больше, чем у рейки, на 3-5ед HRC или на 30-5-ед HD. Это дает хорошую приработку элементов пары, позволяет получить в передаче оптимальное по величине и форме пятно контакта. Машиностроительные предприятия в нашей стране поставляют на рынок цементируемые и объемно-закаливаемые рейки 5-7 степени точности, незакаливаемые рейки 8-9 степени точности в соответствии с ГОСТ 10242-81, длина изделия до 800 мм. Современное оборудование позволяет производить зубчатые рейки длиной 3500 мм и более, в процессе монтажа оборудования рейки можно сращивать со стороны подошвы, что практически не отражается на точности зацепления зубцов.
Изготовление зубчатых колес и реек
Порядок расчета и базовые характеристики зубчатых механизмов шестерня-рейка регламентируются следующими стандартами: для зубчатого колеса ГОСТ 16532-70, для зубчатой рейки ГОСТ 13755-81, для допусков зубчатой рейки ГОСТ 10242-81. Степень точности при проектировании зубчато-реечной передачи зависит от назначения механизма (кинематический либо силовой) и скорости вращения зубчатого колеса. Расчет прочности выполняется по ведущей шестерне, при расчете руководствуются требованиями ГОСТ 21354-87. При изготовлении реечных передач величины отклонений размеров рейки и колеса заданы в ГОСТ 2789-73, нормы шероховатости — в ГОСТ 2.309-73.
Материалы
Зубчатые рейки и шестерни зубчато-реечных передач обычно изготавливают из стали. При этом для механизмов, которым в процессе эксплуатации не приходится испытывать высокие нагрузки и работать на большой скорости достаточно выбрать углеродистую сталь хорошего качества — например, сталь марок 35, 45, 50. Подойдут также низколегированные стали 35ХГС, 40Х, 40ХН, 40ХНТ и сталь марок 40Г2, 50Г — в их составе повышено содержание марганца. Если передача рейка-шестерня будет эксплуатироваться при повышенных нагрузках, в процессе производства изделие подвергают термической и химикотермической обработке с целью повысить его прочностные характеристики. Кроме того, можно использовать конструкционные и легированные стали.
Точность и прочность
При выборе материала и дополнительных способов обработки для реечной передачи рекомендуется стремиться к тому, чтобы в паре шестерня-рейка у зубчатого колеса твердость боковой поверхности зубьев была больше, чем у рейки, на 3-5ед HRC или на 30-5-ед HD. Это дает хорошую приработку элементов пары, позволяет получить в передаче оптимальное по величине и форме пятно контакта. Машиностроительные предприятия в нашей стране поставляют на рынок цементируемые и объемно-закаливаемые рейки 5-7 степени точности, незакаливаемые рейки 8-9 степени точности в соответствии с ГОСТ 10242-81, длина изделия до 800 мм. Современное оборудование позволяет производить зубчатые рейки длиной 3500 мм и более, в процессе монтажа оборудования рейки можно сращивать со стороны подошвы, что практически не отражается на точности зацепления зубцов.
Области применения реечной передачи
Область применения реечной передачи весьма обширна. Устройство можно применять везде, где нужно преобразовать вращательное движение в прямолинейное.
Для любого устройства можно подобрать соответствующие параметры и нужный результат на выходе. Таким образом, можно даже сохранить требуемую точность в высокоточных или прецизионных аппаратах.
Реечные передачи с успехом применяются в следующих аппаратах:
- промышленные сварочные установки;
- производственные роботы;
- станки с ЧПУ;
- токарные станки;
- подъемные устройства и краны;
- линии перемещения кареток по производственному цеху;
- промышленные производственные линии;
- фуникулеры;
- механизм рулевого управления в автомобилях и др.
В представленных выше примерах перемещаемым объектом является некая каретка, перемещающаяся под воздействием установленного на ней привода. Но иногда, реечные передачи используются даже для перемещения тяжелых производственных столов по специальным траекториям. Зубчатая шестерня в данном случае жестко закрепляется на рабочей поверхности, а рейки находятся именно на перемещаемом столе. Такой подход приводит к возникновению очень высоких нагрузок, которые компенсируются габаритами передачи.
