Мастер ЧПУ что это за должность?

Мастер или оператор станков с ЧПУ – это человек, работающий на данном оборудовании и обеспечивающий его обслуживание. Помимо него, необходим наладчик ЧПУ, который вводит и корректирует УП. Эти специальности могут совмещаться – мастер-наладчик.
Операторы имеют такие должностные обязанности: обслуживание станка, контроль процесса, проверка и испытание готовых изделий, устранение небольших неполадок, подналадка узлов, подготовка рабочего инструмента. Действует он на основании должностной инструкции, которая утверждается самим предприятием. Мастер может обслуживать одновременно несколько станков. Наладчик ЧПУ осуществляет следующие работы: разработку УП, ввод ее в станок и отработка, наладка оборудования на конкретные процессы.
Обучение операторов и наладчиков обеспечивается в колледжах (техникумах) или на специальных курсах по специальности «Технология машиностроения». Для того чтобы стать профессионалом, работник должен получить такие знания: строение и особенности станков с ЧПУ, технология обработки, основы программирования ЧПУ, принципы работы с компьютеризированными системами, признаки неисправностей оборудования с ЧПУ, особенности различных инструментов и материалов. При работе оператор обязан строго соблюдать технику безопасности.
Станки с ЧПУ (CNC) все активнее внедряются в производство. Они способны обеспечить высокую точность обработки деталей на больших скоростях. В то же время следует учитывать экономическую целесообразность их использования. На российском рынке предлагается множество высококачественных моделей и надо выбирать оптимальный вариант для конкретных условий.
- 30 августа 2020
- 42
О системах ЧПУ для шлифовальных станков
Для шлифовальных станков используют системы ЧПУ от самых простых — однокоординатных до пяти-шести и даже по восьми координатных, в станках, работающих несколькими кругами. Взаимосвязь между оператором и системой ЧПУ шлифовального станка осуществляется в диалоговом режиме. В системе управления применяются встроенные диагностические системы, повышающие надежность станков.
Наиболее распространены круглошлифовальные станки с ЧПУ, дающие максимальный эффект при обработке с одной установки многоступенчатых деталей типа шпинделей, валов электродвигателей, редукторов, турбин и т. д. Производительность повышается в основном в результате снижения вспомогательного времени на установку заготовки и съем готовой детали, на переустановку для обработки следующей шейки вала, на измерение и т. д. При обработке многоступенчатых валов на круглошлифовальном станке с ЧПУ достигается экономия времени в 1,5-2 раза по сравнению с ручным управлением.
При создании шлифовальных станков с ЧПУ возникают некоторые технические трудности, которые объясняются следующими причинами. Процесс шлифования характеризуется, с одной стороны, необходимостью получения высокой точности и качества поверхности при минимальном рассеянии размеров, с другой стороны, — особенностью, заключающейся в быстрой потере размерной точности шлифовального круга вследствие его интенсивного изнашивания в процессе работы. В этом случае в станке необходимы механизмы автоматической компенсации изнашивания шлифовального круга. ЧПУ должно компенсировать деформации системы СПИД, температурные погрешности, различия припусков на заготовках, погрешности станка при перемещении по координатам и т. д. Измерительные системы должны иметь высокую разрешающую способность, обеспечивающую жесткие допуски на точность позиционирования. Например, в круглошлифовальных станках такие приборы обеспечивают непрерывное измерение диаметра заготовки в процессе обработки.
На российском рынке представлено практически все мировое производство шлифовальных станков с ЧПУ. Но начнем обор этого оборудования с продукции отечественных предприятий, точнее, с продукции предприятий СНГ.
Направляющие станка
В металлообрабатывающих станках используются направляющие следующих типов:
Скольжения (Полужидкостное, жидкостное и газовое трение)
Качения (Шариковые и роликовые)
Комбинированные
Жидкостного трения
По форме сечения различают направляющие:
Треугольные
Прямоугольные
Трапециевидные
Цилиндрические
На современных резьбошлифовальных станках с ЧПУ преимущественно используют замкнутые роликовые линейные направляющие. Такой тип направляющих обладает весьма низким коэффициентом трения (μ = 0,005), что обеспечивает малое тепловыделение. Также обеспечивает точное и равномерное перемещение как на низких, так и высоких скоростях. Вдобавок данные направляющие имеют простую схему смазки.
