Эксплуатация
При работе на шлифовальных станках нужно соблюдать следующие правила:
диск и заготовка должны быть установлены плотно, соосно, без свободного вращения;
уровень биений не должен превышать допустимых значений, указанных в техдокументации;
обязательно использовать защитные щитки, чтобы предотвратить травматизм оператора;
перед запуском нужно убедиться в работоспособности защитной системы;
запрещено касаться руками вращающихся узлов, механизмов, заготовок;
важно проводить техосмотры, замены повреждённых деталей, выполнять своевременную смазку;
если предусмотрена система охлаждения, то требуется следить за её исправностью;
недопустимо использование сильно изношенного круга или повреждённого;
при обнаружении перегревов выше +600С нужно остановить работу, выяснить причину, устранить её;
следует за один проход снимать оптимальный по размерам верхний слой, не вызывая перегрузок или сбоев в работе станка.
В случае нехватки мощности потребуется заменить двигатель на новый или установить редуктор либо коробку передач. Второй вариант является более выгодным, но при этом сложность конструкции возрастёт в несколько раз.
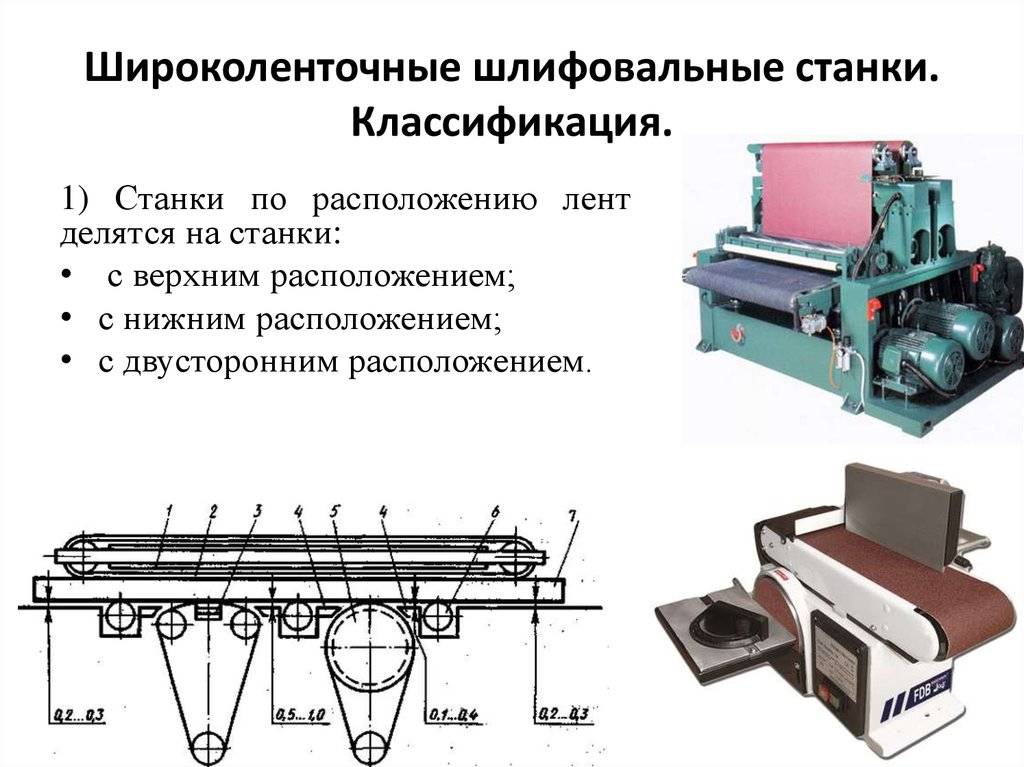
Ленточные шлифовальные станки по металлу
Ленточно-шлифовальные станки используются в металлообрабатывающей индустрии для декоративной шлифовки и полировки различных деталей и заготовок, а также для их очистки от коррозии.
Основным функциональным элементом подобного оборудования является абразивная лента, которая держится на специальных валах и движется с высокой скоростью.
Главным критерием выбора ленточного шлифовального станка считается его мощность. Именно от этого параметра зависит производительность оборудования.
На рынке представлены ленточные станки:
- с различными скоростными диапазонами;
- с функциональными наборами;
- с разными показателями мощностями.
Модели, отличающиеся высокой производительностью, можно использовать для выпуска малогабаритных металлических деталей.
Основная конструкция полуавтоматического станка и его преимущества
Полуавтоматические станки изготавливаются в горизонтальной компоновке. Основа устройства — станина, куда вмонтированы все основные сборочные детали. В главной части находится стол, на котором удобно расположена передняя бабка для обработки изделия и задняя для гидрофицирования. В задней части станины имеется поперечная каретка. На нее монтируется поворотный редуктор вертикального суппорта.

На шпиндель редуктора крепится суппорт вертикального положения, позволяющий поворачивать редуктор вокруг оси. На подвижной суппортной каретке устанавливается шлифовальная бабка и устройство, помогающее сориентироваться по рабочей схеме. Неподвижное основание суппорта оснащается кареткой механизма для правки. На эту деталь ставится механизм для правки с алмазным роликом. Такое расположение механизма обеспечивает полноценную и эффективную работу по регулировке точности, за счет чего повышается производительность.
Зона для работы оператора закрыта металлическим ограждением в виде рабочего кабинета. На ограждении стоят раздвижные входные дверцы.
О системах ЧПУ
С целью корректного управления механизмами для правки в станках употребляются такие программные системы, которые:
- являются замкнутыми для компенсирования температурных деформаций и геометрических неточностей;
- имеют возможность измерения с хорошей разрешающей способностью, для обеспечения небольших допусков на точное позиционирование;
- имеют возможность автоматической компенсации изнашиваемости круга;
- смогут управлять частотой кругового вращения, скоростью подач.
При управлении подобными системами ЧПУ возможно координировать функционирование многокоординатных бесцентрово-кругло-шлифовочных устройств. Для этого встроенной системой употребляются специальные модули, рассчитывающие:
- любые траектории шлифовочных приспособлений;
- необходимые корректировочные действия;
- взаимосогласованный диалог оператора с обслуживающим устройством.