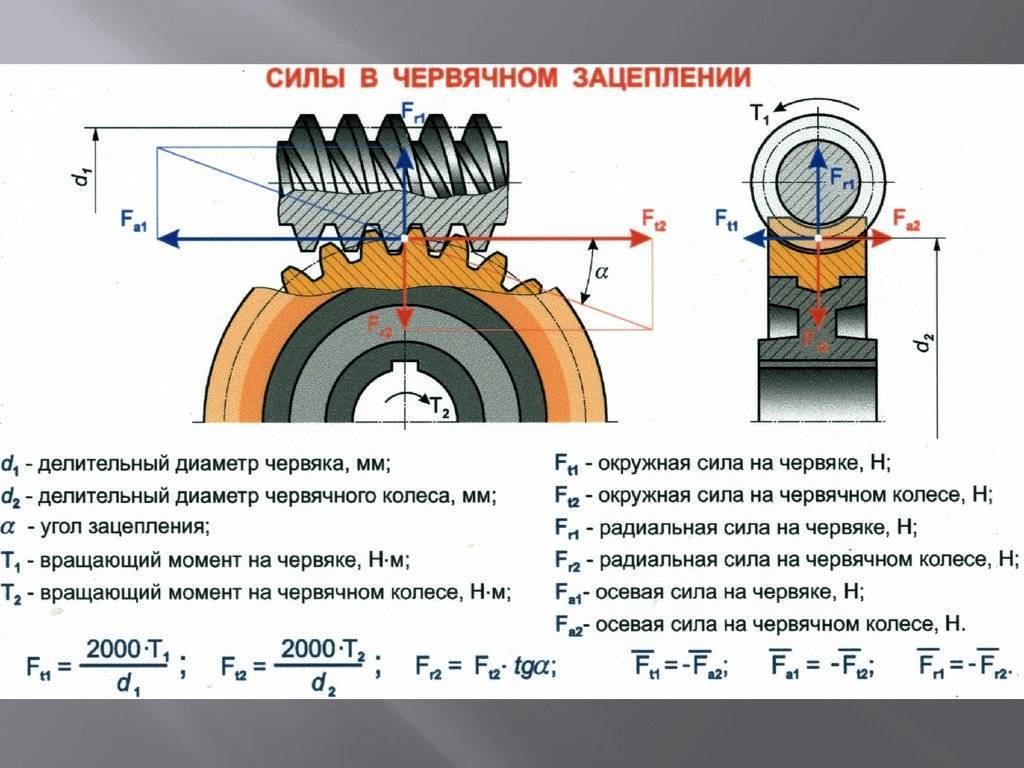
Силы в зацеплении конической передачи
ЛЕКЦИЯ 4
Конические зубчатые передачи
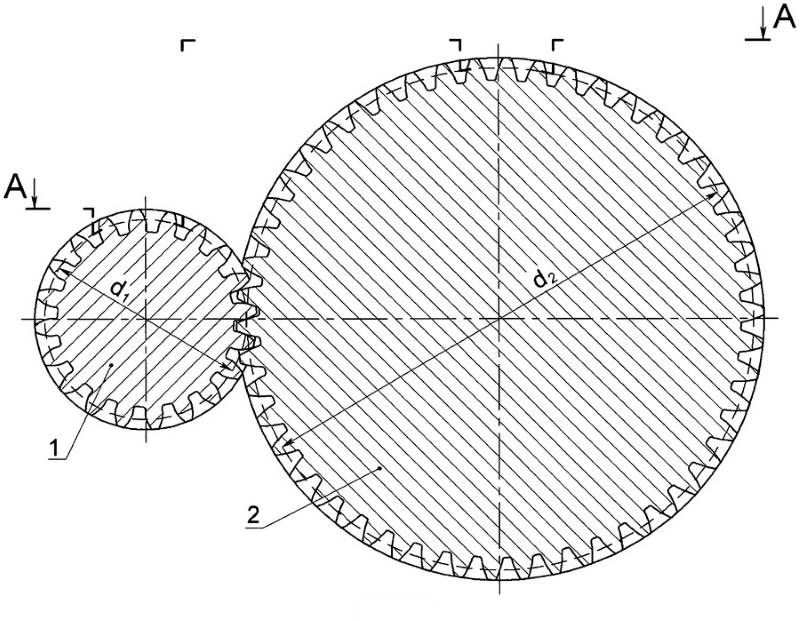
Коническая передача состоит из двух конических зубчатых колес (рис.1) и служит для передачи крутящего момента между валами с пересекающимися осями под углом . Наиболее распространена в машиностроении коническая передача с углом между осями =900 (рис. 1), но могут быть передачи и с 900 . Конические зубчатые передачи по сравнению с цилиндрическими имеют большую массу и габариты, сложнее в изготовлении и монтаже, так как требуют точной фиксации осевого положения зубчатых колес.