О типах бесцентрово-шлифовальных устройств
Станки этого вида обычно используются для:
- обрабатывания различных деталей, любой длины, с большими или маленькими диаметрами;
- шлифовки деталей с достаточно сложными внешними профилями.

У этих станков обычно бывает высокая производительность и очень точная обработка. Но, к сожалению, для мелкосерийных и небольших индивидуальных производств их использование затруднительно, так как довольно сложно делать переналадку этих устройств, так как для этого потребуются значительные временные затраты, обслуживающий персонал, имеющий высокую квалификацию.





Такие сложности связаны с технологическими особенностями этих шлифовочных станков, к примеру:
- существование в них ведущих, шлифовочных заточных кругов;
- наличие специальных правящих устройств, которые обеспечивают придание необходимых конфигураций поверхностям любых кругов (шлифовочного и ведущего вида);
- фиксация закрепления опорного вида специальных ножей;
- присутствие механизмов для компенсирования подач нужного типа кругов, обрабатывания изделий;
- установка требуемого положения для загрузочно-разгрузочных видов устройств.
Основные модели
- Модель 3151. Имеет ручное управление, панель ЧПУ отсутствует. Может шлифовать все основные виды заготовок — полые, плоские, цилиндрические, торцевые. Также может применяться для обработки конусовидных заготовок с небольшим углом наклона. Модель 3151 не подходит для крупных фабрик, но ее можно использовать в мелкосерийном производстве.
- Модель 3M151. Является модификацией модели 3151. Оборудована автоматикой, что помогает управлять системой как в ручном, так и в автоматическом режиме. Модель 3М151 может выполнять все основные виды шлифовки округлых заготовок. Может использоваться на мелких производствах, в мастерских, на крупных заводах и так далее.
- Модель 3Б161. Оборудована гидравликой и автоматикой. Может выполнять все основные виды шлифовки (может выполнять в том числе шлифовку уступами). Подходит для серийной обработки, хотя при необходимости модель 3Б161 можно переоборудовать для единичного производства.
- Модель G25A-35СNC. Имеет электронный режим управления (ЧПУ). Модель оборудована продвинутой электроникой, может выполнять сложные варианты шлифовки в полностью автоматическом режиме. Высокая цена, но хорошие технические показатели (прочность, надежность, устойчивость, срок годности).

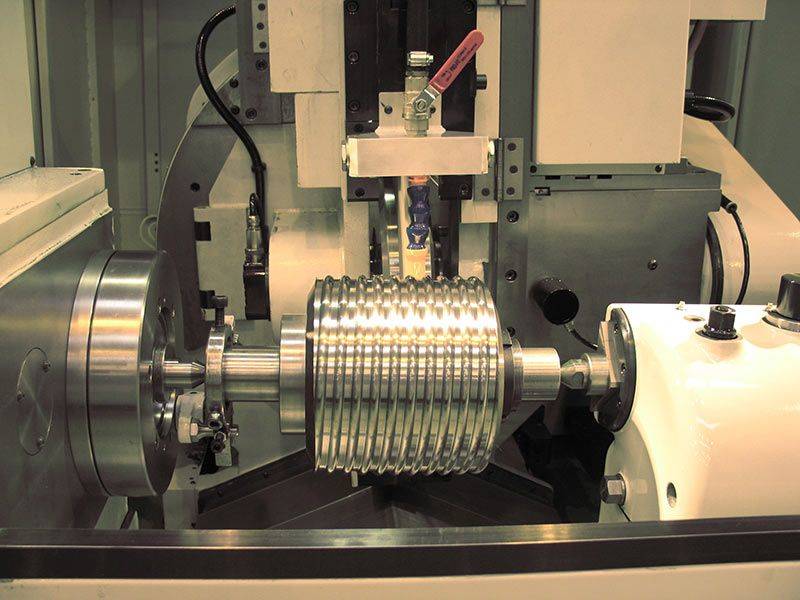
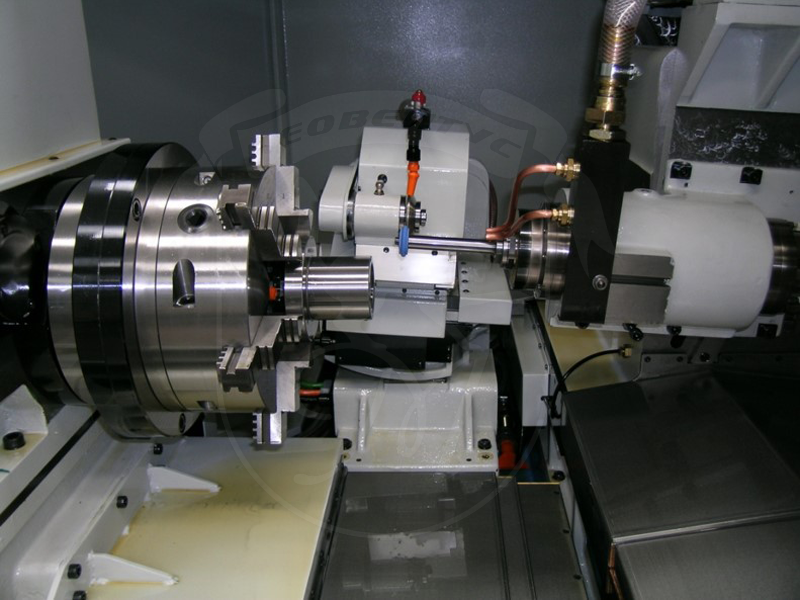
О торце-кругло-шлифовочных устройствах с ЧПУ
Обычно, в устройствах, управляемых программами, предусматривают большое число координат. К примеру, в шлифовальном приспособлении этого типа может быть до 10 управляемых ординат, из них три основных и минимум шесть вспомогательных для лучшего позиционирования:
- осевой ориентации заготовок относительно круга;
- смещения бабки заднего типа для корректировки и обработки заготовок;
