Характеристики и особенности конструкции
Поскольку станок не является профессиональным оборудованием, имеет немного функциональных возможностей оно спроектировано так, чтобы на нем без затруднений смог работать подросток.
Преимуществом ТВ-4 является неубиваемость станка. Современные подобные аппараты зарубежного производства, при какой-либо поломке ощутимо ударят по карману, к тому же достать необходимую деталь в мастерских не всегда имеется возможным. Модель ТВ-4 трудно сломать, а подобрать необходимые запасные части при поломке нетрудно.
Габаритные размеры рабочего пространства
ТВ-4 – небольшое по габаритам оборудование — 47×102×144 см и по весу – 280 кг. По подобным размерам станок подходит для работы в условиях небольших по площади учебных мастерских.

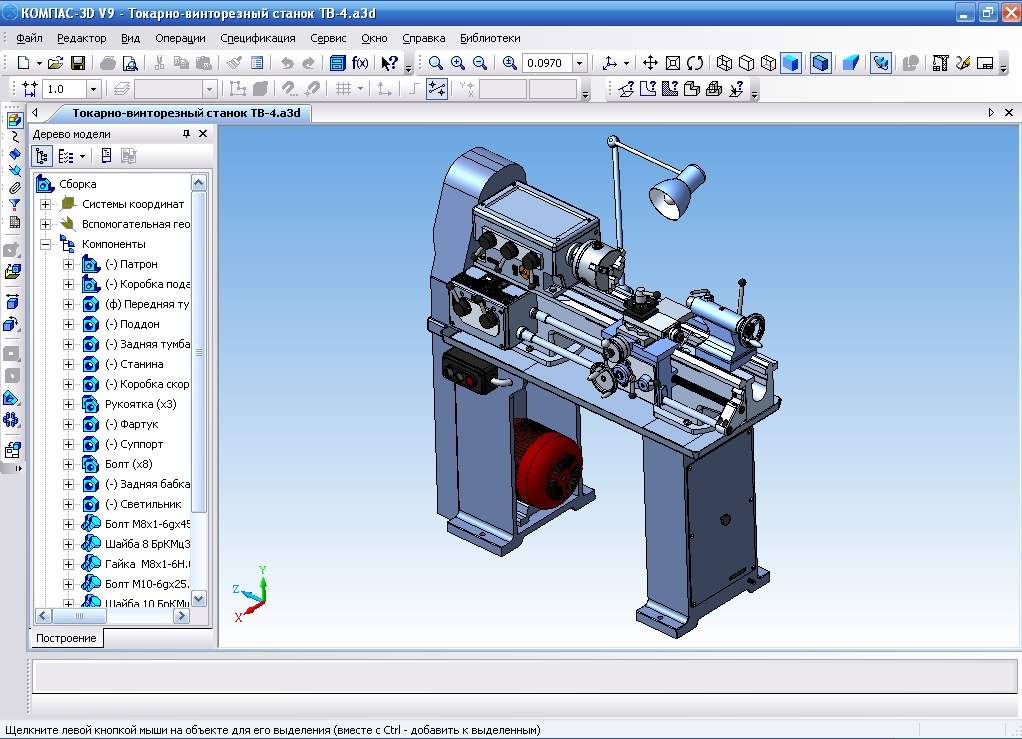
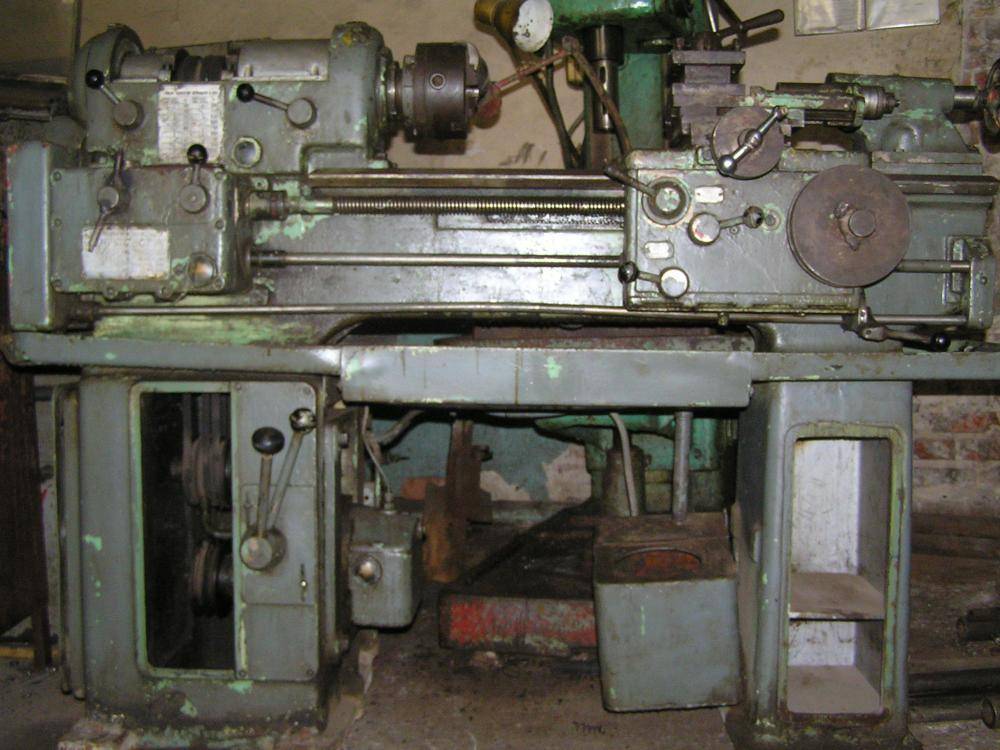
Общий вид станка
Чтобы понять принцип работы агрегата, необходимо ознакомиться с его главными механизмами. По общему внешнему виду это металлическая конструкция на базе электродвигателя, которая включает в себя типовые элементы, которые и определяют технические его возможности.
В конструкцию ТВ-4 входят следующие узлы оборудования и главные механизмы:
С размещенным на задней ее стороне электрическим оборудованием, на передней – кнопками его запуска/отключения.
Используется для размещения в ней щитка с электрическим двигателем.
Является несущей опорой, которая поддерживает, закрепляет и соединяет все узлы оборудования путем установки на две направляющие тумбы – переднюю и заднюю.
Передняя бабка
Представляет собой корпус из чугуна, куда входит переключатель скоростей и шпиндель и располагающейся на левой стороне станины. Предназначается для осуществления движения станка, то есть отвечает за передачу вращения от электродвигателя к обрабатываемой детали.
Коробка подач станка ТВ-4
Контролирует перемещение направления движения от гитары на ходовой вал/винт, что влечет изменение частоты вращения, и приводит к воспроизведению нужного шага резьбы. Кроме того, коробка передач контролирует перемещение суппорта. Рукоятка переключения с ходового вала на винт обеспечивает блокировку, что предотвращает их совместное включение.
Суппорт станка
Включает в себя три движения по направлению станине:
- Продольное (с автоматической подачей) – вдоль направляющих;
- Поперечное – перпендикулярно;
- Дополнительное перемещение – верхние салазки с 4-х позиционными резцедержателями, закрепляющими режущий инструмент, которые способны поворачиваться на 45° в каждую из сторон.
Фартук
Предназначается для выбора движения вала или винта в продольную подачу суппортного узла. Если сделать поворот вверх левым рычагом фартука, произойдет включение кулачковой муфты, что введет шестерню в сцепление с ходовой рейкой, в результате чего произойдет перемещение суппорта. Если повернуть правый рычаг разрезная гайка будет захватывать ходовой винт в движении и выполнять нарезку резьбы.
Задняя бабка
Предназначается в качестве места установки для сверл, зенкеров, разверток и других сверлильных инструментов, необходимых при обработке длинных заготовок и разных вариантов исполнения деталей. Ее можно перемещать по внутренним направляющим, расположенным в станине, и фиксировать в необходимое положение при помощи поворотной каретки.