Колеса конических передач выполняют с прямыми (рис.2, а),
косыми (рис.2,б), круговыми зубьями (рис.2,в). При окружных скоростях до 2… 3 м/с
применяют конические колеса с прямыми зубьями, при больших скоростях используют колеса с круговыми зубьями, которые обеспечивают более плавное зацепление и имеют большую нагрузочную способность и проще в изготовлении.
а). б). в).
Рис.1. Коническая передача Рис.2. Конические колеса
Геометрические параметры конического зубчатого колеса
Для конических колес различают размеры средние, внешние и внутренние (рис.3).
Размеры, относящиеся к внешнему торцовому сечению, сопровождают индексом е. Размеры в среднем сечении сопровождают индексом m.
Размеры по внешнему торцу удобнее для измерения, их указывают на чертежах. Размеры в среднем сечении используют при силовых расчетах.
Рис.3. Геометрические параметры конического зубчатого колеса
Основные геометрические параметры конической прямозубой передачи
| № | Геометрические параметры | Обозначение Расчетная формула |
| 1 | Число зубьев шестерни и колеса | |
| 2 | Углы делительного конуса шестерни и колеса | , |
| 3 | Внешнийокружной модуль me | Выбирают из стандартного ряда. Округление модуля me до стандартного значения не является обязательным требованием |
| 4 | Средний окружной модуль | |
| 5 | Делительные диаметры: средний и внешний | , |
| 6 | Внешнее конусное расстояние | |
| 7 | Среднее конусное расстояние | |
| 6 | Диаметр окружности вершин зубьев | |
| 7 | Диаметр окружности впадин зубьев | |
| 8 | Ширина зубчатого венца | |
| 9 | Высота зуба | he = 2,2×me |
| 10 | Высота головки зуба | hае = me |
| 11 | Высота ножки зуба | hfe = 1,2×me |
Передаточное отношение конической передачи: . (1)
Проектный расчет конической передачи
Основной задачей проектного расчета конической передачи является определение внешнего делительного диаметра колеса.
Последовательность проектного расчета закрытой передачи
1. Определить передаточное отношение u. Номинальные значения передаточных отношений (от u = 1 до u = 6,3) и углы делительных конусов шестерни и колеса и .
2. В зависимости от условий работы передачи выбрать материалы колес, назначить термическую обработку и значения твердости рабочих поверхностей зубьев.
3. Определить внешний делительный диаметр колеса из условия контактной прочности:
, (2)
где коэффициент концентрации нагрузки. Принимают 1,1…1,2.
4. Задать число зубьев шестерни z1,
определить число зубьев колесаz2 Число зубьев меньшего колеса рекомендуетсяz1 = 18…30.
5.Рассчитать внешний модуль и средний модуль .
6. Определить числа зубьев эквивалентных колес: zV1
иzV2:zv1 = z1/ cosδ1, zv2 = z2/ cosδ2
и по справочным таблицам — коэффициенты формы зуба шестерниYF1 и колесаYF2. 7. Выбрать коэффициент длины зуба. .



8. Произвести геометрический расчет передачи (см. табл.).