- правки кругов для обеспечения возможности обработки любых профилей;
- осей устройства для активного контроля;
- лучшего поворота столов для обрабатывания конусов.

Для обработки разного вида геометрических форм изделий шлифовальными станками ЧПУ, установлены специальные программы:
- диспетчер выбора режимов;
- специальный модуль, управляющий приводом;
- определяющий координаты точек интерполятор.
При серийном производстве такие шлифовальные станки с ЧПУ используются с применением программных систем, что дает возможность для гибкой настройки цикла правки, шлифовки, существенно влияет на скорость переналадки станков и обрабатывания самых разных деталей. К тому же такие многокоординатные системы придают больше универсальности станкам, стабильной эффективности управления всеми процессами.
Технические характеристики станков 3151
| Наименование параметра | 3151 | 3Б151 | 3Б161 | 3А151 | 3А161 |
| Основные параметры станка | |||||
| Класс точности по ГОСТ 8-82 | П | П | П | П | |
| Наибольший диаметр обрабатываемого изделия, мм | 150 | 200 | 280 | 200 | 280 |
| Наибольшая длина обрабатываемого изделия, мм | 750 | 700 | 1000 | 700 | 1000 |
| Наибольший диаметр шлифования в люнете, мм | 60 | 60 | 60 | 60 | 60 |
| Наибольший диаметр шлифования без люнета, мм | 150 | 180 | 250 | 180 | 250 |
| Наибольшая длина шлифования, мм | 750 | 630 | 900 | 630 | 900 |
| Расстояние от оси шпинделя передней бабки до зеркала стола (высота центров), мм | 125 | 110 | 150 | 110 | 150 |
| Наибольшая масса обрабатываемого изделия, кг | 30 | 40 | 30 | 40 | |
| Рабочий стол станка | |||||
| Наибольшая длина перемещения стола, мм | 780 | 650 | 920 | 650 | 920 |
| Ручное ускоренное перемещения стола за один оборот маховика, мм | 22,6 | 22,6 | 22,6 | 22,6 | |
| Ручное замедленное перемещения стола за один оборот маховика, мм | 5,3 | 5,3 | 5,3 | 5,3 | |
| Наименьший ход стола от гидросистемы при переключении упорами, мм | 8 | 8 | 8 | 8 | |
| Скорость перемещения стола от гидросистемы (бесступенчатое регулирование), мм/мин | 200..10000 | 100..6000 | 100..6000 | 100..6000 | 100..6000 |
| Наибольший угол поворота верхнего стола по часовой стрелке, град | 5° | 3° | 3° | 3° | 3° |
| Наибольший угол поворота верхнего стола против часовой стрелки, град | 5° | 10° | 8° | 10° | 8° |
| Цена деления шкалы поворота верхнего стола, град | 0°20′ | 0°20′ | 0°20′ | 0°20′ | |
| Конусность, мм/м | 10 | 10 | 10 | 10 | |
| Шлифовальная бабка | |||||
| Диаметр шлифовального круга, мм | 600..450 | 600..450 | 600..450 | 600..450 | 600..450 |
| Наибольшая ширина (высота) шлифовального круга, мм | 63 | 63 | 63 | 63 | 63 |
| Диаметр отверстия в круге, мм | 305 | ||||
| Частота вращения шпинделя шлифовальной бабки, об/мин | 1450 | 1112, 1272 | 1112, 1272 | 1112, 1272 | 1112, 1272 |
| Скорость резания шлифовального круга, м/с | |||||
| Наибольшее перемещение шлифовальной бабки по винту (от руки), мм | 150 | 200 | 200 | 200 | 200 |