Токарный станок ТВ-4: технические характеристики и особенности
Проектирование и изготовление станков ТВ-4 производится на Ростовском специализированном . ТВ-4 имеет иные технические характеристики, нежели профессиональные модели, поскольку нужен для обучения работе и выработки навыков обращения со стальными заготовками. Одними из основных норм, которые учитываются при проектировании приспособления, являются простота настройки и безопасность. Купить новый станок сегодня нетрудно. Однако не забывайте и о бывшей в употреблении технике. Люди, которые в домашних условиях желают выточить какую-нибудь деталь из металла, вряд ли найдут более дешевый вариант.
Предназначение
Основными требованиями к учебному оснащению считаются безопасность и легкость настройки. Ученики, работая на оборудовании, узнают, как оно конструктивно устроено, знакомятся с обработкой деталей.

Первоначально токарные станки ТВ 4 Школьник создавались для осуществления различных токарных операций. Их конструкция скомпонована классически. Это свойственно подобным устройствам. На таком оборудовании возможно:
- Протачивать и растачивать разнообразные детали из стали посредством вращения;
- Подрезать торцевые участки с большой точностью;
- Нарезать резьбу. Необходимо помнить, что устройство может формировать лишь метрическую резьбу. Иные виды резьбы сделать попросту невозможно;
- Сверлить.
Для того чтобы увеличить функционал оснащения, его нужно модернизировать. Это возможно сделать, детально изучив его конструктивные особенности и ознакомившись с техническими характеристиками. Модернизация не должна негативно сказываться на показателях эксплуатации устройства, безопасности работы.
Управляющие части учебных станков располагаются особым образом. Ввиду этого подростки могут без проблем обрабатывать стальные заготовки. Низкий рост и небольшая длина рук не являются проблемой при работе на учебном оснащении.

Переделка питания электродвигателя станка ТВ 6 на 220 В
Часто при установке станка ТВ 6 приходится решать проблему с отсутствием в помещении питания напряжением 380 В. В таком случае выполняют переделку электродвигателя на 220 В, развиваемая им мощность уменьшится (на 30% для «треугольника» и 50 % для «звезды»), а частота вращения останется той же. Для этого находят провода трех его статорных обмоток. Подключают их к электросети «треугольником» либо «звездой». Т. е. один из проводов соединен с фазой, второй – с нулем, а третий подсоединяют к схеме через конденсатор в металлическом корпусе. Емкость подбирают из расчета 70 мкФ на каждый 1 кВт мощности, а его напряжение должно быть на 15% больше, чем номинальные 220 В.
Правила эксплуатации

Так как станок по металлу относится к классу учебного оборудования его установку, наладку и эксплуатацию должны выполнять квалифицированные профессионалы. Перед процессом работы, учащиеся в обязательном порядке знакомятся с конструкцией оборудования, его техническими характеристиками, а также правилами по технике безопасности.
Для установки оборудования необходимо обустроить фундамент высотой 100 мм. Для этого можно использовать деревянные бруски или сделать бетонное основание
Так как в конструкции станка ТВ-4 не предусмотрены механизмы регулировки уровня — следует особое внимание обращать на отсутствие перепадов высот платформы. Альтернативным вариантом является монтаж специальных регулируемых опор
Кроме этого, важными моментами эксплуатации станка являются:
Кроме этого, важными моментами эксплуатации станка являются:
- подготовка к работе. Оборудование очищается от антикоррозийной жидкости, заполняется емкость смазывающей жидкостью для коробки передач. При подключении к электросети обязательно обустраивается заземляющий контур, устанавливается УЗО;
- работа на станке. Сначала нужно проверить, чтобы все рукояти стояли в исходном положении. После этого можно приступать к предварительным настройкам токарной обработки. Заготовка фиксируется между передней и задней бабкой, выставляется расположение резца с помощью механизмов резцедержателя;