Важно. Существование многокоординатных систем ЧПУ придает больше универсальности этим производственным устройствам, позволяет эффективно воздействовать на любые процессы шлифовки
Это интересно: Шлифовальные станки по дереву — классификация, видео, виды
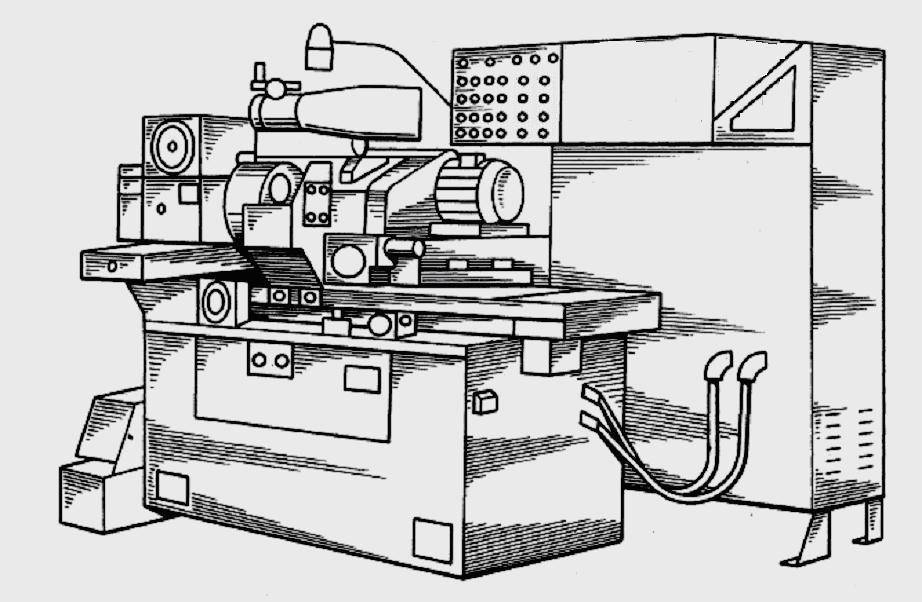
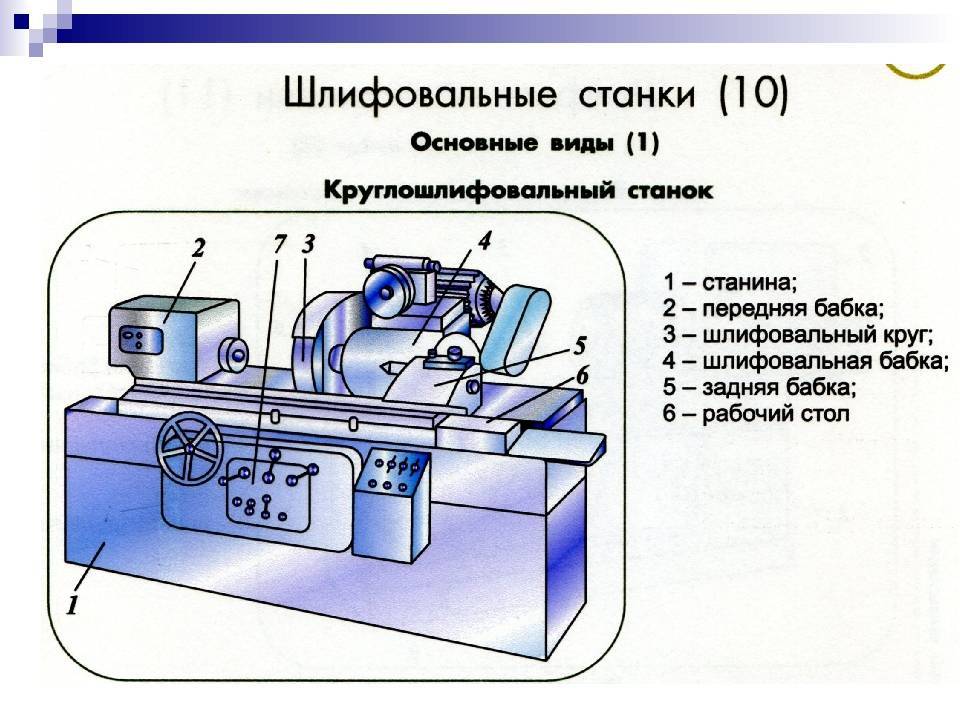
Круглошлифовальные станки
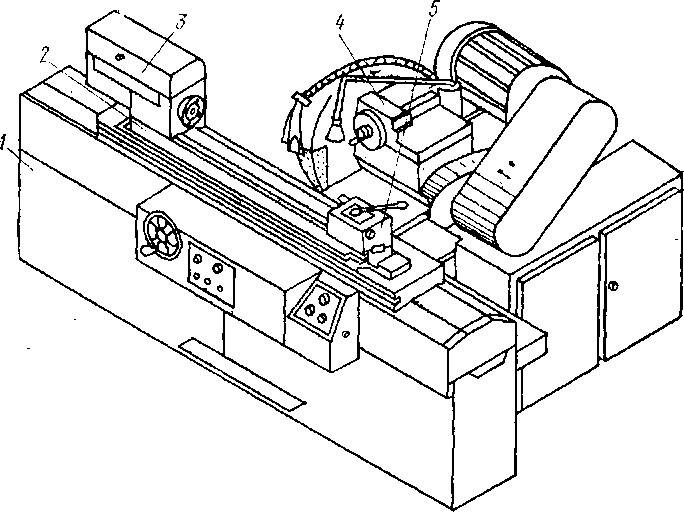
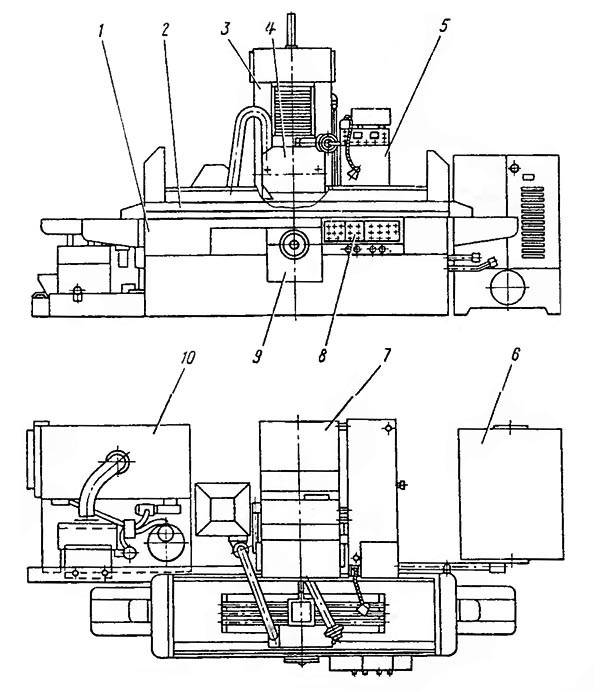
Для продольного и врезного шлифования наружных цилиндрических, пологих конических и торцовых поверхностей с установкой заготовок в центрах или патроне применяют круглошлифовальные центровые станки (рис. 1).
