Какие стали азотируются
Для азотирования применяются как углеродистые стали, так и легированные, в которых доля углерода 0,3-0,5%. Наилучший результат можно получить при использовании стали с легирующими металлами, которые образуют наиболее термостойкие и твердые нитриды. Так, наиболее результативен процесс азотирования для легированных сталей, которые имеют в своем составе алюминий, молибден, хром и подобные металлы. Стали с таким составом называют нитраллоями. Молибден, в частности, предупреждает отпускную хрупкость, вызванную медленным остыванием стали после процесса насыщения азотом. Характеристики стали после азотирования:
- Твердость углеродистой стали — HV 200-250 ;
- Легированной — HV 600-800;
- Нитраллоев до HV 1200 и даже выше.
Одновременно с тем, как твердость посредством легирующих составных становится выше, толщина азотированного слоя – ниже. Наиболее тонкий слой образуют стали с элементами хрома, вольфрама, никеля, молибдена.
Рекомендованные марки стали
Применение той или иной марки стали зависит от последующей эксплуатации металлического элемента. Рекомендованные марки для азотирования в зависимости от назначения изделий:
- При необходимости получения деталей с высокой поверхностной твердостью – марка стали 38Х2МЮА. Стоит отметить, что в ней содержится алюминий, который приводит к низкой деформационной стойкости изделия. Тогда как применение марок, не содержащих алюминия, значительно снижает твердость поверхности и ее износостойкость, хотя дает возможность создания более сложных конструкций;
- Для станкостроения применяют улучшаемые легированный стали марки 40Х, 40ХФА ;
- Для деталей, подвергающихся циклическим нагрузками на изгиб – марка стали 30Х3М, 38ХГМ, 38ХНМФА, 38ХН3МА;
- Для топливных агрегатов, детали которых должны быть изготовлены с высокой точностью – марка стали 30Х3МФ1 . Для получения более высокой твердости азотонасыщенного слоя, эту марку стали легируют кремнием.
Азотирование стали
При азотировании поверхностный слой стальной детали насыщают кислородом. Промышленное применение данный способ получил практически 100 лет назад, в 20-е годы XX века. Азотирование детали – это отличный способ повысить не только твердость изделия, но и его коррозионную стойкость.
Азотирование стали осуществляется посредством погружения детали в печи, которые герметично закрывают. Туда подают аммиак, который при нагреве распадается на азот и водород. В процессе данной реакции атомы азота поглощаются слоем поверхности стали и проникают внутрь детали.
Насколько глубоким и прочным окажется слой, подверженный азотированию, сказать сложно. Этот фактор зависит от многих деталей:
- температура, при которой осуществлялось азотирование;
- продолжительность обработки детали;
- состав стали, которую подвергли азотированию.
Способ химико-термической обработки
Описываемая процедура не позволяет достигать нескольких целей одновременно, в отличие от цементации. Выделяют два вида азотирования.
Повышение прочности слоя поверхности стальной детали. Температура процесса – до 560 ОС, средняя толщина слоя – 0,5 мм. Продолжительность операции может достигать одних суток.
Повышение степени устойчивости к коррозии. Оптимальная температура – от 650 до 700 ОС. Продолжаться антикоррозийное азотирование может до 10 часов. Толщина слоя, образующегося в процессе – 0,3 мм.
Процесс азотирования стали могут проходить только полностью готовые изделия, которые прошли через этапы термической и механической обработки. Структура сорбита внутри изделия сохранена полностью, что обеспечивает повышение прочности и вязкости детали.
Технология цементации стали, ее сущность и назначение — методики и видео
В зависимости от специфики применения различных металлов и сплавов нередко производится их дополнительная обработка. Это позволяет выделить (усилить) те или иные свойства образца. Что представляет собой цементации стали, зачем она нужна, в каких случаях целесообразно ее проводить – об этом читатель в доступной форме узнает из предлагаемой статьи.
Существуют различные методики химико-термического воздействия на материалы. Одна из них – цементация. Применяется данная технология для сталей малоуглеродистых и легированных, содержание элемента «С» в которых не превышает 0,25%.
Назначение – повышение таких характеристик сплава, как износостойкость, прочность, твердость.
Для реализации чаще всего используются специальные печи, где процесс протекает при высокой температуре – порядка 945 (±15) ºС.