| Величина быстрого подвода шлифовальной бабки от гидравлики, мм | 50 | 50 | 50 | 50 | 50 |
| Время быстрого подвода шлифовальной бабки, с | 2 | 2 | 2 | 2 | |
| Периодическая подача шлифовальной бабки на диметр изделия от храпового механизма (при реверсе справа, слева, при каждом реверсе), мм | 0,005..0,06 | 0,005..0,06 | 0,005..0,06 | 0,005..0,06 | |
| Периодическая подача шлифовальной бабки на диметр изделия от механизма врезания (при реверсе справа, слева, при каждом реверсе), мм | — | — | 0,005..0,032 | 0,005..0,032 | |
| Непрерывная подача для врезного шлифования скорость, мм/мин | — | — | — | 0,1..2 | 0,1..2 |
| Непрерывная подача для врезного шлифования, мм на оборот изделия | — | — | — | 0,0005—0,01 | 0,0005—0,01 |
| Цена деления лимба поперечной подачи на диаметр изделия, мм | 0,005 | 0,005 | 0,005 | 0,005 | 0,005 |
| Величина поперечного перемещения шлифовальной бабки за один оборот маховика, мм | 1 | 1 | 1 | 1 | |
| Передняя бабка. Бабка изделия | |||||
| Частота вращения изделия (бесступенчатое регулирование), об/мин | 75, 105, 300 | 63..400 | 63..400 | 63..400 | 63..400 |
| Конус отверстия в шпинделе передней бабки | Морзе 4 | Морзе 4 | Морзе 4 | Морзе 4 | Морзе 4 |
| Задняя бабка | |||||
| Величина отвода пиноли задней бабки от руки, мм | 35±2 | 35±2 | 35±2 | 35±2 | 35±2 |
| Величина отвода пиноли задней бабки от гидросистемы, мм | — | 35±2 | 35±2 | 35±2 | 35±2 |
| Конус отверстия в шпинделе задней бабки | Морзе 4 | Морзе 4 | Морзе 4 | Морзе 4 | Морзе 4 |
| Привод и электрооборудование станка | |||||
| Количество электродвигателей на станке | 7 | 7 | 7 | 7 | |
| Электродвигатель шпинделя шлифовальной бабки, кВт (об/мин) | 5,8 (1500) | 7,5 | 7,5 | 7,5 | 7,5 |
| Электродвигатель привода изделия, кВт (об/мин) | 0,5 (1000) | 0,76 | 0,76 | 0,76 | 0,76 |
| Электродвигатель насоса гидросистемы, кВт (об/мин) | 1,2 (1000) | 1,5 | 1,5 | 1,5 | 1,5 |
| Электродвигатель насоса системы смазки подшипников шпинделя, кВт (об/мин) | — | 0,08 | 0,08 | 0,08 | 0,08 |
| Электродвигатель насоса системы смазки направляющих стола, кВт (об/мин) | — | 0,08 | 0,08 | 0,08 | 0,08 |
| Электродвигатель насоса системы охлаждения, кВт (об/мин) | 0,125 (3000) | 0,12 | 0,12 | 0,12 | 0,12 |
| Электродвигатель магнитного сепаратора, кВт (об/мин) | — | 0,08 | 0,08 | 0,08 | 0,08 |
| Габаритные размеры и масса станка | |||||
| Габаритные размеры станка (длина х ширина х высота), мм | 2260 х 1590 х 1770 | 3100 х 2100 х 1500 | 4100 х 2100 х 1560 | 3100 х 2100 х 1500 | 4100 х 2100 х 1560 |
| Масса станка с электрооборудованием и охлаждением, кг | 3900 | 4200 | 4500 | 4200 | 4500 |
Какие операции по металлу можно выполнять
Благодаря тому, что человеческий фактор был сведён к минимуму, операции по металлу стали значительно легче и приносят меньше брака. Получается так из-за программы, которая заложена в компьютер.