Технические характеристики станка мод. 3М151Ф2
| Максимальный размер устанавливаемой заготовки, мм: | |
| диаметр | 200 |
| длина | 700 |
| Частоты вращения заготовок, с–1 | 0,83…8,33 |
| Скорость шлифовального круга, м/с, не более | 50 |
| Рабочие подачи шлифовальной бабки, мм/мин: | |
| для предварительной обработки | 0,2…0,12 |
| окончательной | 0,1…0,6 |
| доводочные | 0,02…0,12 |
| Скорость, м/мин: | |
| быстрого подвода шлифовальной бабки | 1,7…0,93 |
| перемещения стола, м/мин (число ступеней 10) | 0,05…5 |
| Габаритные размеры, мм | 4950x2400x2170 |
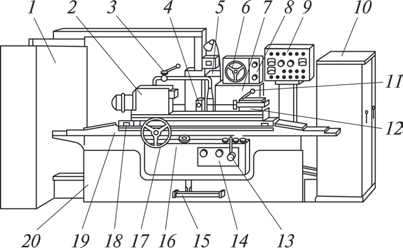
Рис. 1. Круглошлифовальный центровой станок модели 3М151Ф2: 1 — электрошкаф; 2 — передняя бабка; 3, 11, 13 — рукоятки; 4 — люнет; 5 — механизм автоматической правки круга; 6, 17 — маховик; 7 — шлифовальная бабка; 8 — механизм поперечных подач; 9 — пульт управления; 10 — гидростанция; 12 — задняя бабка; 14 — панель гидроуправления; 15 — педаль; 16 — ось; 18, 19 — верхний и нижний столы соответственно; 20 — станина
Станок комплектуют специализированным устройством ЧПУ. Ввод УП выполняют посредством декадных переключателей. В управляющей программе размеры задают в абсолютных значениях. Число программируемых координат — 2. Работа выполняется последовательно по каждой координате. Станок оснащен двумя измерительными устройствами и соответствующими им корректирующими системами: для определения отклонения размеров заготовки и круга. Контроль диаметрального износа круга (координата Х) выполняют и корректируют при измерении заготовки в процессе обработки прибором активного контроля. Контроль базового торца заготовки (координата Z) осуществляют прибором осевой ориентации.
Пользующийся повышенным спросом универсальный круглошлифовальный полуавтомат особо высокой точности мод. 3У12АФ11 предназначен для шлифования наружных и внутренних цилиндрических, конических и торцовых поверхностей при установке деталей в центрах, кулачковом патроне, на планшайбе или цангах в условиях мелкосерийного и серийного производства.
| Технические характеристики универсального круглошлифовального полуавтомата, особо высокой точности мод. 3У12АФ11 | |
| Наибольший диаметр устанавливаемого изделия, мм | 200 |
| Наибольшая масса устанавливаемого изделия, кг | 20 |
| Наибольшая длина устанавливаемого изделия, мм: | |
| наружного шлифования | 450 |
| внутреннего шлифования | 75 при dотв = 50 мм |
| Суммарная мощность установленных электродвигателей, кВт | 10,29 |
| Габаритные размеры, мм, не более: | |
| без выносного оборудования | 2260x780x1680 |
| с выносным оборудованием | 3600x2260x2040 |
| Масса, кг: без выносного оборудования | 3500 |
| с выносным оборудованием | 4400 |
Значительным спросом пользуются круглошлифовальные станки, технические характеристики которых приведены в табл. 2.
Таблица 2. Технические характеристики круглошлифовальных станков
| Модель | Диаметр обработки, мм | Длина заготовки, мм | Мощность привода, кВт | Габариты (Д Ш В), мм | Масса, кг |
| КШ-3 СNC с ЧПУ | 200 | 400 | 10,0 | 2300x1760x1603 | 1850 |
| ВШ-152ВИ | 200 | 1000 | 9,0/11,0 | 2950x2295x2150 | 6000 |
Станок для наружного шлифования с ЧПУ типа CNC модели EJ 30 был разработан с учетом современного уровня технологии шлифования. Практический опыт в круглом шлифовании, новейшие принципы конструирования и современные технологии с использованием ЧПУ типа CNC были предельно точно применены к конкретным требованиям, предъявляемым специалистами к шлифовальным станкам.
Компоновка станков удовлетворяет любым задачам по шлифованию в единичном или серийном производстве. Это иллюстрируется следующими данными.
Технические данные станка модели EJ30
| Высота центров, мм | 150 |
| Диаметр обрабатываемой детали, мм | 290 |
| Длина зажима, мм | 800 |
| Длина шлифования, мм | 800 |
| Масса заготовки между центрами, кг | 80 |
| Узел шлифовального шпинделя | |
| Диаметр шлифовального круга, мм: max | 400 |
| min | 290 |
| Ширина шлифовального круга, мм | 63 |
| Мощность привода, кВт | 7,5 |
| Окружная скорость, м/с | 45 |
| Расположение шлифовального круга. | Слева |
| Характеристики станка | |
| Абразив | Корунд |
| Поперечная подача | Ось Х, ЧПУ типа CNC |
| Продольное движение | Ось Z, ЧПУ типа CNC |
| Точность позиционирования оси поперечной подачи, мм | 0,0001 |
| Масса станка, кг | Около 7000 |
| Габариты без системы охлаждения (Ш Г В), мм | 3,550×2,850×2,100 |
Примечание. Указаны максимальные величины.
О кругло-шлифовочных устройствах
В любых шлифовальных станках ЧПУ, наибольший производимый эффект достигается при обработке поверхностей одной установкой специальных многоступенчатых деталей, например:
- шпинделей закрепления заготовок;
- валов электрических двигателей;
- турбинных элементов;
- редукторов регулирования вращательных частот.
В таких случаях производительность значительно повышается при снижении дополнительного времени, которое предназначено для:
- устанавливания требуемых заготовок и снятия уже обработанных готовых изделий;
- переустановки с целью последующего обрабатывания шейки вала;
- необходимых измерений.