В зависимости от габаритов и конструкционных особенностей изделия оно выдерживается в таких условиях в течение нескольких часов. По сути, это комплексная обработка детали (химическая + термическая) с целью придания ей твердости.
Пастами
Технология самая простая, но не всегда применимая. Для деталей, имеющих сложную конфигурацию, с различными выступами, пазами и тому подобное, она явно не подходит.
Методика – поверхностное нанесение цементирующей пасты на образец. Ее слой выбирается большим по сравнению с расчетной глубиной проникновения углерода в сталь (примерно в 7 раз).
Условия – температурный режим выставляется в зависимости от вида пасты, в пределах от 900 до 1 000 ºС.
Такую цементацию стали можно провести и в домашних условиях, при наличии сушильного шкафа с требуемыми параметрами.
Газовой средой
Одна из самых эффективных методик, которая широко применяется в промышленности. Она существенно упрощает процесс цементации, сокращает время обработки стали и повышает производительность. Главное условие – правильно подобрать смесь по долевому содержанию углерода и оптимальный температурный режим.
Методика – продукция загружается с цементационную печь, в которую подается газ.
Кипящим слоем
Такой способ лишь отчасти напоминает предыдущий.
Методика – в печи, на решетке газораспределительной, помещается так называемый корунд. Эндогаз (смесь, в которую вводится метан) подается снизу и, поднимаясь, его разжижает, вследствие чего мельчайшие фракции начинают перемещаться вместе с потоком к обрабатываемому изделию. При высокой температуре происходит диффузия частичек корунда, и как результат, насыщение поверхностного слоя образца углеродом.
Особенность – степень цементации легко регулировать, изменяя подачу газа. Такая технология позволяет равномерно насыщать сталь по всей площади.
Такой способ, с учетом затрат и небольшой сложности, специалисты рекомендуют использовать при мелкосерийном производстве заготовок.
Твердым карбюризатором
В качестве насыщающей среды при такой технологии цементации используются полукоксы каменноугольный, торфяной или древесный уголь с гранулами от 3 до 10 мм при обязательном добавлении веществ, инициирующих процесс (активизаторов).
Методика – обрабатываемые образцы помещаются в металлическую емкость, на песчаный затвор. Они располагаются так, чтобы со всех сторон их можно было обложить слоем карбюризатора. Следовательно, соприкосновение изделий со стенками резервуара или друг с другом не допускается.
Условия цементации – температура 925 (±25) ºС. Время выдержки зависит от слоя насыщающей среды. Определяется из расчета: на 0,1 мм – 1 час термической обработки. Процесс можно ускорить, доведя нагрев до 975 – 980 ºС. Это сокращает время проведения технологической операции, но повышает эн/затраты и снижает качество готового продукта. На его поверхности образуется сетка, которую придется удалять.


В ряде случаев это довольно сложно, например, если изделие характеризуется рельефностью.
Электролитическим раствором
Методика – по сути, это разогрев постоянным током. Роль анода в цепи играет обрабатываемая деталь.
https://youtube.com/watch?v=bnkTUowNHkM
Условия – U = 150 – 300В. Это позволяет, в зависимости от силы тока, изменять температуру в пределах 500 – 1 100 ºС. Электролит готовится из нескольких компонентов, а в качестве активизаторов используются вещества с высоким содержанием углерода. Например, ацетон, сахароза, глицерин.
Цементация стали
Цементацией называют процесс, позволяющий насытить стальную конструкцию углеродом. Сердцевина остается мягкой, однако, благодаря слою покрытия прочность поверхности повышается. В процессе использования такие детали не подвергаются воздействию извне, не деформируются от ударов и не стираются.
Цементации подвергают элементы, выполненные из углеродистой либо легированной стали, содержание углерода в которой не менее 0,08% и не более 0,35%. Для цементации используют составы, богатые углеродом. Их называют карбюризаторами. Такие составы могут быть жидкими, твердыми и даже газообразными.
Цементация сталей происходит через нагрев деталей, предварительно упакованных в изготовленные из железа ящики, туда же помещается карбюризатор. Твердое вещество состоит из 70% древесного угля, 20–25% углекислого бария, а оставшаяся часть – углекислый кальций (3–5%).
Цементация осуществляется при температуре в 920–930 ОС, этот показатель позволяет сделать процесс максимально быстрым. Обогащение слоя стали происходит, когда частицы угля соприкасаются с поверхностью элемента. Передатчик углерода в данной ситуации – газовая среда. Правильно организованная цементация поверхностного слоя стальной детали продолжается от 5 до 14–15 часов.