Она является таким своеобразным шаблоном, по которому компьютер понимает — готова деталь или нет. В этом разделе будет рассказано об операциях, которые может выполнять по металлу станок с ЧПУ.
Внешнее и внутреннее вытачивание деталей
Здесь всё просто, по крайней мере, для машины. Установленная заготовка, которая в будущем станет деталью, закрепляется на станке. Она может быть закреплена вручную или, если установлено соответствующее оборудование автоматически (чаще всего применяют именно автоматический вариант).
После начинается внешнее обтачивание детали при помощи либо лазера, либо лезвия, которое установлено на станок. Постепенно срезая лишнее, заготовка приобретает форму нужной детали. Так делается внешнее обтачивание деталей на станке с ЧПУ.
С внутренним всё примерно также, только с изменениями. После установки заготовки станок начинает сверлить, или как это называют по-другому, рассверливать отверстие у основания заготовки.
После того, как отверстие будет готов, компьютер сравнит его с шаблоном, который прописан в заданной программе. Если найдутся огрехи, он проанализирует — можно ли это исправить (как правило, да, ведь машины редко ошибаются). После заготовка шлифуется и деталь готова.
Продольная обработка заготовки
Продольная обработка — это метод, который применяют для изготовления полос, штрипсе, лент. В зависимости от программы, которая установлена в компьютер.
Такие работы на станке с ЧПУ выполняются преимущественно при помощи лазера, так как это позволяет избавиться от брака и ускоряет процесс работы. После установки заготовки, числовое программное управление на станке будет его обрабатывать в соответствии с заданным алгоритмом действий. Лазерный портал приводится в действие шаговыми двигателями, на котором он закреплён.
Черновая и чистовая обработка
Для начала что это вообще, такое. Черновая обработка металла состоит из подгона детали под нужный размер при помощи снятия слоёв металла.
Обычно в станке с ЧПУ эту роль выполняет компьютер после того, как деталь уже вырезана. Чистовая обработка идёт потом и представляет собой полировку поверхности изделия. Всё это станок выполняет по заданным алгоритмам.
Регулировка длины деталей
В программе, которую дают компьютеру, чётко прописаны размеры детали. Заготовки также дают подходящего размера. Перед тем, как вставить деталь, станок регулирует и настраивает сам себя для изготовления.










После этого он начинает выполнять работу, после чего сравнивает размер с теми, что были даны человеком. Если отклонений нет — деталь готова. Если есть — станок с ЧПУ начинает обтачивать деталь, снимая слои металла и регулируя длину.
Вытачивание пазов, выемок и отверстий
Пазы и выемки — это отверстия, которые делают на детали. Такие отверстия могут служить либо для того, чтобы в них могла войти другая деталь, либо для установки к какому-либо устройству. Станок с ЧПУ вытачивает такие отверстия при помощи лазера, делая при этом высокоточные разрезы.
Они могут быть прямоугольными, Т-образными, типа «ласточкин хвост», фасонными, сквозными, открытыми, закрытыми и другими. То, какой формы будет отверстие, зависит от детали и программы, которую человек установил в числовое программное управление.
Нарезание резьбы дюймового и метрического типа
Этот тип резьбы видели практически все. Она используется в основном для того, чтобы одна деталь могла прикручиваться к другой. Главными параметрами при изготовлении такой резьбы являются шаг и величина. Под шагом в данном случае имеется в виду:
- наружный диаметр, измеряемый между верхними точками резьбовых гребней, находящихся на противоположных сторонах трубы;
- внутренний диаметр как величину, характеризующую расстояние от одной самой нижней точки впадины между резьбовыми гребнями до другой, также находящихся на противоположных сторонах трубы.