- профилактика. После выполнения работы в обязательном порядке удаляется стружка и металлическая пыль, проверяется целостность и правильность функционирования основных узлов и агрегатов. Перед запуском контролируется уровень масла.
В видеоматериале показан подробный обзор модели:
ТВ 4 хорошо известен многим учащимся средних школ Советского Союза, так как именно на нем они учились выполнять простейшие токарные операции.
Оглавление
фото:токарный станок ТВ 6
Токарный станок ТВ 6 предназначен для обучения школьников и студентов основам токарного дела, изготовлению простых деталей в условиях единичного производства.
ТВ 6, как токарный станок ТВ 4 и токарный станок ТВ 16 позволяет выполнять следующие токарные операции:
- Наружное и внутреннее точение цилиндрических и конических поверхностей
- Нарезание резьбы, как резцом, так и метчиком
- Сверление и рассверливание отверстий
- Торцевание и отрезку деталей и т.д.
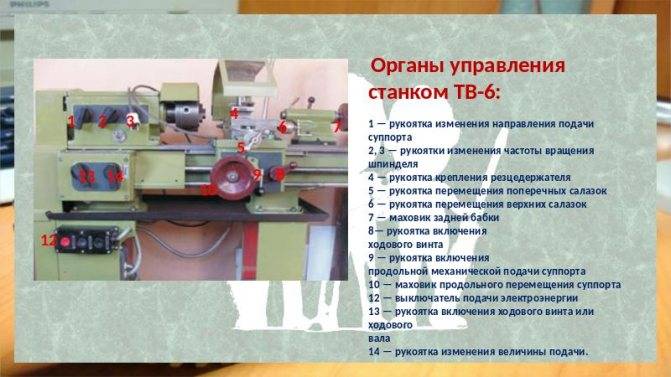
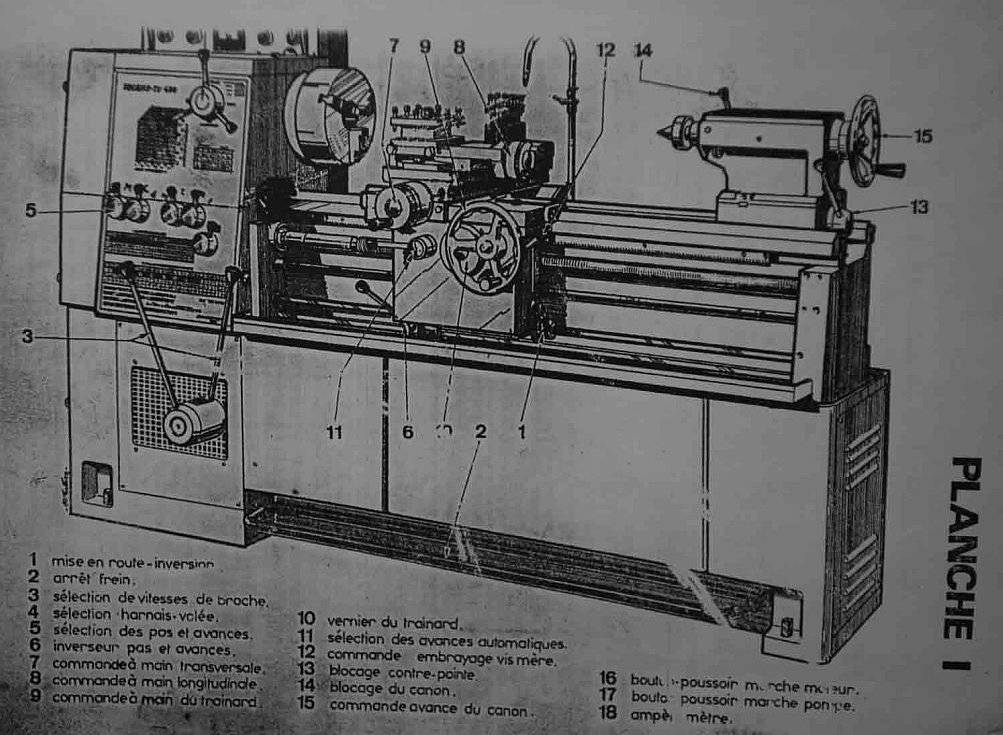
Органы управления токарного станка ТВ 6
- Ручка установки частоты вращения шпиндельной бабки;
- Ручка установки частоты вращения шпиндельной бабки;
- Ручка изменения направления подачи;
- Ручка установки подачи и шага нарезаемой резьбы;
- Ручка включения ходового валика и винта;
- Ручное перемещение продольной каретки;
- Включение реечной шестерни;
- Включение продольной механической подачи;
- Включение гайки ходового винта;
- Ручное перемещение поперечных салазок;
- Ручное перемещение верхних салазок;
- Крепление резцовой головки;
- Крепление пиноли задней бабки;
- Перемещение пиноли задней бабки;
- Фиксация задней бабки к направляющим станины;
- Местное освещение;
- Включение сети;
- Блок управления
фото:органы управления токарного станка
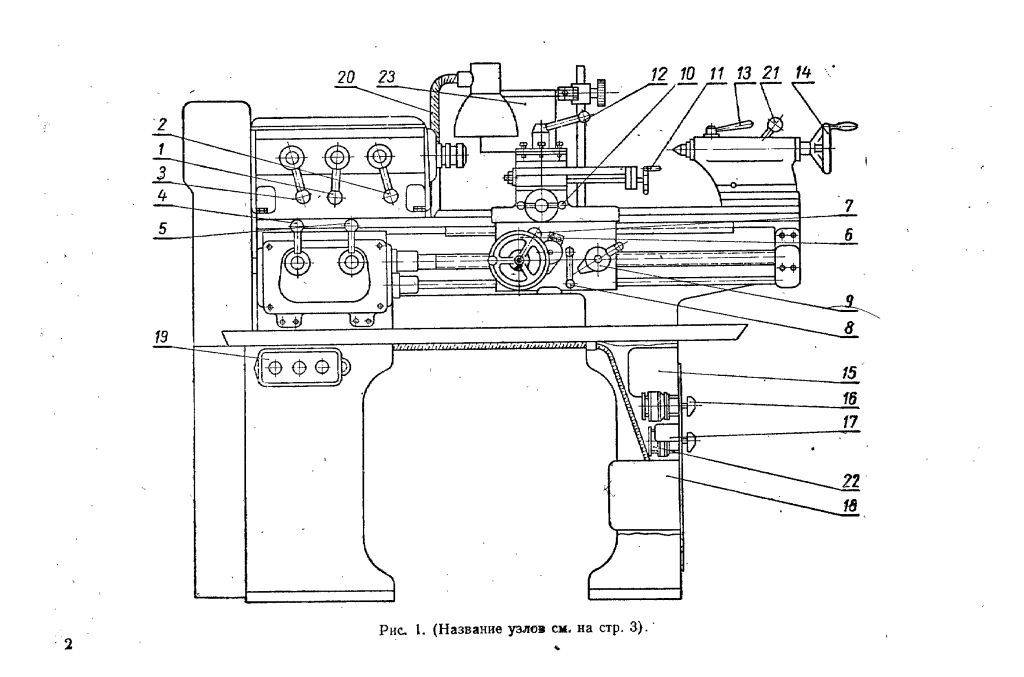
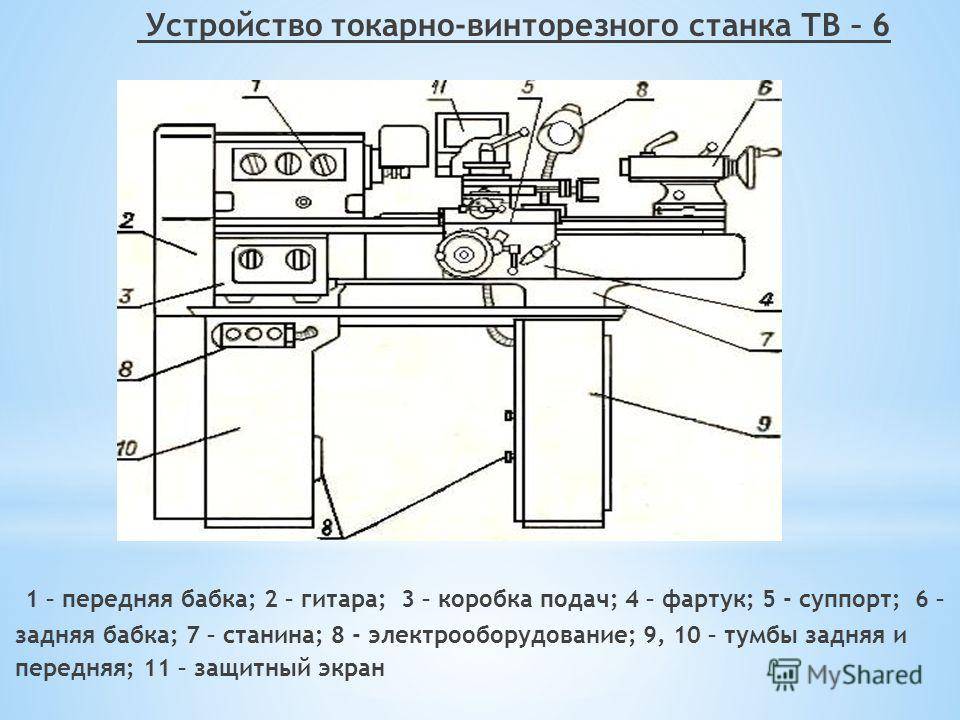
Устройство токарного станка ТВ 6
- Передняя бабка;
- Гитара сменных зубчатых колес;
- Коробка подач;
- Фартук;
- Суппорт;
- Задняя бабка;
- Станина;
- Электрооборудование;
- Задняя тумба;
- Передняя тумба;
- Защитный кожух
фото:устройство токарного станка
фото:кинематическая схема токарного станка
фото:электрическая схема токарного станка
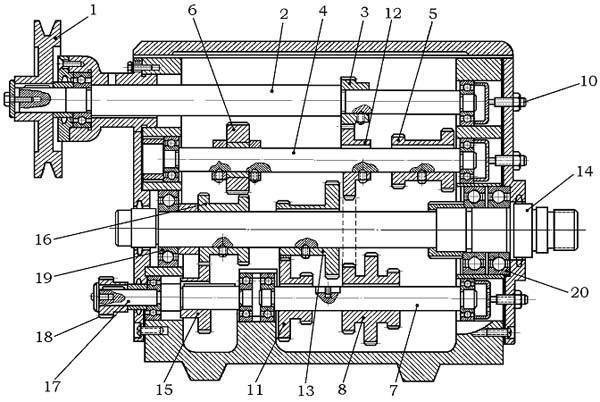
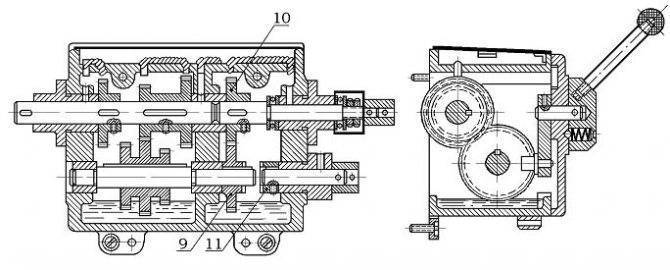
Передняя бабка токарного станка ТВ 6
Передняя бабка предназначена для поддержания обрабатываемой заготовки и передачи ей вращательного движения. В токарном станке ТВ 6 передняя бабка является и коробкой скоростей и имеет шесть ступеней скоростей.



Монтаж передней бабки осуществляется по линии центров в горизонтальной плоскости при помощи двух установочных винтов. Шпиндель передней бабки установлен на двух упорных подшипниках 9 и радиальном подшипнике 19.
Вращательное движение передается от электродвигателя через ременную передачу на ведущий вал коробки скоростей. Внутри коробки, движение передается через вал 2 и неподвижное зубчатое колесо 3 на вал 4 с неподвижными шестернями 12, 6 и блоком шестерен 5.
Блок шестерня 5 принимает участие только при реверсе подачи.
Вращение заготовки, закрепленной в трехкулачковом патроне или планшайбы, передается от шпинделя. При обработке заготовки в центрах, в шпиндель вставляется неподвижный центр.
В коробке скоростей установлено устройство для изменения направления суппорта. Это осуществляется перемещением зубчатого колеса 15 в левое или правое положение при помощи рукоятки 3.
В левом положении зубчатого колеса 15 выполняется прямое вращение от блока шестерен 16. В правом положении колеса 15 выполняется обратное вращение при помощи паразитной шестерни 6.
фото:передняя бабка токарного станка
Гитара сменных зубчатых колес токарного станка ТВ 6
Гитара – передаточный механизм, служащий для передачи вращательного движения от шпинделя коробки скоростей к коробке подач.