На этих кругло-шлифовальных числовых станках запрограммированная обработка различных многоступенчатых валов достигает конца при сокращении времени почти в 1,5-2 раза, если сравнивать их со станком обычного управления.
Какой лучше выбрать шлифовальный станок в 2021 году
Покупка станка для каждого является индивидуальным решением. Поэтому нельзя выделить какой-нибудь лучший шлифовальный станок. Так, для бюджетных покупателей оптимальным вариантом станут модели Einhell TC-US 400 или Зубр ЗШС-330. Для частого же применения стоит приобрести станок Holzstar ZSM 405 или JET 31A 2685033. Для тех, кто ещё не определился с выбором, мы специально собрали все рассмотренные в статье модели в одной сравнительной таблице:




| Название | Вес (кг.) | Скорость вращения ленты (об./мин.) | Стоимость (руб.) |
| 7,6 | 2950 | 6.500–7.000 |
| 7 | 2850 | 8.000–8.500 |
| 12,9 | 1450 | 9.000–9.500 |
| 18 | 1420 | 9.500–10.000 |
| 17 | 1450 | 11.000–11.500 |
| 20 | 1450 | 14.000–14.500 |
| 19 | 2850 | 15.000–16.500 |
| 34 | 1430 | 18.000–19.000 |
| 13 | 2000 | 25.000–28.000 |
| 145 | 2950 | 65.000–70.000 |
| 44 | 1400 | 70.000–75.000 |
| 80 | 1440 | 80.000–85.000 |
| 115 | 2400 | 90.000–96.000 |













Приспособления для шлифования
Приспособление, изображенное на рис. 105, применяют для шлифования конуса центров, втулок и т. п. на круглошлифовальном станке. Приспособление устанавливают на стол станка и закрепляют винтами 1, а шлифуемую деталь — в сменную втулку 4. Верхнюю часть приспособления 3 поворачивают по лимбу на угол конуса детали и закрепляют гайками 2.
При малых углах конуса деталь вращается от передней бабки; при больших углах конуса деталь вращают вручную рукояткой 5.
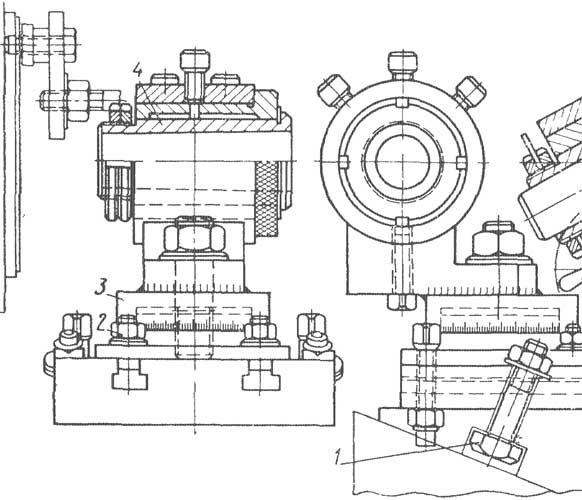
Рис. 105. Приспособление для шлифования конусных деталей на круглошлифовальном станке
Приспособление для шлифования скосов фиксаторов. Скосы деталей типа фиксаторов шлифуют в приспособлении (рис. 106), состоящем из корпуса 1, втулки 2 и винта 3. Скосы корпуса 1 соответствуют углам скоса фиксатора. Отверстия под сменную втулку 2 и под резьбу винта 3 растачивают на координатно-расточном станке по центру скосов корпуса. Винт 3 фиксирует обрабатываемую деталь по шпоночному пазу.
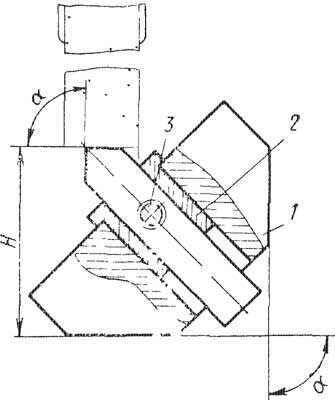
Рис 106 — Приспособление для шлифования скосов фиксаторов
Внутреннее отверстие втулки 2 обеспечивает скользящую посадку фиксатора. При шлифовании скосов приспособление устанавливают на магнитную плиту станка поочередно на два скоса корпуса 1 и по нониусу выдерживают высоту Н шлифовального круга. Приспособление обеспечивает быструю и точную обработку симметричных скосов у деталей типа фиксаторов.
Приспособления для шлифования тонкостенных втулок. При шлифовании отверстий тонкостенных втулок с креплением в кулачковом патроне за наружную поверхность искажается геометрическая форма втулки. Слабое зажатие втулки опасно, так как возможен вырыв ее из патрона. Закрепление в разжимной втулке уменьшает деформацию, но не устраняет ее полностью.
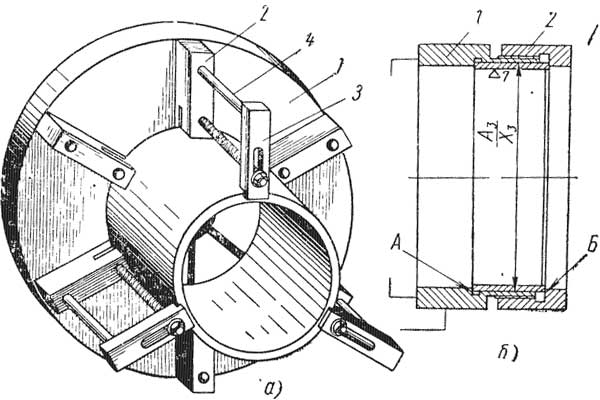
Рис. 107 Приспособление для шлифования тонкостенных втулок: а — диаметром отверстия 50-200 мм; б — с толщиной стенки 2,5 мм и меньше
Приспособление, изображенное на рис. 107, а, устраняет деформацию втулок, так как втулку зажимают за торец и радиальные силы отсутствуют. Фиксирующие и зажимные сухари 2 и 3 перемещают в пазах планшайбы 7, они могут быть установлены для любого диаметра втулки в пределах 50-200 мм. Опорные поверхности сухарей 2 шлифуют после установки приспособления на станке. Опорные шпильки 4 регулируют по высоте в зависимости от высоты втулок. Приспособление с незначительной переналадкой используют для шлифования втулок различного диаметра и высоты.