Силы в зацеплении конической передачи
| Окружная сила | Ft, |
| Радиальная сила | Fr |
| Осевая сила | Fa |
В передаче действует сила давления зуба шестерни на зуб колеса. Эта сила для удобства расчетов раскладывается на 3 составляющие: окружная сила Ft,
радиальная силаFrи осевая сила Fa(рис.4). Рис.4. Силы в конической передаче
Основные особенности
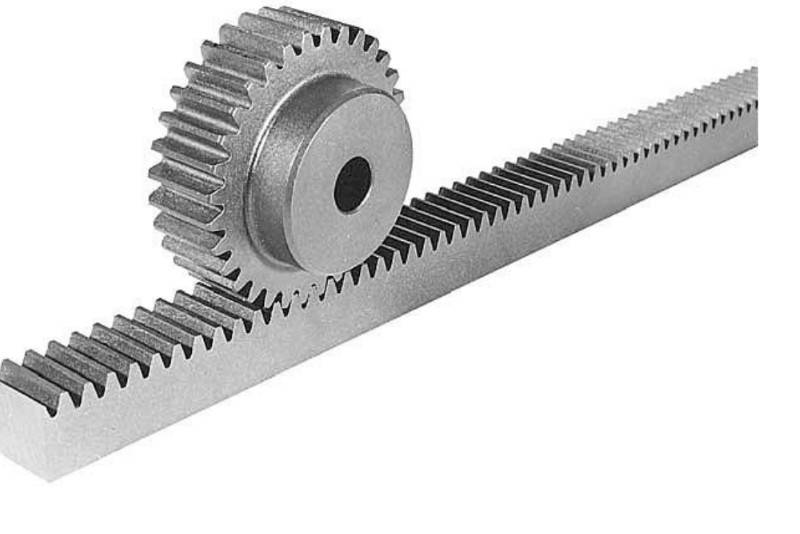
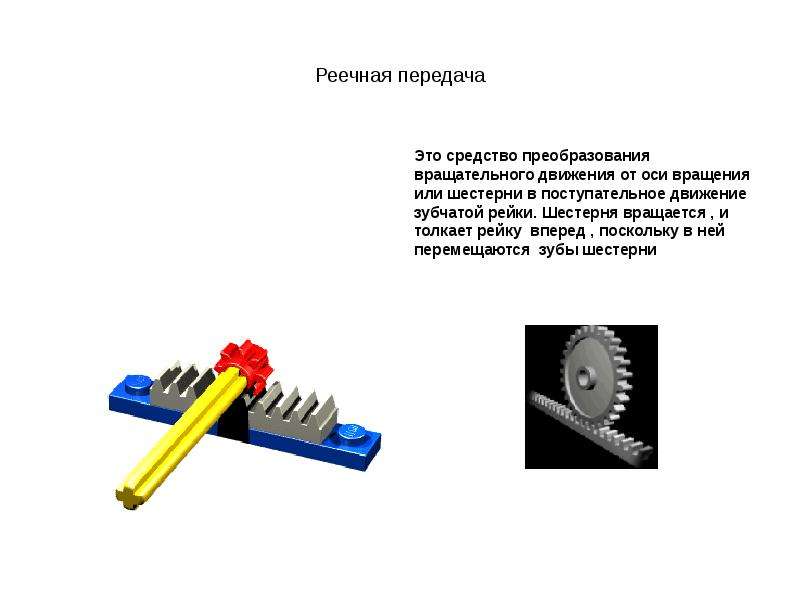
Реечная передача представляет собой конструкцию, состоящую из шестеренки и зубчатой рейки. Именно эта рейка и дала название редукторам, основанным на ее действии. В отличие от стандартной зубчатой передачи, реечная передача выполняет функцию преобразования вращательного движения в прямолинейное. Ротор вращает шестеренку, которая в свою очередь заставляет двигаться рейку в нужном направлении.
Длина рейки может быть любой. В этом одно из преимуществ передачи. Можно практически до бесконечности наращивать длину, сохраняя при этом работоспособность редуктора. Самое главное, чтобы в местах соединения реек сохранялся модуль. Добиться этого можно при использовании специальных накладок с зубьями.
Как и другие, реечные передачи могут быть прямозубыми и косозубыми.
Стоит отметить, что косозубые передачи способны передавать большее усилие.
Подведем итоги
Как видно, зубчатая передача является достаточно распространенным решением, которое используется в различных узлах, агрегатах и механизмах. С учетом того, что существует несколько типов таких передач, перед использованием одного или другого вида, в рамках проектирования конструкторы учитывают кинематические и силовые характеристики работы разных механизмов и агрегатов.
При этом основными условиями, которые определяют срок службы зубчатой передачи и ее ресурс, принято считать общую износостойкость поверхностей зубьев, а также прочность зубьев на изгиб
Чтобы получить нужные характеристики, в рамках проектирования производства зубчатых механизмов указанным особенностям уделяется отдельное повышенное внимание
Гипоидная передача в устройстве трансмиссии автомобиля: что такое гипоидная передача, в чем ее особенности и отличия, а также преимущества и недостатки.
Дифференциал коробки передач: что это такое, устройство дифференциала, виды дифференциалов. Как работает дифференциал КПП в трансмиссии автомобиля.
Главная передача в устройстве трансмиссии автомобиля: принцип работы, особенности конструкции. Виды главных передач по типу зубчатого соединения.
Понижающая (пониженная) передача: назначение передачи, особенности работы. Как пользоваться понижающей передачей и когда включать пониженную передачу.
Карданная передача: что это такое, устройство, особенности, принцип работы. Виды карданных передач в устройстве автомобильной трансмиссии.
Устройство полного привода, виды и типы полного привода, схема устройства привода на полноприводных авто. Полноприводные коробки, особенности.