Гитара состоит из кронштейна 1 и шестерен 2,4,7.
фото:гитара токарного станка
Коробка подач школьного токарного станка ТВ 6
Вращательное движение на коробку подач передается от коробки скоростей через передаточный механизм.
Поворачивая рукоятку 4 в трех положениях, блок-шестерен 6 перемещается по шлицам вала 5 и поочередно входит в зубчатое зацепление зубчатыми колесами 2,3,4. Что дает возможность нарезать метрическую резьбу с шагом 0,8; 1; 1,25 мм и продольную подачу суппорта 0,08; 0,1; 0,12 мм/об.
Рукояткой 5 осуществляется включение ходового винта и валика.
Смазка трущихся поверхностей и шестерен осуществляется фитилями.
фото:коробка подач токарного станка
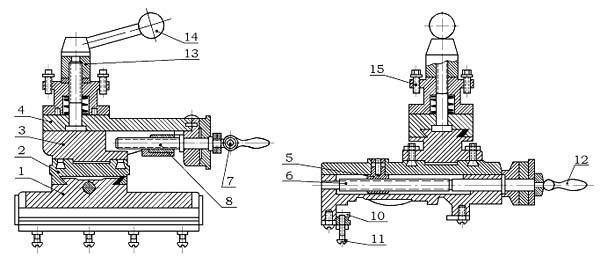
Фартук настольного токарного станка ТВ 6
Фартук предназначен для механической продольной подачи суппорта от ходового валика, винта и ручной продольной подачи.
Маховиком 1 осуществляется ручная подача. Маховик сидит на валу 4, на котором установлено зубчатое колесе 11, входящее в зацепление с шестерней 3. Шестерня 3 сидит на валике реечной шестерни 2.Реечная шестерня, в свою очередь, входит в зацепление с зубчатой рейкой.
Механическая подача осуществляется червяком 5, установленном на ходовом валике 10 при помощи шпоночного соединения. Червяк входит в зацепление с червячной шестерней 13 и далее через муфту передается на реечную шестерню.
фото:фартук токарного станка
1 Токарный станок ТВ 4 – общие сведения, технические возможности и характеристики
Описываемый агрегат начали производить на Ростовском комбинате специального учебного оборудования в 1970-х годах.
Он стал достойной заменой станкам ТВ 2 и ТВ 3, на которых до этого советские школьники и учащиеся политехнических училищ получали азы обработки металлических изделий резанием.
ТВ 4 – универсальный агрегат. На нем можно выполнять многие токарные работы, включая и такие распространенные, как:
- сверление отверстий;
- подрезка торцов;
- нарезание резьб метрического типа;
- проточка поверхностей конической и цилиндрической формы;
- отрезка.
Паспорт станка указывает и на другие операции, которые допускается производить на ТВ 4.
Основные характеристики школьного агрегата ТВ 4 следующие:
- максимально возможная длина обтачивания – 30 см;
- максимальный диаметр детали для обработки над суппортом (если быть точным – над его нижней частью) – 12,5 см, над станиной – 20 см;
- шаги нарезаемой метрической резьбы – 1,25; 1 и 0,8 мм;
- интервал между центрами – 35 см;
- отверстие в шпинделе (диаметр) – 1,6 см.
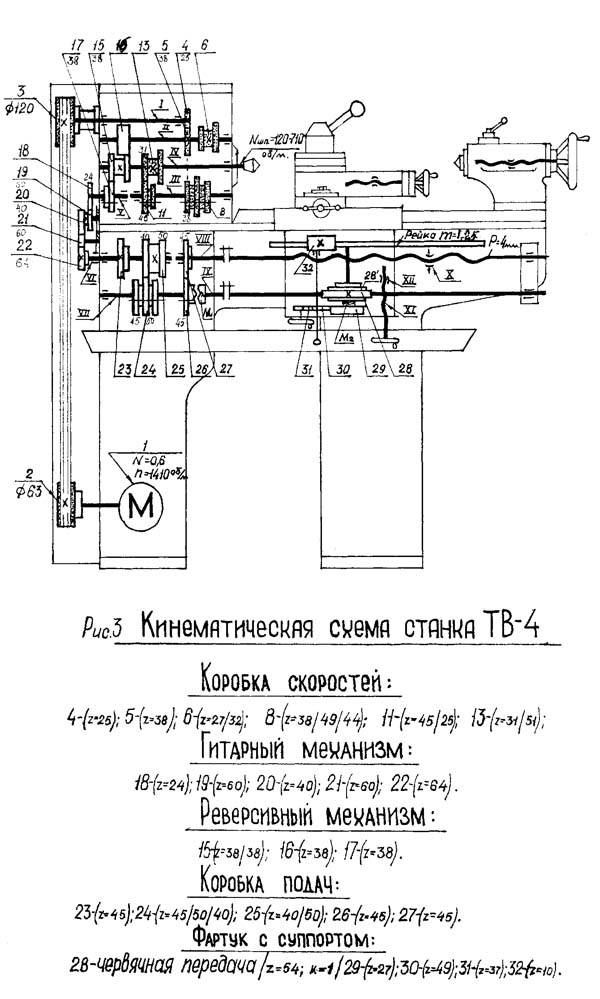
Также паспорт токарной установки содержит информацию о мощности электродвигателя, установленного на нее, которая составляет 0,6 кВт, о пределах подач в продольном направлении (0,12; 0,10 и 0,08 мм), о количестве оборотов шестиступенчатого шпинделя (710, 500, 375, 230, 160 и 120) и о том, что на станке можно обрабатывать прутки сечением до 1,5 мм.
Конструкция агрегата, его главные узлы
Описание главных узлов устройства:
- Своеобразные тумбы. Чтобы повысить надежность конструктива агрегата, проектировщики решили изготовить тумбу токарного прибора из толстого листа железа с ребрами жесткости поперечного и продольного типа. Лицевая и оборотная тумба играют роль опоры, на которую устанавливается станина устройства. В подобный конструктив можно компактно разместить систему управления агрегатом и главные механизмы устройства. В задней части тумбы установлено все необходимое оборудование, включая электродвигатель асинхронный, нужный для шпиндельной бабки. На лицевой панели располагается система управления агрегатом.
- Несущая станина. На это опорное основание фиксируется основная часть конструкционных элементов устройства. Несущая конструкция имеет коробчатую конфигурацию и оборудована двумя направляющими. На лицевом участке перемещается каретка, а на оборотной – задний узел агрегата (бабка).
- Задняя бабка. Она крепится на левом участке главной опоры. На ней закрепляется различный инструментарий.
- Винторезный станок имеет асинхронный двигатель и блок подач. Эти узлы сообщают вращательные движения шпинделя к рабочему валу агрегата. На оборудовании ТВ-4 предусмотрен клиноременной блок передач. Для контролирования степени подачи следует задействовать специальную рукоять. В устройстве исключены одновременные вращательные движения вала и рабочего винта. Корытце, находящееся сверху, предназначено для поступления смазывающей смеси в рабочую систему станка.
- Передняя бабка. Этот узел станка считается основным механизмом агрегата. В нем расположены ось и крепежная система (трехкулачковый патрон), устанавливающая возделываемую заготовку в нужное положение, которая передает на изделие вращательные движения привода.
- Поддерживающий узел металлорежущего устройства (суппорт), держатель, резец. Посредством этих механизмов осуществляется обрабатывание детали, установленных в бабках станка. Суппорт считается узлом передвижения резца в требуемое положение.