Цементации в жидкой среде принято подвергать изделия небольшого размера, выполненные из углеродистой или легированной стали. Их на некоторое время опускают в соляные ванны, которые содержат расплавленные вещества:
- соду;
- поваренную соль;
- карбид кремния.
Схема цементации стали
Газовая цементация
Суть газовой цементации в том, что деталь из легированной стали сначала необходимо нагреть, а затем прокалить в печи, температура в которой составляет от 920 до 950 ОС. В камеру печи на протяжении всего периода цементации подают газ с содержанием метана.
При использовании данного метода продолжительность цементации стальной детали уменьшается в несколько раз. Так, глубина слоя цементирования в 1,2 м может быть зафиксирована уже после 4–5 часов нахождения детали в газовой камере.
Газовая цементация сталей обладает явными преимуществами по сравнению с первыми двумя способами:
- возможность регулировки процесса посредством изменения количественного и качественного состава газа;
- отсутствие габаритного оборудования;
- относительная чистота процесса, отсутствие угольной пыли;
- возможность проводить закалку стали непосредственно в камере печи.
Газовая цементация достаточно экономична в сравнении с использованием твердых и жидких карбюризаторов.
Высокоэнергетические методы химического модифицирования поверхностных слоев стальных изделий
Наиболее перспективными методами модифицирования поверхностных слоев машиностроительных деталей являются ионно-диффузионное модифицирование в тлеющем разряде, ионная имплантация (ионное легирование), а также комбинации ионно-плазменных методов с лазерной или электронно-лучевой обработкой.
Ионное азотирование реализуется в тлеющем разряде постоянного напряжения в среде азота или аммиака. Ионы азота, ударяясь об обрабатываемую стальную деталь, являющуюся катодом, осаждаются на ней, а затем диффундируют вглубь, так как поверхность катода разогревается при бомбардировке ионами с энергией в несколько сот электронвольт до 500…600 °С. При соударении ионов с поверхностью детали происходит ее очистка от адсорбированных и оксидных пленок, препятствующих проведению обычного азотирования некоторых сталей, например коррозионно-стойких. Длительность ионного азотирования сокращается по сравнению с обычным азотированием, температура процесса снижается, а механические свойства поверхностного слоя повышаются.
Кроме азотирования ионно-диффузионными методами, могут быть осуществлены цементация, силицирование, борирование и комплексное насыщение (карбонитрирование и т. д.) поверхностных слоев стальных изделий модифицирующими элементами.
Ионная имплантация основана на том, что при повышении энергии бомбардирующих ионов последние проникают внутрь кристаллической решетки металла, легируя поверхностный слой и упрочняя его за счёт искажения решётки. Энергия ионов при имплантации составляет 10…200 кэВ, а плотность ионных пучков – 1015…1018 частиц на 1 см2. С помощью ионной имплантации можно осуществить азотирование, борирование, оксидирование поверхностного слоя изделий и легирование его различными металлами. При ионной имплантации износои коррозионная стойкость поверхностных слоёв стальных деталей повышаются без изменения размеров последних.
При реализации данного метода можно получить в поверхностном слое такие фазы, которые невозможны в равновесном состоянии, например из-за ограниченной взаимной растворимости компонентов. Основными недостатками метода являются относительно высокая стоимость оборудования, невозможность обработки изделий сложной формы, а также малая толщина имплантированного слоя.
К перспективным методам поверхностного модифицирования конструкционных материалов относят лазерное поверхностное и электронно-лучевое легирование.
Лазерное поверхностное легирование характеризуется, как и лазерная закалка, интенсивным кратковременным тепловым воздействием на поверхностный слой изделия, которое зависит от плотности энергии лазерного излучения, подводимой к поверхности, и длительности облучения. При лазерном легировании тепловое воздействие сочетается с подведением к поверхности изделия легирующих элементов. Для этого на обрабатываемую лазером поверхность предварительно наносят тонкое покрытие из легирующего элемента (например, методом плазменного напыления или электролитическим) или осуществляют ионную имплантацию легирующего элемента в поверхностный слой перед лазерной обработкой. Возможна и одновременная подача легирующего элемента в зону обработки в момент лазерного облучения. Лазерная обработка вызывает проплавление поверхностного слоя и смешивание легирующего элемента с материалом основного слоя. Последующая скоростная кристаллизация в металле завершается образованием метастабильных фаз, состав которых может резко отличаться от равновесного.