Для шлифования втулок, толщина стенок которых равна 2,5 мм и меньше, применяют приспособление, показанное на рис. 107, б. Тонкостенные втулки шлифуют предварительно по наружной поверхности и торцам с посадкой Х3 и припуском под окончательное шлифование. Корпус 1 приспособления зажимают в кулачках патрона и шлифуют по внутренней поверхности, диаметр которой соответствует наружному диаметру втулки и торцу А с проверкой по индикатору. Шлифуемую втулку вставляют в отверстие корпуса 1 и зажимают гайкой 2 за торец Б.
Примеры марок шлифовальных станков
В современном производстве используются разные виды шлифовальных станков. К самым распространенным станкам можно отнести следующие модели: «Корвет», «3Г71» и «JET JSSG-10», ТШ-2, ТШ-3.
Шлифовальный станок Корвет
Шлифовальный станок «Корвет» используется для предварительной и финишной обработки деталей из дерева, ДСП и других подобных материалов. Рабочими органами станка являются шлифовальный круг и шлифовальная лента.
Шлифовальный станок «Корвет» имеет следующие особенности:
- комплектуется асинхронным двигателем;
- установленный магнитный пускатель, исключающий случайный запуск агрегата после отсутствия электроэнергии;
- ременная передача предохраняет двигатель от чрезмерных нагрузок;
- рабочий стол имеет угол наклона, что позволяет обрабатывать заготовки под углом, отличным от 90 градусов;
- в комплект входит специальный упор для обработки лентой;
- транспортирный упор, дающий возможность обработки торцов под необходимым углом.
Шлифовальный станок 3Г71 и JET JSSG-10
JET JSSG-10- станок для заточки, полировки и правки ручного режущего инструмента, как правило, без отпуска режущей кромки. Вал с тремя насаженными на него кругами: шлифовальным, абразивным, и кожаным для полировки вращается с небольшой скоростью, регулируемой специальной рукояткой. Шлифовальный камень смачивается в специальной ванне.
Особенности:
- пылевлагоизоляция шарикоподшипников вала и барабана;
- постепенное увеличение скорости вращения;
- емкость с водой для смачивания абразивного диска;
- направляющие штанги для вспомогательных приспособлений;
- переносная ручка;
- ящик для принадлежностей.
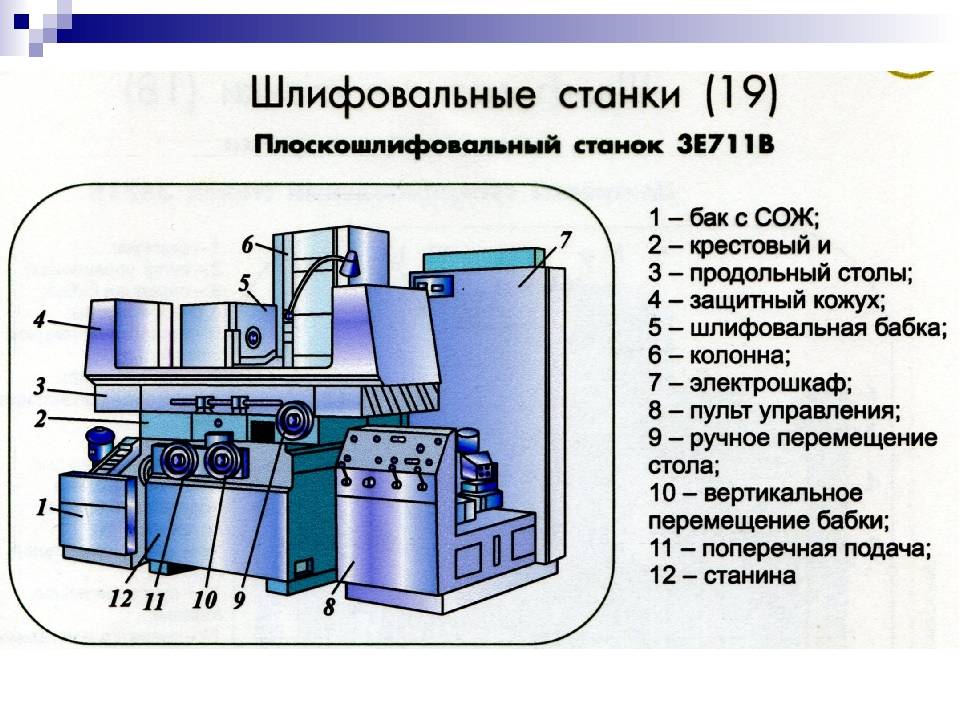
Плоскошлифовальный станок 3Г71 предназначен для шлифования изделий периферийной стороной абразива. В определенных условиях имеется возможность шлифовки деталей под углом 90 градусов.
Шлифовальный станок ТШ-2 и ТШ-3
Настольные станки ТШ-2, ТШ-3 предназначены для выполнения различных слесарных работ – снятия заусенцев, фасок, заточки и доводки металлорежущего инструмента.
При установке дополнительных приспособлений могут применяться для шлифовки и полировки изделий. Наружный диаметр составляет 400 мм у ТШ -3, и 300 мм у ТШ-2.
Особенности и предназначение профилешлифовальных станков по металлу.
Высокоточные профилешлифовальные станки с ЧПУ применяются в комплексном шлифовании поверхностей заготовок с криволинейной образующей в автоматическом режиме.
Мощности для профильной обработки оснащается современными ЧПУ и дополнительными устройствами контроля шлифования.
Взаимодействие элементов оборудования обеспечено инновационной системой управления на базе ПО Fanuc.
Выбирая в качестве рабочих машинн профилешлифовальные станки с ЧПУ по металлу компании Okamoto – вы получаете эталонное оборудование высокоточного шлифования с массой преимуществ:
- Собственные комплектующие;
- Точнось до 0,6 мкм;
- Высокая скорость обработки;
- «Многопрофильность» шлифовальных машин: применение во многих отраслях промышленности;
- Простая система ЧПУ (управление одновременно по двум координатам).