Токарный станок ТВ-4
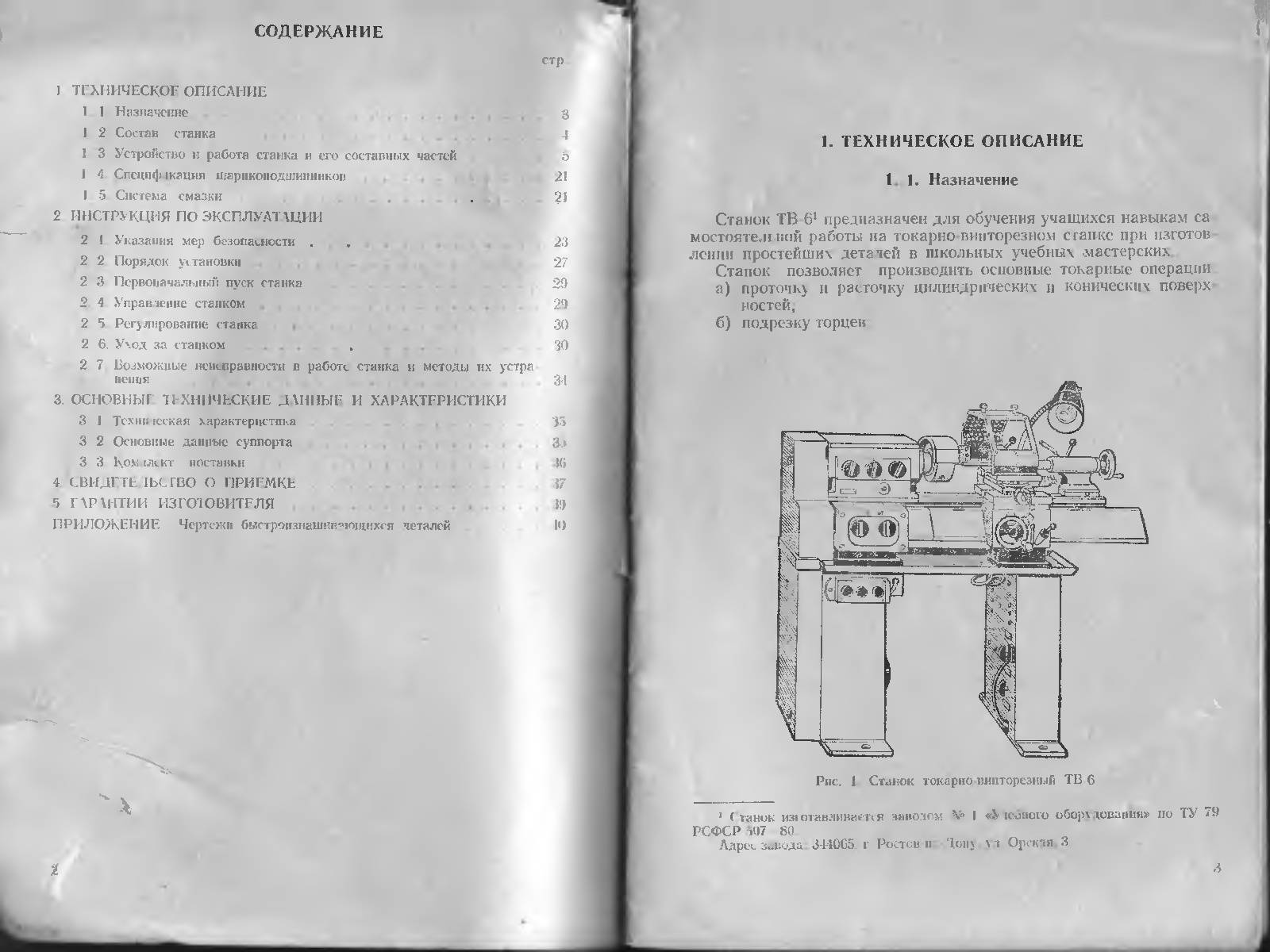
ТВ-4 (ТВ4) Станок токарно-винторезный учебный. Назначение, область применения
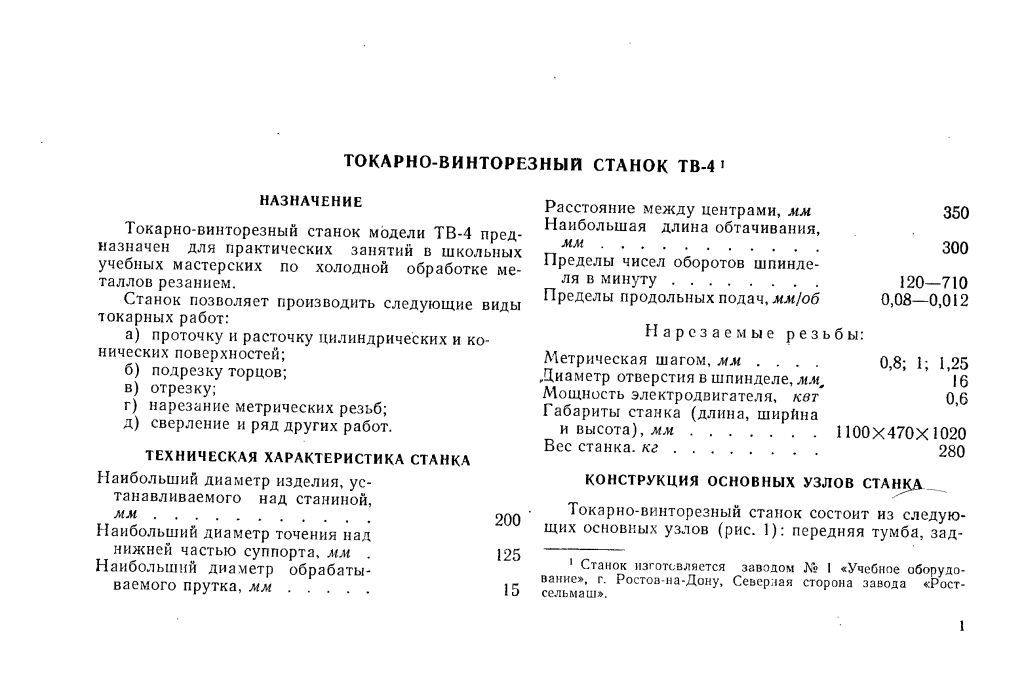
Станок ТВ-4 является учебным универсальным токарно-винторезным станком и предназначается для всевозможных токарных работ в мастерских школ для политехнического обучения и по холодной обработке металлов резанием. Станок позволяет производить следующие виды токарных работ:
- Проточку и расточку цилиндрических и конических поверхностей
- Подрезку торцов
- Отрезку
- Нарезание метрических резьб
- Сверление и ряд других работ
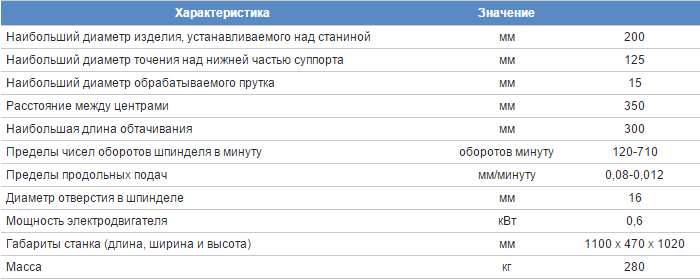
Техническая характеристика станка
- Наибольший диаметр изделия, устанавливаемого над станиной, мм — 200
- Наибольший диаметр точения над нижней частью суппорта, мм — 125
- Наибольший диаметр обрабатываемого прутка, мм — 15
- Расстояние между центрами, мм — 350
- Наибольшая длина обтачивания, мм — 300
- Пределы чисел оборотов шпинделя в минуту (6 ступеней) — 120, 160, 230, 375, 500, 710
- Пределы продольных подач, мм/об — 0,08; 0,1; 0,12
- Нарезаемые резьбы: метрическая шагом, мм — 0,8; 1; 1,25
- Диаметр отверстия в шпинделе, мм — 16
- Мощность электродвигателя, кВт — 0,6
Основные технические характеристики токарного станка 1Е61
| Наименование параметра | 1Е61 | 1Е61М | 1Е61МТ | 1Е61ПМ | УТ61ПМ |
| Основные параметры станка | |||||
| Класс точности по ГОСТ 8-82 | П | П | П | П | П |
| Наибольший диаметр заготовки обрабатываемой над станиной, мм | 320 | 320 | 320 | 320 | 320 |
| Высота центров, мм | 170 | 170 | 170 | 175 | 175 |
| Наибольший диаметр заготовки обрабатываемой над суппортом, мм | 188 | 188 | 188 | 170 | 170 |
| Наибольшая длина устанавливаемой детали РМЦ, мм | 750 | 710 | 710 | 710 | 750 |
| Наибольшее расстояние от оси центров до кромки резцедержателя, мм | 192 | 185 | 185 | 175 | 175 |
| Расстояние от оси шпинделя до направляющих станины (высота центров), мм | 170 | 170 | 170 | 175 | 175 |
| Шпиндель | |||||
| Диаметр отверстия в шпинделе, мм | 32,5 | 32,5 | 32,5 | 30 | 32 |
| Диаметр прутка проходящего через отверстие в шпинделе, мм | 32 | 32 | 32 | 25 | |
| Частота вращения шпинделя, об/мин | 33..1500 | 35..1600 | 35..1600 | 35,5..1800 | 40..2000 |
| Количество прямых и обратных скоростей шпинделя | 12 | 12 | 12 | 18 | 18 |
| Центр в шпинделе по ГОСТ 13214-67 | Морзе 5 | Морзе 5 | Морзе 5 | Морзе 5 | Морзе 5 |
| Конец шпинделя по ГОСТ 12595-72 | М86 х 6 | М86 х 6 | М86 х 6 | 5К | 5К |
| Торможение шпинделя | есть | есть | есть | есть | есть |
| Блокировка шпинделя | есть | есть | есть | есть | есть |
| Защита от перегрузок шпинделя | есть | есть | есть | есть | есть |
| Суппорт. Подачи | |||||
| Наибольшая длина хода суппорта (каретки) — продольное перемещение от руки, мм | 810 | 640 | 640 | 710 | 710 |
| Наибольшая длина хода суппорта (каретки) — продольное перемещение по валику, мм | 810 | 640 | 640 | 710 | 710 |
| Наибольшая длина хода суппорта (каретки) — продольное перемещение по винту, мм | 810 | 640 | 640 | 710 | 710 |
| Наибольшее поперечное перемещение суппорта от руки, мм | 250 | 200 | 200 | 230 | 230 |
| Наибольшее поперечное перемещение суппорта по валику, мм | 250 | 200 | 200 | 230 | 230 |
| Продольное перемещение суппорта на одно деление лимба, мм | 0,2 | 0,2 | 0,2 | 0,1 | 0,1 |
| Продольное перемещение суппорта на один оборот лимба, мм | 28 | 28 | 28 | 24 | |
| Поперечное перемещение суппорта на одно деление лимба, мм | 0,02 | 0,02 | 0,02 | 0,02 | 0,02 |
| Поперечное перемещение суппорта на один оборот лимба, мм | 6 | 3 | 3 | 5 | |
| Наибольшее перемещение верхнего суппорта (резцовых салазок), мм | 130 | 140 | 140 | 140 | 140 |
| Перемещение верхнего суппорта на одно деление лимба, мм | 0,02 | 0,02 | 0,02 | 0,02 | 0,02 |
| Перемещение верхнего суппорта на один оборот лимба, мм | 3 | 3 | 3 | 3 | 3 |
| Количество подач продольных/ поперечных суппорта | 21 | 21 | 40 | ||
| Пределы подач продольных, мм | 0,04..6 | 0,04..1,99 | 0,04..6 | 0,018..1,1 | 0,018..1,1 |
| Пределы подач поперечных, мм | 0,025..3,75 | 0,025..1,24 | 0,012..1,87 | 0,01..0,625 | 0,01..0,625 |
| Количество нарезаемых резьб метрических, мм | 22 | 22 | 35 | ||
| Количество нарезаемых резьб модульных, мм | 19 | 19 | 31 | ||