Все параметры нужно вбить в компьютер станка, после чего он сам вырежет отличную и ровную резьбу при помощи лазера.
Справка! В любом случае параметры для изготовления резьбы на изделии вносятся человеком в компьютер станка, а тот, действуя согласно алгоритму, при помощи лазера делает превосходную резьбу.
Принципы выбора
При выборе станков для внутреннего шлифования деталей нужно учитывать следующие критерии:
- наличия необходимых режимов обработки;
- частоты вращения заготовки или рабочего инструмента;
- углов поворота бабки, длины хода;
- наличия и уровня автоматизации;
- максимального диаметра устанавливаемых деталей;
- параметров точности обработки;
- стоимости оборудования;
- наличия в продаже деталей, сложности обслуживания;
- мощности установленного двигателя;
- требований к условиям эксплуатации.
Преимущества и недостатки
Преимущества станков для шлифовки:
- высокие показатели точности;
- широкие возможности по подбору шлифовочных дисков;
- выполнение обработки различных материалов;
- шлифовка отверстий любых типов;
- неприхотливость оборудования в эксплуатации;
- большой ресурс механических узлов;
- невысокая себестоимость обработки;
- наличие моделей с различным уровнем автоматизации;
- регулировка частоты вращения заготовки или рабочего инструмента.
Недостатки данного типа оборудования следующие:
- относительно небольшая глубина обработки, усложняющая подготовку деталей больших размеров;
- отсутствие визуального контроля шлифования;
- ограничение по диаметру применяемых дисков;
- обработка угла при вершине до 600.

Высокая точность обработки
Производители и стоимость
Производством внутришлифовальных станков в России занимаются следующие компании:
- ОАО «Московский завод шлифовальных машин»;
- ОАО Саратовский станкостроительный ;
- ОАО Лубенский станкостроительный ;
- ООО «Воронежский станкостроительный завод»;
- Липецкое станкостроительное предприятие.
Стоимость станков следующая:
- промышленные ЗЛ228 — от 2,5 млн. руб.;
- Spitzen SIG-80 с ЧПУ, применяемые в машино- или приборостроении, малогабаритные — от 4,2 млн. руб.;
- SI-6/1-AS малогабаритный универсальный для круглого и плоского шлифования — от 500 тыс. руб.
Юрий Давыдов » Новости
Зубофрезерные станки. Конструкция, описание и технические характеристики.
Зубофрезерные станки предназначены для нарезания цилиндрических колёс с прямым и винтовым зубом внешнего зацепления с помощью фасонных дисковых, пальцевых и червячных модульных фрез. Если в зубофрезерном станке имеется помимо вертикального ходового винта радиального или тангенциального перемещения инструмента относительно заготовки, то на нём можно также нарезать червячными фрезами червячные колёса. Станок, имеющий все три выше перечисленных винта, относится к универсальным зубофрезерным станкам.
На зубофрезерных станках производят нарезание цилиндрических и червячных колес по методу обката и по методу копирования с осевой, радиально-осевой и тангенциальной подачами за один или два рабочих хода. В зависимости от расположения оси изделия станки разделяются на вертикальные (состоят из станины, инструментальной стойки фрезерного суппорта задней стойки стола для установки изделия. Вертикальные станки выполняют с подвижной в радиальном направлении стойкой или с подвижным в этом направлении столом, а также со столом подвижным в вертикальном направлении. Компоновка станков с подвижной стойкой и неподвижным столом наиболее удобна для автоматизации процесса зубонарезания.
Горизонтальные станки, предназначенные для нарезания зубьев на тяжелых деталях, выполняют с подвижной в горизонтальном направлении инструментальной стойкой а станки для нарезания колес малых размеров- с подвижным столом, несущим изделие.
Технические данные зубофрезерных станков
Профиль зуба образуется копированием или обкатом, форма зуба по длине методом касания. Зубофрезерные станки метода копирования имеют простую структуру, состоящую из групп: ФV(В1), ФS(П2), а также деления Д(В3). Станки касания-обката имеют две или три группы формообразования и не имеют группы деления: профиль зуба: ФV(В1 В2); форма по длине: прямозубые: ФS(П3),косозубые: ФS(П3 В4).
Метод копирования, когда режущие кромки инструмента соответствуют форме впадины зубчатого колеса и после нарезания одной впадины заготовка поворачивается на один зуб при помощи делительного устройства, метод обкатки, (обрабатывающий инструмент воспроизводит движение пары зубчатых колёс), горячее и холодное накатывание.