Лазерное легирование углеродистых сталей позволяет получать поверхностные слои изделий с требуемыми структурой и комплексом свойств. Хорошие результаты достигнуты при обработке сканирующим лазерным лучом стальных изделий, покрытых порошками хрома и никеля; при этом существенно повышаются износостойкость и коррозионная стойкость изделий.
Электронно-лучевое поверхностное легирование сталей осуществляется в вакууме при облучении изделия потоком электронов. Оно даёт результаты, сходные с результатами лазерного легирования. Возможно как предварительное, так и одновременное подведение легирующих элементов в зону обработки.
Применение электронно-лучевого и лазерного легирования, а также ионно-плазменных методов упрочнения сталей ограничено из-за высокой стоимости и сложности технологического оборудования. Однако потенциальные возможности высокоэнергетических методов модифицирования поверхностных слоёв металлических изделий очень высоки, что обусловливает их достаточно широкое внедрение в машиностроении.
Просмотров: 1 679
Общие сведения
Силицирование стали – процесс насыщения поверхности металла кремнием. Он не получил большое распространение в промышленности, но в некоторых случаях может применяться для изменения некоторых качеств материала. Среди особенностей данного процесса отметим следующие моменты:
- Недостатком силицирования стали является то, что получить однородную поверхность, которая не будет иметь пор, практически невозможно. Кроме того, довольно сложно достигнуть результата, при котором на поверхности материала концентрация кремния будет велика, а сам слой при этом будет иметь хорошее сцепление с сердцевиной.
- Если силицирование проводится в плохо насыщенной среде, то на поверхности стали и других сплавов может образовываться феррит.
- Слишком высокая насыщенность среды, в которой проводится химико-термическая обработка, становится причиной повышения хрупкости стали. При воздействии ударной нагрузки есть вероятность появления трещин и иных дефектов.
Несмотря на достаточно большое количество недостатков данного метода обработки стали и других сплавов, он в последнее время стал часто применяться зарубежными металлургическими компаниями. Примером назовем силицирование тугоплавких металлов и титана.
Цель силицирования заключается в образовании кислостойкой поверхности, которая будет иметь минимальный показатель пористости. Кроме этого происходит частичное перестроение атомной решетки, за счет чего повышаются качества износостойкости.


Многочисленные исследования, направленные на изучение данного процесса, говорят о постоянном росте интереса и возможном улучшении процесса силицирования. Однако, на сегодняшний день большинство используемых технологических процессов не позволяют получать заготовки высокого качества.
Отпуск и старение
Отпуском называется процесс термической обработки, при котором закаленная сталь нагревается ниже температуры отжига, выдерживается при этой температуре и затем охлаждается. В процессе отпуска уменьшаются или устраняются внутренние напряжения, повышаются вязкость и пластичность стали, снижается ее твердость, улучшается структура.
В зависимости от температуры нагрева различают три вида отпуска:
- низкотемпературный (низкий) отпуск проводят с нагревом до 150–200°С. Этот отпуск снижает внутренние напряжения в стали при сохранении высокой твердости (58–63 HRC). Он применяется преимущественно для инструмента из углеродистых и низколегированных сталей, а также для деталей, подвергаемых поверхностном закалке, цементации и нитроцементации, к которым предъявляются высокие требования по твердости и износостойкости;
- среднетемпературный (средний) отпуск осуществляется при температурах 350–500°С. Целью этого отпуска является получение структуры тростита. Твердость закаленной стали при этом снижается до 40–50 HRC, предел упругости достигает максимальной величины. Среднему отпуску подвергают рессоры и пружины;
- высокотемпературный (высокий) отпуск проводится при температурах 550–680°С. Сталь при этом приобретает структуру сорбита (сорбит отпуска). Твердость закаленной стали снижается до 250–350 НВ, прочность уменьшается в 1,5–2 раза, пластичность и вязкость увеличиваются в несколько раз, внутренние напряжения полностью снимаются. Закалка с высоким отпуском называется улучшением. Улучшенная сталь по сравнению с отожженной или нормализованной имеет более высокие показатели прочности, пластичности и вязкости. Температура отпуска определяется по цветам побежалости.