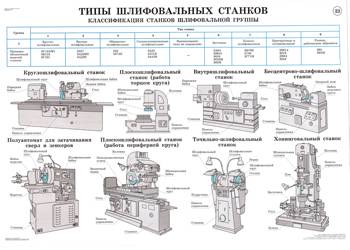
О типах шлифовальных устройств
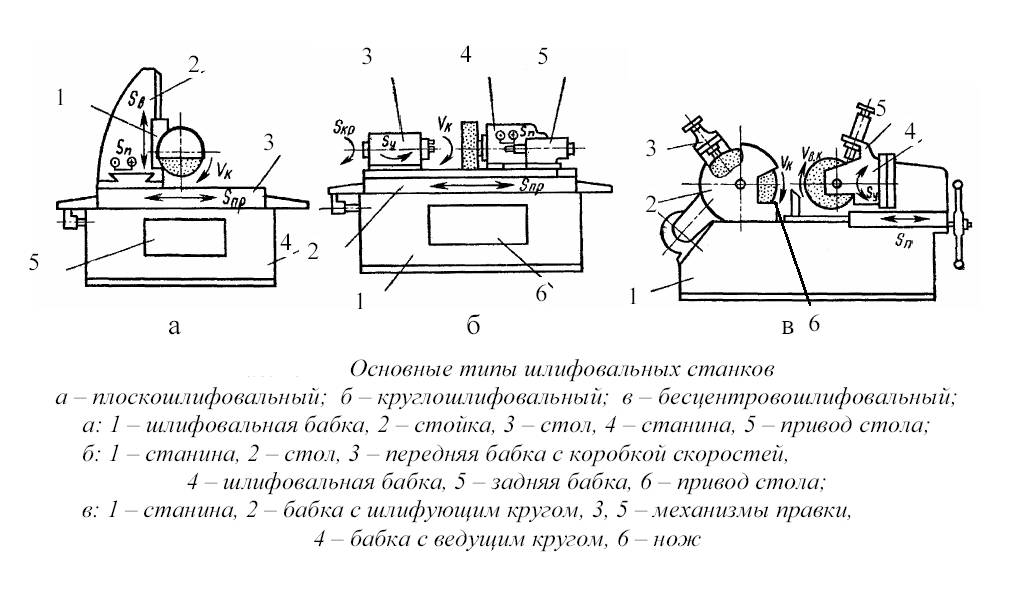
Обычно системы с числовым запрограммированным управлением устанавливают на устройства такого типа:
- плоско-шлифовальные для обрабатывания обычных плоскостей;
- кругло-шлифовальные устройства, для шлифовки коленчатых валов;
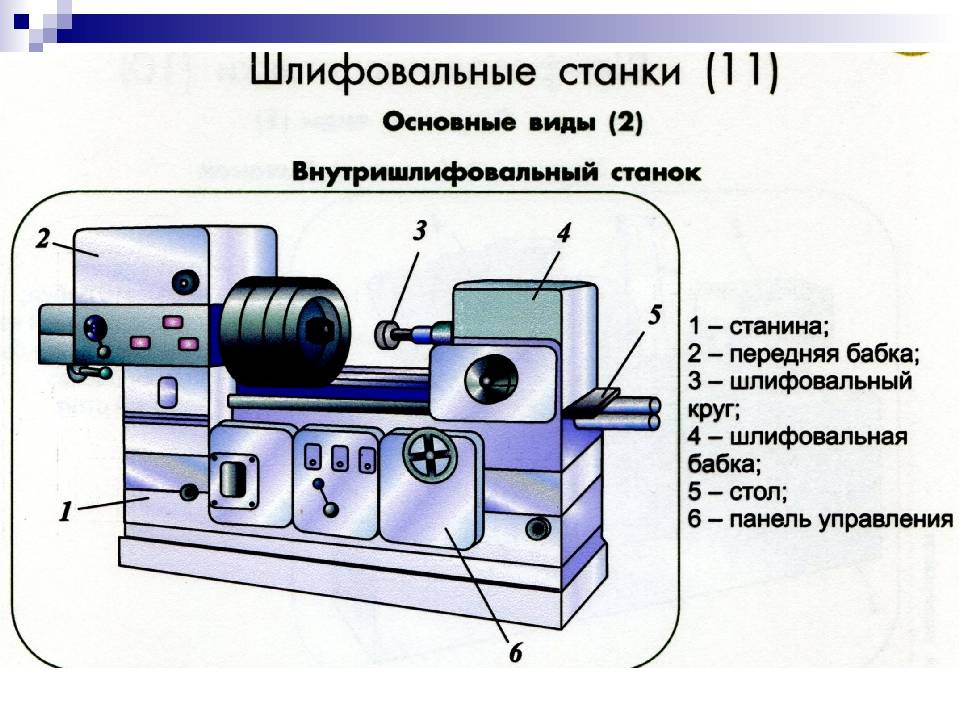
- внутришлифовальные станки для профильной шлифовки отверстий;
- точильно-шлифовальные, для затачивания инструментов станочного и ручного типа, зачистки деталей, обработки сварных или простых конструкций;
- контурно-шлифовальные;
- заточные, для слесарных работ, типа снятия фасок, заусенцев, затачивания любых инструментов, вплоть до заточки фрез разного вида и сверл;
- бесцентрово-шлифовальные виды устройств, для врезной и непрерывно-сквозной шлифовки.







Бесцентрошлифовальный станок
Этот тип является разновидностью круглошлифовального станка. Бесцентрошлифовальный станок (рис. 5) используется для обработки деталей, закрепить которые в центрах не представляется возможным. Это связано либо с отсутствием возможности захвата детали патроном, либо с габаритами.
Рисунок 5. Бесцентрошлифовальный станок.
Рисунок 5. Бесцентрошлифовальный станок.
Бесцентрошлифовальный станок имеет два шлифовальных круга, каждый из которых приводится в движение собственным электромотором. Один из кругов, как правило, закрепляется статично или имеет настройку положения лишь по высоте. Второй круг подвижный и может перемещаться в более широких диапазонах. Снизу имеется так называемый опорный нож, который служит для поддержки обрабатываемой детали.