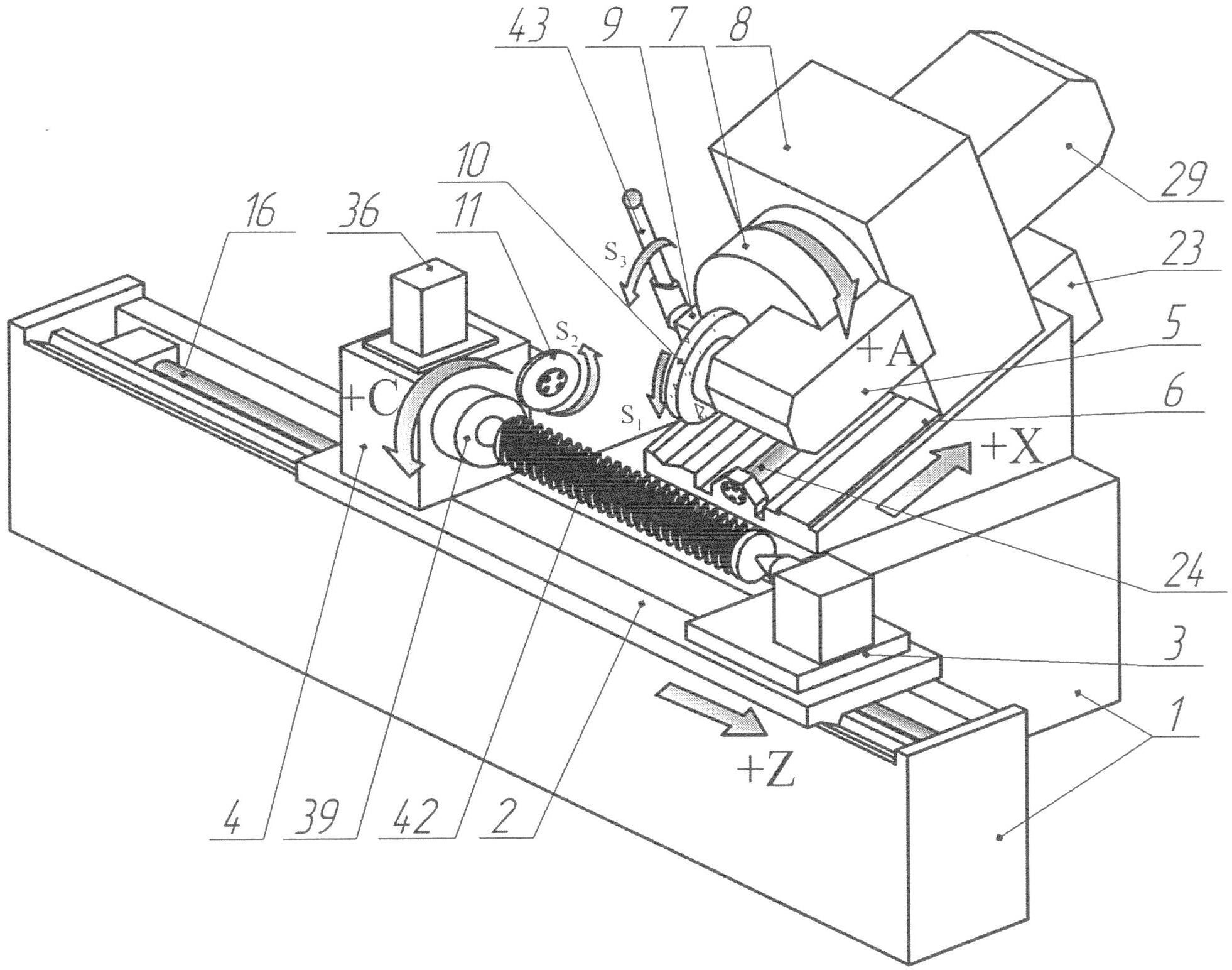
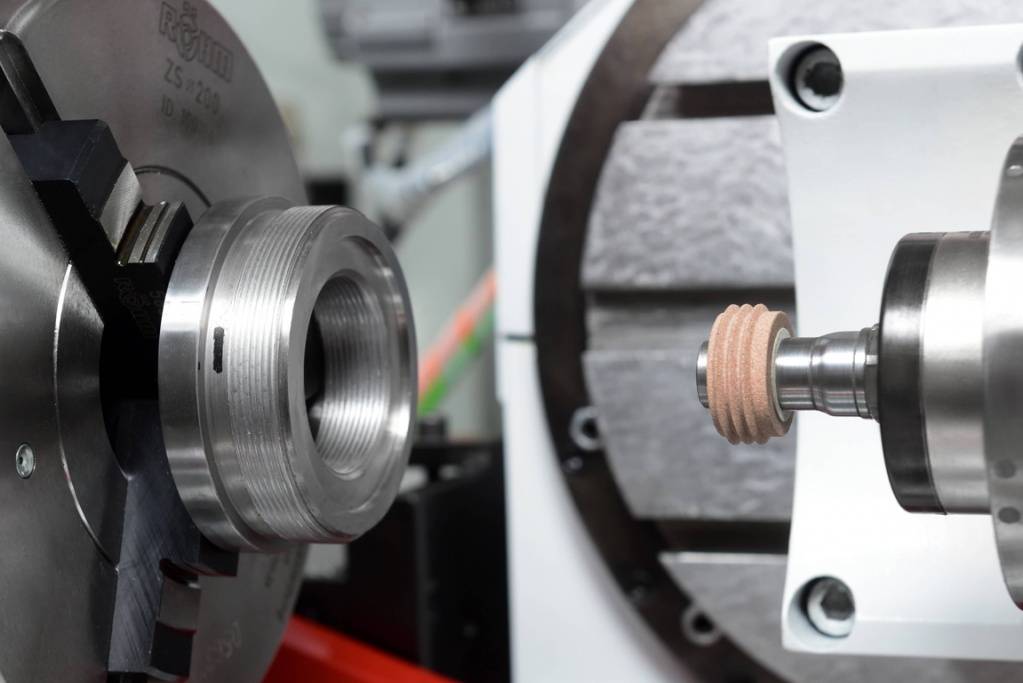
Формообразование зубьев червячного колеса осуществляется методами радиального и тангенциального врезания. При первом методе используют винт радиального пере-мещения. Формирование боковых поверхностей зубьев по профилю и длине, а также делительный процесс осуществляются одним сложным движением Фu, (В1В2). Процесс радиального врезания зубьев фрезы в заготовку осуществляется движением Вр (П7). При втором методе используют винт тангенциального перемещения и специальную червячную фрезу с заборным конусом. Образование профиля и формы зуба по длине, а также делительный процесс осуществляются, как и при первом методе, движением Фu (В1В2). Вторым движением Фs2 (П5В6) осуществляется тангенциальное –врезание за счет конусной части фрезы и еще раз формирование боковых поверхностей.








Полуавтоматы зубофрезерные вертикальные 53А50, 53А50Н, 53А80, 53А80Н предназначены для нарезания цилиндрических и червячных зубчатых колес в условиях индивидуального и серийного производства.