Старение — изменение свойств стали с течением времени без заметного изменения микроструктуры. В результате старения прочность и твердость повышаются, пластичность и вязкость снижаются. Старение приводит к изменению размеров и короблению изделий. Если старение протекает при комнатной температуре, его называют естественным, если при повышенной температуре — искусственным. Старению подвергают станины станков, плунжеры, калибры, скобы и другие изделия, размеры и геометрическая форма которых не должны изменяться в процессе их эксплуатации.
Известны два вида старения — термическое и деформационное (механическое).
Термическое старение происходит в результате изменения растворимости углерода в железе в зависимости от температуры. Деформационное старение протекает в сплаве, подвергнутом пластической деформации при температуре ниже температуры рекристаллизации. Процесс этого старения длится 15 суток и более при комнатной температуре и всего несколько минут при температурах 200–350о С.
Искусственное старение закаленных и отпущенных при низкой температуре изделий производится после предварительной механической обработки при 100–180о С с выдержкой в течение 18–35 ч и медленным охлаждением. Естественное старение осуществляется на открытом воздухе под навесом, где на изделия воздействуют температурные изменения, влажность и давление воздуха. Оно длится от 3 месяцев до 2 лет. Естественному старению подвергают станины прецизионных станков, корпусные детали весьма ответственного назначения, рамы роялей и пианино. Его результатом является снижение внутреннего напряжения, стабилизация размеров и геометрической формы изделий.
Силицирование в порошкообразных смесях
Насыщенная среда может быть представлена порошком с самыми разными веществами, которые имеют в составе кремний. Для того чтобы в период выполнения обработки деталей смесь не спекалась в ее состав добавляют и остальные примеси: окись магния, шамот, окись алюминия и остальные. Значительно сделать быстрее процесс обработки в состав добавляется 1-5% хлористый аммоний или другие энергичные добавки
Важное требование использования порошкообразного вещества – все элементы обязаны быть измельчены чтобы получить однородную массу. В другом случае нельзя обеспечить однородность насыщения слоя поверхности детали. Среди свойств этой технологии отметим:
Среди свойств этой технологии отметим:
Обработка может проходит в защитных контейнерах или вакууме. Наиболее обыкновенный способ состоит в применении специализированного закрытого бокса с очень высокой герметичностью, во время изготовления которого применяют сплав, обладающий тугоплавкостью. Цель силицирования состоит в получении гомогенной поверхности, которая будет владеть очень высокой устойчивостью к износу. Результат может зависеть от степени герметичности контейнера. Силицирование стали может проходит в печи фактически самой разной конструкции, основное обеспечить нагрев среды до необходимой температуры. Силицирование титана в упаковочном контейнере идет при температуре 1000-1200 градусов по Цельсию. Время выдержки подбирается в согласии с тем, какой толщины необходимо получить слой с очень высокой концентрацией кремния. Как только процесс обработки был закончен контейнер достается из печи и охлаждается на воздухе. Изделие после извлечения необходимо почистить от смеси, после отлично вымыть и высушить
Раньше применяемый состав при еще одном применении обновляется приблизительно на 15%
Проводя силицирование молибдена и сталей необходимо брать во внимание тот фактор, деталь и применяемая смесь должны отлично контактировать. Величина контактной поверхности и размер частиц влияют на то, как хорошо пройдёт силицирование тугоплавких металлов и титана, а еще стали
Хорошими качествами назовем такие моменты:
- Маленькая цена порошка дает возможность уменьшить отпускная цена приобретаемых деталей.
- Равномерность покрытия которое получается увеличивает рабочие качества.
- Простота технологии уменьшает денежные растраты.

Вакуумная печь для силицирования
Таким образом меняют свойства деталей.
Проведение алитирования
Алитирование проводят в порошкообразных смесях (50 % Al или ферроалюминия, 49 % Al2O3 и 1 % NH4CI или 99 % ферроалюминия и 1 % NH4CI). При 1000 °C и выдержке в течение 8 ч образуется слой в 0,4—0,5 мм, насыщенный алюминием.