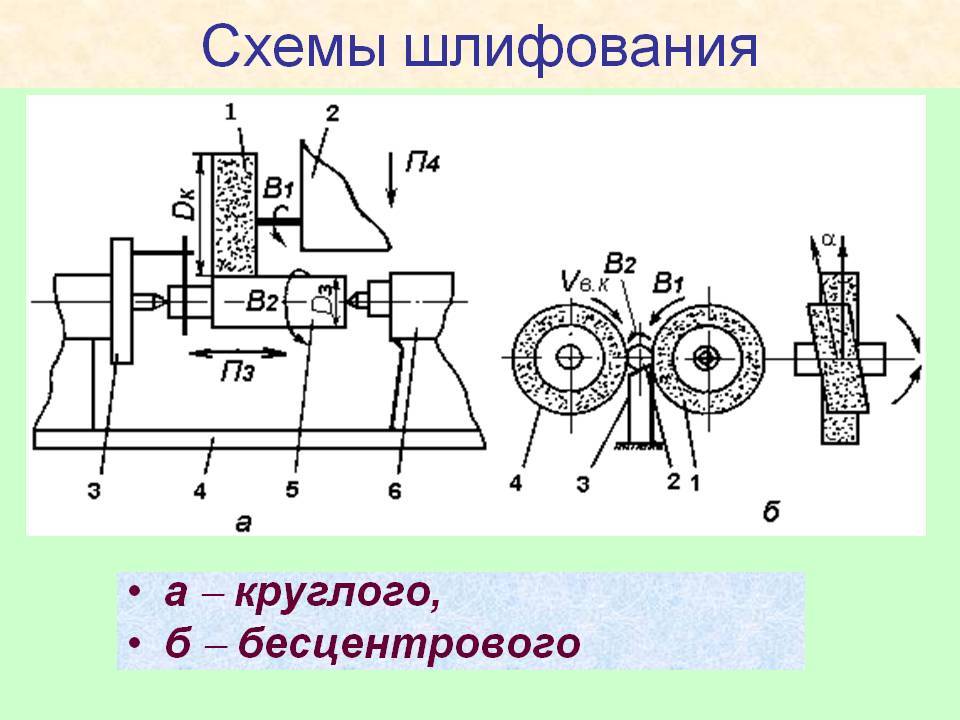
Различают три основные шлифовальные операции на этом станке.
- Продольное шлифование. Этой операции подвергаются детали с гладкими поверхностями различных длин и диаметров. Подача осуществляется при повороте одного из абразивных кругов или при изменении положения опорного ножа.
- Врезное шлифование. При помощи врезного шлифования обрабатываются детали с коническими и сферическими поверхностями, многоступенчатые валы и прочие детали с форменной поверхностью.
- Шлифование до упора. Применяется как промежуточная операция между продольным и врезным шлифованием. Таким способом обрабатываются детали, которые имеют слишком большую длину или такую форму поверхности, при которой другие типа шлифования не подходят. Когда шлифовальный круг подходит к своей крайней точки, деталь удаляется из зоны обработки и происходит повторная установка.
Переносные шлифовальные станки
Это самые удобные шлифовальные станки, поскольку благодаря их небольшому весу и удобным габаритам их легко переносить. Устанавливать их можно где угодно — на столе, полу, другой ровной и хорошо устойчивой поверхности.
Шлифовальные станки транспортировочного типа делятся на:
- устройства точильного типа;
- инструменты дискового вида;
- станки с ленточным абразивным элементом.
Первый тип — точильно-шлифовальные станки, используют для заточки режущих предметов, например, ножей, ножниц, сверл. Также данный тип оборудования применяют для обдирки старой краски с поверхности, очистки поверхности.
В качестве абразивного элемента в тарельчатых инструментах используется вращающийся диск, в ленточных типах оборудования — абразивный элемент (движущаяся лента). Есть также станки, в которых есть два вида абразивного элемента — дисковой и ленточный.
В качестве небольшого переносного шлифовального станка можно использовать и электрический лобзик. Достаточно вклеить пильное полотно в деревянный брусок, на который предварительно нужно приклеить абразивный материал. Данное устройство сможет помочь в процессе шлифовки не только в труднодоступных местах, но и там, где нужна деликатная шлифовка.
О том, как выбрать этот инструмент, читайте в статье: «Как выбрать лобзиковый станок по дереву».
Эксплуатация
При работе на шлифовальных станках нужно соблюдать следующие правила:
диск и заготовка должны быть установлены плотно, соосно, без свободного вращения;
уровень биений не должен превышать допустимых значений, указанных в техдокументации;
обязательно использовать защитные щитки, чтобы предотвратить травматизм оператора;
перед запуском нужно убедиться в работоспособности защитной системы;
запрещено касаться руками вращающихся узлов, механизмов, заготовок;
важно проводить техосмотры, замены повреждённых деталей, выполнять своевременную смазку;
если предусмотрена система охлаждения, то требуется следить за её исправностью;
недопустимо использование сильно изношенного круга или повреждённого;
при обнаружении перегревов выше +600С нужно остановить работу, выяснить причину, устранить её;
следует за один проход снимать оптимальный по размерам верхний слой, не вызывая перегрузок или сбоев в работе станка.
В случае нехватки мощности потребуется заменить двигатель на новый или установить редуктор либо коробку передач. Второй вариант является более выгодным, но при этом сложность конструкции возрастёт в несколько раз.
Плоскошлифовальные станки по металлу
Функциональным назначением плоскошлифовальных станков по металлу является финишная обработка плоских поверхностей абразивными кругами. Они придают металлическим поверхностям, заготовкам из дерева, а также срезам пластиковых труб необходимую гладкость.
Кроме того, их часто применяют для удаления различных дефектов, которые остаются после сварки, резки, пайки и других видов механической обработки поверхностей.
Сегодня на рынке представлены модели плоскошлифовальных станков как с ручным управлением, так и с программным управлением. Точность профессиональных аппаратов, как правило, не ниже 0,16 микрон.
Кроме того, существуют мини-версии подобного оборудования, которые отличаются компактными размерами и удобством использования. Их часто устанавливают в домашних мастерских, гаражах и мини-цехах по производству той или иной продукции.
Вертикально-фрезерные станки
Этот агрегат предназначен для обработки заготовок при помощи торцевых, фасонных и цилиндрических, концевых фрез. А также возможно выполнять работы по сверлению. Служит для обработки зубчатых колес, рамок и углов, вертикальных и горизонтальных плоскостей, которые выполнены из стали, чугуна, а также из цветных и разнообразных сплавов.
 В подобных станках нет консоли, а стол двигается по направляющим станины. Благодаря этой конструкции он имеет предельную жесткость, что, в свою очередь, обеспечивает сравнительно точную обработку детали. Головка шпинделя является также коробкой скоростей. Шпиндель совместно с гильзой возможно двигать в осевом направлении.