Зубофрезерные полуавтоматы моделей 53А50, 53А80 и изготавливаются по классу П ГОСТ 8-71, а их модификации по классу Н ГОСТ 8-71. Станки моделей 53А50, 53А80 комплектуются суппортами с непрерывной передвижкой фрезы (с ползушкой), а модели 53А50Н, 53А80Н — суппортами с периодической (шаговой) передвижкой фрезы. По заказу Покупателя возможна комплектация зубофрезерных станокв системой ЧПУ.
Универсальный зубофрезерный станок предназначен для фрезерования цилиндрических прямозубых, косозубых и червячных колес в условиях единичного и серийного производства. Нарезание зубчатых колес производится по способу обкатки червячной фрезы и обрабатываемой заготовки. Станок работает по замкнутому полуавтоматическому циклу и по циклу наладки.
На базе станка могут изготавливаться спецстанки, позволяющие обрабатывать колеса с бочкообразной или конусной формой зубьев. Обработка осуществляется копированием по шаблону.
Большая универсальность станков и высокая степень автоматизации обеспечивает работу станков как в однопроходном, так и в двухпроходном автоматических циклах. При двухпроходном автоматическом цикле происходит автоматическая смена режимов обработки. Полуавтомат имеет бесступенчатый привод вертикальной и радиальной подачи.