Алитирование выполняется также:
металлизацией (на поверхность детали наносят слой алюминиевого порошка и после изоляционной обмазки деталь подвергают диффузионному отжигу);
покраской деталей алюминиевой краской (с последующим диффузионным отжигом в защитной атмосфере);
погружением в расплав алюминия (с 6—8 % кремния (Si)) при 700—800 °C с последующей выдержкой, при этом концентрация алюминия в поверхностной части слоя составляет ~ от 80 % и выше. Толщина слоя 20-1000 мкм в зависимости от длительности нахождения в расплаве. Твёрдость алитированного слоя (на поверхности) до 500 , износостойкость наиболее высокая из всех методов
Алитированный слой обладает лучшим, чем цинковый слой, сопротивлением коррозии в атмосфере и морской воде.
Для небольших изделий более доступен метод алитирования с помощью газотермического напыления
Диффузионная металлизация: алитирование, хромирование, сицилирование
Диффузионная металлизация
— алитирование, хромирование и силицирование.
Алитирование
Алитированием называют процесс насыщения поверхности металлов алюминием с целью повышения жаростойкости.
Алитированию подвергают чаще всего изделия из низкоуглеродистой стали, такие, как цементационные ящики, колосниковые решетки и т.п. Жаростойкость алюминиевых деталей повышается за счет создания на поверхности защитной окисной пленки Аl2Оз.



Алитированные детали обладают жаростойкостью при нагреве до 900—950°.
Диффузионное хромирование
Диффузионным хромированием называют процесс насыщения поверхностного слоя стали хромом с целью получения высоких значений поверхностной твердости и сопротивления износу, а также повышения коррозионной стойкости и жаростойкости.
Хромированию подвергают различные детали и инструмент, от которых требуются высокая износоустойчивость, коррозионная стойкость и жаростойкость, такие, как сверла, калибры, клапаны компрессоров и т.д. Жаростойкость хромированных сталей ограничивается температурой 800°.
Сицилирование
Силицированием называют процесс насыщения поверхностного слоя кремнием с целью повышения коррозионной стойкости, сопротивления износу и жаростойкости.
С целью улучшения стойкости против износа силицированные детали проваривают в масле. Поры впитывают масло, что создает условия для самосмазки при трении.
Силицирование повышает коррозионную стойкость во многих кислотах при комнатной и повышенной температурах, в морской воде и т.д.
Жаростойкость силицированных деталей не превышает 800—850°.
§
Процесс алитирования стали
Алитирование – это разновидность диффузионной металлизации, которая характеризуется насыщением поверхностного слоя алюминием. Защитное покрытие создает на обрабатываемых изделиях оксидную пленку, повышающую устойчивость к высокотемпературному воздействию и предупреждающую коррозионные процессы. Несмотря на то что данный способ обработки подходит для большинства металлов и сплавов, наиболее популярным является алюминирование стали. Второе место занимает чугун.
Алитирование отличается высокой технологической сложностью – его практически невозможно реализовать в домашних условиях. Рассмотрим особенности и нюансы технологии.
Газовое силицирование
В процессе такого вида цементации, как силицирование, верхний слой стали насыщают кремнием, который делает деталь стойкой к воздействию кислот, износостойкой, жаростойкой. Силицирование может быть выполнено в одном из трех цементаторов.
Твердое силицирование. В качестве среды принято брать ферросицилий и шамот. Для сокращения количества времени можно добавить хлористый алюминий. Температуры такой цементации достаточно высоки – до 1200 ОС. Если выдержать деталь в течение 10 часов, то толщина слоя составит 0,7 миллиметра.
Жидкое силицирование. Для данного вида цементации используют хлористую соль, в которую добавлен ферросилиций. Температура выдержки – 1000 ОС.
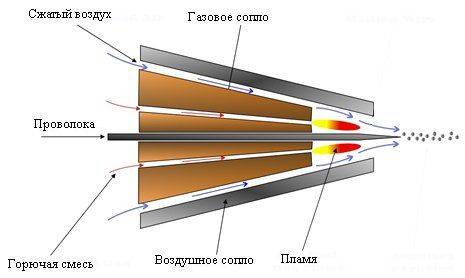
Газовое силицирование
Газовое силицирование. Обладает самым важным значением в промышленности. Процесс проходит весьма интенсивно. Температура выдержки может достигать 1050 ОС, время – от 2 до 6 часов, толщина слоя – до 1 миллиметра.
Важная особенность поверхностного слоя, который насыщен кремнием – пористая структура. Масло может немного изменить ситуацию, для этого деталь необходимо проварить в нем при температуре 200 ОС. Полученный материал будет довольно жаростойким и прочным.