В подобных станках нет консоли, а стол двигается по направляющим станины. Благодаря этой конструкции он имеет предельную жесткость, что, в свою очередь, обеспечивает сравнительно точную обработку детали. Головка шпинделя является также коробкой скоростей. Шпиндель совместно с гильзой возможно двигать в осевом направлении.
Вертикально-фрезерный станок имеет два вида:
- вертикальный консольно-фрезерный;
- вертикальный без консоли.
Как определить группу станка и его назначение?
Расшифровка названия по ЭНИМС проводится следующим образом:
- Первая цифра всегда будет 6, так как она обозначает группу фрезерных станков.
- Вторая обозначает тип. При этом: 1 – консольные вертикально-фрезерные, 2 – непрерывного действия, 3 – продольные с одной стойкой, 4 – копировальные, 5 – вертикальные с крестовым столом, 6 – продольно-фрезерные, 7 – широкоуниверсальные, 8 – горизонтальные с консолью, 9 – все остальные.
- Буква в конце названия обозначает особенности модели, к примеру, 6Р12Б относится к быстроходным станкам. Также они могут обозначать класс точности: С – класс особо точные, А –разновидность особо высокой точности, Н – обычная или нормальная точность, П – повышенной точности, В – класс высокой точности.
- Наличие автоматизированной системы смены инструмента с обоймой барабанного типа приносит в название букву Р, к примеру, 6Р13РФЗ, или инструментального — букву М, к примеру, 6Т13МФ4.
- Наличие Числового Программного Управления указывается буквой Ф, а цифра тип используемой программы.
Ранее в название добавляли также условное обозначение завода изготовителя.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Продольно-фрезерные станки по существующей классификации относятся к шестому типу шестой группы металлорежущего оборудования. Они предназначены для черновой, получистовой и чистовой механической обработки плоских и фасонных поверхностей деталей из цветных и черных металлов (корпуса, направляющие, траверсы и т.д.), имеющих крупные габариты.В качестве режущего инструмента применяются фрезы из быстрорежущей стали или с твердосплавными пластинами (торцевые, дисковые, фасонные, цилиндрические, концевые и т.д.).
О технических особенностях некоторых устройств с ЧПУ
Изготовление подобных станков для работ по шлифовке бывает связано с определенными сложностями, которые характеризуются такими техническими факторами:
- с одного боку, необходимо добиваться хорошего качества и довольно высокой точности шлифовальных работ, с наименьшим рассеиванием по размерам кругов;
- с другого, необходимо учитывать погрешность в точных размерах шлифовального рабочего круга, зависимые от его износа.
В таких случаях требуется, чтобы на подобном шлифовальном станке ЧПУ, имелись специальные механизмы для автоматического компенсирования изнашиваемости этого инструмента. Подобные механизмы призваны компенсировать (возместить):
- некоторую деформацию;
- небольшую погрешность в температурном режиме;
- изменения в припусках, допустимых на обрабатываемых заготовках;
- любые погрешности станочных приспособлений по заданным координатам.
Обычно для шлифовочного типа устройств употребляют специальные системы CNC (от англ. ЧПУ), управление которыми реализовывается по ординатам от 3 до 4. А если в станках задействовано несколько шлифовочных кругов, то такое управление будет производиться по 5-6-8 разным ординатам. Причем взаимодействие оператора со встроенной системой ЧПУ часто производится в режиме диалога при помощи дисплея. К тому же для повышения надежности такие системы обустраиваются специальными диагностическими модулями.
Плоскошлифовальный станок
Плоскошлифовальные станки (рис. 4) предназначены для обработки плоских поверхностей деталей с использованием абразивного инструмента, как правило, шлифовального круга.
Рисунок 4. Плоскошлифовальный станок.







Конструктивно плоскошлифовальный станок состоит из станины, на которой установлен стол. В нем закрепляется обрабатываемая деталь. На станине устанавливается суппорт. В зависимости от степени подвижности элементов, плоскошлифовальные станки подразделяются на три подгруппы:
- с подвижным столом;
- с подвижным суппортом;
- с подвижным столом и суппортом.
В суппорте имеется шлифовальная головка, в которой закрепляется абразивный круг. Приводится круг в движение электродвигателем. Для изменения частоты вращения имеется коробка скоростей.
Шлифование осуществляется возвратно-поступательными движениями заготовки относительно абразивного круга или с постоянной подачей в одном направлении до завершения прохода.
О технических особенностях некоторых устройств с ЧПУ
Изготовление подобных станков для работ по шлифовке бывает связано с определенными сложностями, которые характеризуются такими техническими факторами:
- с одного боку, необходимо добиваться хорошего качества и довольно высокой точности шлифовальных работ, с наименьшим рассеиванием по размерам кругов;
- с другого, необходимо учитывать погрешность в точных размерах шлифовального рабочего круга, зависимые от его износа.
В таких случаях требуется, чтобы на подобном шлифовальном станке ЧПУ, имелись специальные механизмы для автоматического компенсирования изнашиваемости этого инструмента. Подобные механизмы призваны компенсировать (возместить):
- некоторую деформацию;
- небольшую погрешность в температурном режиме;
- изменения в припусках, допустимых на обрабатываемых заготовках;
- любые погрешности станочных приспособлений по заданным координатам.
Обычно для шлифовочного типа устройств употребляют специальные системы CNC (от англ. ЧПУ), управление которыми реализовывается по ординатам от 3 до 4. А если в станках задействовано несколько шлифовочных кругов, то такое управление будет производиться по 5-6-8 разным ординатам. Причем взаимодействие оператора со встроенной системой ЧПУ часто производится в режиме диалога при помощи дисплея. К тому же для повышения надежности такие системы обустраиваются специальными диагностическими модулями.
Современные шлифовальные станки на выставке
Отрасль металлургии и металлообработки в России довольно развита и постоянно продолжает расти. Именно поэтому необходимо использование новой техники в работе.
Все новинки оборудования и технологий в сфере металлообработке будут представлены на ежегодной международной выставке, которая пройдет в Москве.
На экспозициях мероприятия «Металлообработка» будут представлены новейшие машины и аппараты, которые позволяют улучшить производительность, сделать технологический процесс более простым и экономичным. Выставку с 1999 года организовывает АО «Экспоцентр».
Приходите на выставку «Металлообработка», чтобы познакомится с производителями современных шлифовальных станков и новыми моделями подобного оборудования.
Ленточно шлифовальные станкиБесцентровые шлифовальные станкиТочильно шлифовальные станки