| Количество нарезаемых резьб дюймовых, мм | 15 | 15 | 26 | ||
| Пределы шагов метрических резьб нормальной точности, мм | 0,2..30 | 0,2..30 | 0,2..30 | 0,1..56 | 0,1..56 |
| Пределы шагов метрических резьб повышенной точности, мм | 0,35..12 | 0,35..12 | |||
| Пределы шагов модульных резьб нормальной точности, модуль | 1..7,5 | 1..7,5 | 1..7,5 | 0,1..28 | 0,1..28 |
| Пределы шагов модульных резьб повышенной точности, ниток/дюйм | 0,5..5 | 0,3..6 | |||
| Пределы шагов дюймовых резьб нормальной точности, ниток/дюйм | 1,2..30 | 4,0..30 | 4,0..30 | 3,0..30 | 3,0..60 |
| Пределы шагов дюймовых резьб повышенной точности, ниток/дюйм | 3..20 | 3..20 | |||
| Пределы шагов питчевых резьб нормальной точности, питчей | — | 8..60 | 8..60 | ||
| Пределы шагов питчевых резьб повышенной точности, ниток/дюйм | 5..20 | — | |||
| Скорость быстрых перемещений продольных/ поперечных, м/мин | нет | нет | нет | нет | нет |
| Высота резца, устанавливаемого в резцедержателе, мм | 20 х 20 | 20 х 20 | 20 х 20 | 20 х 20 | 20 х 20 |
| Выключающие упоры | есть | есть | есть | есть | есть |
| Задняя бабка | |||||
| Наибольшее перемещение пиноли, мм | 100 | 100 | 100 | 100 | 100 |
| Цена деления лимба задней бабки, мм | 1 | 1 | 0,05 | 0,05 | |
| Центр в пиноли по ГОСТ 12595-72 | Морзе 3 | Морзе 3 | Морзе 3 | Морзе 3 | Морзе 3 |
| Поперечное смещение задней бабки, мм | ±20 | ±5 | ±5 | ±5 | ±5 |
| Диаметр сверла при сверлении стали, мм | 12 | ||||
| Диаметр сверла при сверлении чугуна, мм | 15 | ||||
| Электрооборудование станка | |||||
| Количество электродвигателей на станке | 3 | 3 | 3 | 3 | 4 |
| Мощность электродвигателя главного привода, кВт (об/мин) | 3,2 (1440) | 4,5 | 4,5 | 2,7/ 4,4 | 3,2/ 5,3 |
| Мощность электродвигателя насоса охлаждения, кВт (об/мин) | 0,125 (2700) | 0,125 | 0,125 | 0,12 | 0,12 |
| Мощность электродвигателя насоса смазки, кВт (об/мин) | 0,125 (2700) | 0,125 | 0,125 | 0,08 | 0,09 |
| Мощность электродвигателя вентилятора, кВт | нет | нет | нет | нет | 0,18 |
| Габариты и масса станка | |||||
| Габариты станка (длина ширина высота), мм | 2275 х 950 х 1590 | 2190 х 930 х 1500 | 2191 х 930 х 1500 | 2290 х 1150 х 1365 | 2110 х 1050 х 1395 |
| Масса станка, кг | 1850 | 1650 | 1650 | 1670 | 1810 |
3 Простейшая модернизация токарно-винторезной установки
Рассматриваемый школьный станок при желании можно сделать более мощным и эффективным в работе. Но, конечно же, в условиях школьных мастерских его модернизация силами учащихся и их преподавателей преследовала совсем иную цель, которая заключалась в повышении безопасности эксплуатации агрегата.

Суть в том, что на ТВ 4 отсутствуют специальные ограждения, выполняющие защитную функцию (на более поздних школьных агрегатах, например, на станке ТВ-6, они уже устанавливались на заводе). Именно такие дополнительные ограждения обычно и делали школьники своими собственными силами. Они брали 4–6-миллиметровое оргстекло, вырезали из него стойку и смотровое окошко. Соединяли эти элементы при помощи 20–30-сантиметровой рояльной петли, располагая окно таким образом, чтобы его вращение было ограниченным в сторону участка выполнения токарных работ. При такой элементарной компоновке нет необходимости делать упоры для фиксации смотрового окошка.


Полученную защитную конструкцию крепили к каретке, используя стандартные кронштейны. Один вставлялся в поперечные салазки, другой – в отверстие от ограждения (естественно, места крепления нужно было просверлить дополнительно). Подобная защита значительно увеличивает безопасность школьников, работающих на ТВ 4. Причем паспорт на станок позволял производить подобные его улучшения.
Особенности оборудования
Ученические токарные станки по металлу заняли промежуток между любительским инструментом и профессиональным производственным оборудованием. Свое название Школьник они получили за активное использование их для обучения учащихся в ПТУ и старшеклассников на уроках труда.
У всех моделей, от ТВ2 до модернизированного 16У04П повышенной точности, имеются общие характеристики для школьных токарных станков:
- малые габариты;
- простота конструкции;
- безопасность при работе;
- ручное управление и легкое обслуживание;
- обработка малых по размеру заготовок;
- низкая производительность;
- невозможность изготовления партий деталей.

Токарный станок 16У04П
Учебные модели выпускались напольные с литыми тумбами и настольные, имеющие только установочные площадки в виде широких ножек под станиной. Их можно установить на рабочем столе в мастерской и изучать принцип работы токарного станка, получать навыки работы токарем.
Конструкция токарного станка упрощенная. Отсутствует коробка передач. Скорости изменяются перестановкой шестеренок и перекидыванием ремня. Перемещение салазок суппорта ручное только в одном направлении. Возможность точить конусы под заданным углом отсутствует.
Учитывая специфику токарных станков по металлу Школьный, на них были установлены кожухи и экраны, исключающие возможность травмирования вращающимися деталями или отлетающей стружкой. Как только защитное приспособление поднималось, патрон останавливался.
Выборка под детали большого диаметра в станине отсутствует. Максимальный диаметр заготовки до 200 мм. Межцентровое расстояние на большинстве моделей 220 – 350 мм, и только на модернизированные станки можно устанавливать валы длиной 525 и 750 мм.
Перемещение суппорта и салазок по лимбу вручную не позволяло работать быстро и делать партии деталей. На большинстве станков серии Школьник имеется 6 скоростей вращения патрона от 120 до 975 об/мин. Направление вращения переключается двигателем.
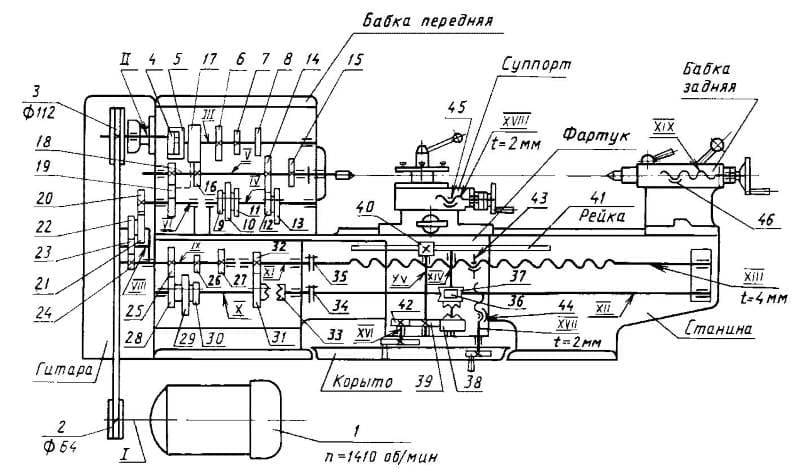
Схема станка ТВ-11
Несмотря на свою простоту, учебные токарные станки дают хорошую чистоту обработки. На них можно точить детали с точностью до 0,05 мм и делать токарную обработку под шлифовку. В коробке скоростей, соединенной с винтом, заложена нарезка резьбы с 3 размерами шага на ранних моделях и 6 резьб на модернизированных станках, начиная с ТВ7.
Столярному делу подростков обучали на ТВ4 и на специально выпущенном станке токарном по дереву Школьник серии СТД-120. На этом оборудовании любители делать мебель своими руками в домашних условиях изготавливают фигурные ножки, стойки и другие круглые элементы.
В настоящее время компактные токарные станки используют в передвижных мастерских, изготавливая на них детали для ремонта. Охотно покупают умельцы компактное оборудование и для домашнего использования.
Краткая история
Это оборудование производится Ростовским комбинатом учебного оборудования с начала 1970 х годов. Из-за специфики своего применения данный станок назывался «Школьник».
Индустриализация требовала профессиональных кадров, поэтому страна снабжала современными по тем меркам технологиями все средние учебные заведения.
На Ростовском комбинате данный станок выпускается и по сей день, поскольку продолжает пользоваться спросом в частных мастерских и для любителей токарного дела.
Также есть еще завод на Украине в г. Грождно, который также выпускает серию данного оборудования. Но Ростовский комбинат считается все же основным производителей этой функциональной мобильной конструкции.
Конструктивные узлы и их характеристики
Ременная передача от двигателя приводит в движение ведущий вал станка. Одновременно она предохраняет привод от перегрузок. Передняя бабка представляет собой коробку скоростей со шпиндельным узлом. Она имеет 3 вала с шестернями. В зависимости от комбинации зацепления инструмент получает вращение определенной частоты.
На конце шпинделя установлен патрон, в котором крепится заготовка. Резец перемещается продольно вместе с суппортом и в поперечном направлении механизмом салазок. Механическое движение обеспечивается зацеплением с шестернями фартука.
Задняя бабка передвигается только вручную. На месте она фиксируется болтами, прижимающими снизу сухари к направляющим. Они закручиваются гаечным ключом. В торце узла маховик с ручкой для перемещения пиноли. Сверху рычаг зажимающего механизма.
Компактные и легко управляемые станки ВТ 3 не выпускаются с 90 годов. Но они по-прежнему продолжают работать в гаражах, домашних и ремонтных мастерских. Простое оборудование легко восстановить и запустить самостоятельно.
ТВ-4 (ТВ4) Станок токарно-винторезный учебный. Назначение, область применения
Токарно-винторезный станок ТВ-4 заменил в производстве устаревшие первые школьные токарно-винторезные станки ТВШ-2 и ТВШ-3 (ТВ-3) и выпускался в 70-х годах прошлого века. Станок ТВ-4 был заменен на более совершенную модель ТВ-6
Токарный станок ТВ-4 является учебным универсальным токарно-винторезным станком и предназначается для всевозможных токарных работ в мастерских школ для политехнического обучения и по холодной обработке металлов резанием.
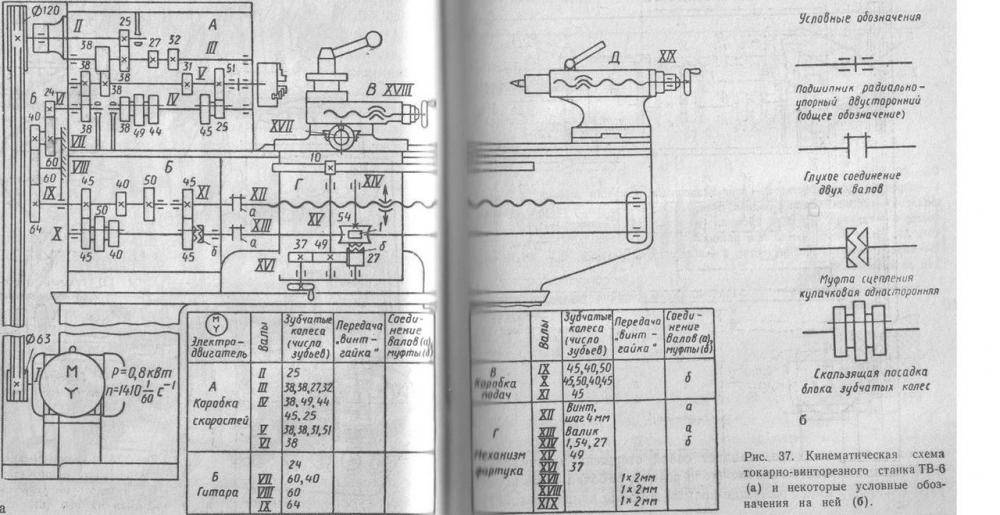
Учебный токарно-винторезный станк ТВ-4, несмотря на упрощенную конструкцию, имеет все узлы «взрослого» токарно-винторезного станка: коробку скоростей шпинделя, гитару, коробку подач, ходовой вал и ходовой винт, суппорт с механической подачей.
Станок позволяет производить следующие виды токарных работ:
- Проточку и расточку цилиндрических и конических поверхностей
- Подрезку торцов
- Отрезку
- Нарезание метрических резьб
- Сверление и ряд других работ
Принцип работы и особенности конструкции станка
Передний конец шпинделя станка ТВ-4 имеет резьбу М36х4 для установки промежуточного фланца с патроном (смотрите статью Токарные патроны). Стандартный патрон для станка ТВ-4 — Ø100 мм.
Шпиндель токарного станка ТВ-4 получает 6 ступеней вращения (120, 160, 230, 375, 500, 710 об/мин) от коробки скоростей в передней бабке.
Коробка скоростей за счет переключения шестерен позволяет понизить частоту вращения шпинделя, необходимую для резьбонарезания метчиками, а также для тяжелых работ, требующих повышенного крутящего момента. Повышенная скорость шпинделя используется для чистовых работ.
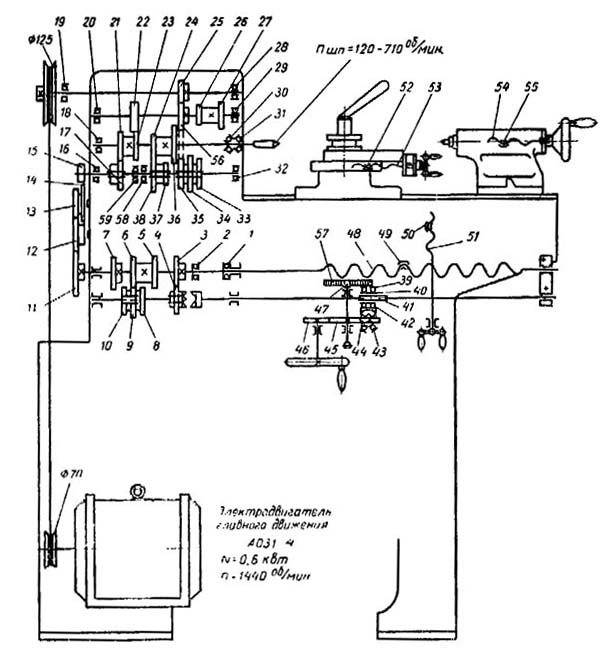
Привод станка осуществляется от асинхронного электродвигателя ~220 В. Через клиноременную передачу и одноступенчатые шкивы движение передается на входной вал коробки скоростей. Внутри коробки скоростей движение через шестерни передается на шпиндель. Шпиндель, в зависимости от положения рукояток на передней бабке, вращается с одной из 6-и скоростей. Направление вращения шпинделя определяется двигателем.
От шпинделя движение передается на выходной вал коробки скоростей, затем на гитару, и от нее на входной вал коробки подач.
Коробка подач обеспечивает 3 скорости подач суппорта и может нарезать 3 метрические резьбы без перестановки шестерен в гитаре.
На выходе коробки подач имеются ходовой вал и ходовой винт, которые вращаются попеременно с одной из 3-х скоростей.
Ходовой винт включается при нарезании резьб. Скорость ходового винта задается рукоятками на коробке подач и определяет одну из 3-х метрических резб (ходовой винт можно использовать в режиме продольной подачи, но не используется, чтобы не изнашивать его). Направление вращения ходового винта задается левой рукояткой на передней бабке.



Ходовой вал дает возможность получить одну из 3-х продольных подач суппорта. Скорость подачи задается рукоятками на передней стенке коробки подач.
Ходовой винт и ходовой вал проходят сквозь фартук суппорта, который преобразует вращательное движение ходового винта или ходового валика в поступательное продольное движение суппорта. Поперечное механическое движение суппорта в станке ТВ-4 не предусмотрено.
Смазка коробки скоростей — разбрыгиванием шестернями масла из масляной ванны на дне передней бабки. Смазка коробки подач — фитильная с лотка, который заполняется маслом раз в смену. Фартук, суппорт, гитара, задняя бабка и станина смазываются вручную раз в смену.
Основные технические характеристики школьного токарно-винторезного станка ТВ-4
Изготовитель — г. Ростов на Дону. Основные параметры станка — в соответствии с ГОСТ 18097-93. Станки токарно-винторезные и токарные. Основные размеры. Нормы точности.
- Наибольший диаметр заготовки типа Диск, обрабатываемой над станиной — Ø 200, мм
- Наибольший диаметр заготовки типа Вал, обрабатываемой над верхней частью суппорта — Ø 125 мм
- Расстояние между центрами — 350 мм
- Наибольшая длина обтачивания — 300 мм
- Мощность электродвигателя — 0,6 кВт
- Вес станка полный — 280 кг
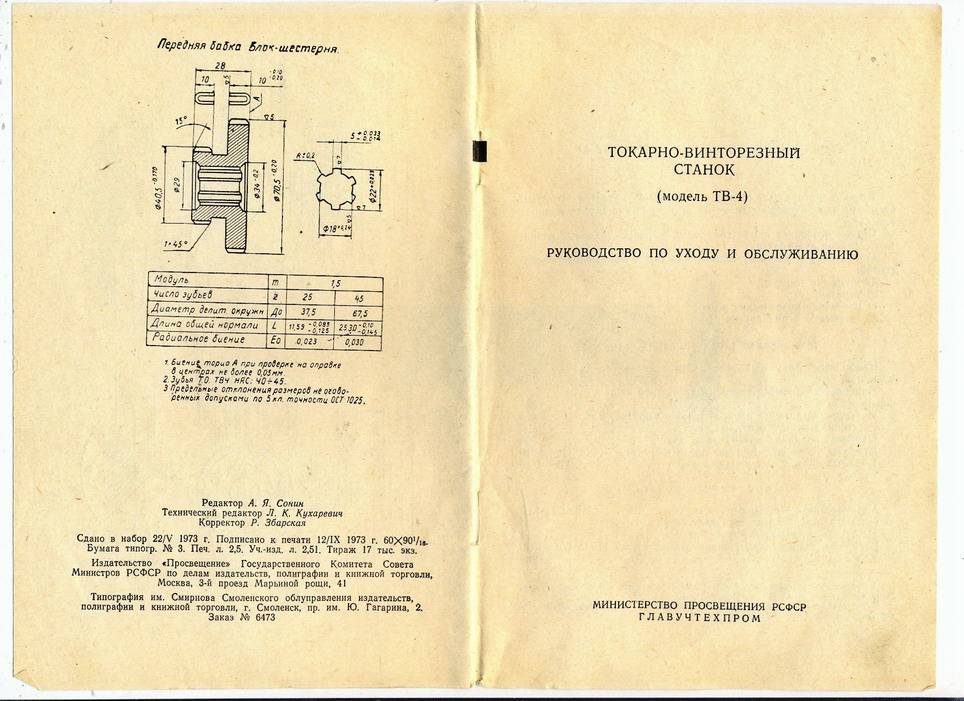
Шпиндель токарно-винторезного станка ТВ-4
- Конец шпинделя резбовой — М36х4
- Диаметр отверстия в шпинделе — Ø 16 мм
- Наибольший диаметр обрабатываемого прутка — Ø 15 мм
- Пределы чисел оборотов шпинделя в минуту — (6 ступеней) 120, 160, 230, 375, 500, 710 об/мин
- Диаметр стандартного патрона — Ø 100 мм
Подачи и резьбы токарно-винторезного станка ТВ-4
- Пределы продольных подач: — (3 шага) 0,08; 0,1; 0,12 мм/об
- Пределы шагов резьб метрических — (3 шага) 0,8; 1; 1,25 мм
Модернизация токарно-винторезных станков ТВ-4
В условиях учебных заведений основная цель модернизации — это повышение безопасности оборудования.
Суть модернизации заключается в том, что на ТВ-4 нет специальных защитных ограждений, которые выполняют защитную функцию. Учащиеся и преподаватели, работающие с данным оборудованием, вынуждены изготавливать защитные экраны своими руками. Для этого используется органическое стекло, толщиной 2 – 6 мм в качестве окна для просмотра. Ограждение закрепляется на суппорте станка ТВ-4 при помощи кронштейнов стандартного образца. Благодаря этому повышаются безопасность и практичность эксплуатации оборудования.
Краткая история серии
В основе создания ТВ-16 лежит модель чехословацкого производства аналогичного назначения TOS MN-80 a. Известен с 50-х годов прошлого столетия, когда основным назначением агрегата было получение базовых навыков школьниками и студентами профтехучилищ и техникумов в токарном деле, считался обязательным инвентарем на уроках трудового обучения.
Заводы, производившие станки, размещались на всем постсоветском пространстве: Украина, Беларусь, Казахстан. Характеристики и конструктивные особенности моделей всех заводов были идентичны, отличались только конфигурацией литься станины. Несмотря на то, что официально заводы больше не занимаются выпусков ТВ-16, обучение токарей в учебных заведениях проводится по сей день.