Вертикально-сверлильный станок 2Н135 (2Н125, 2Н150)
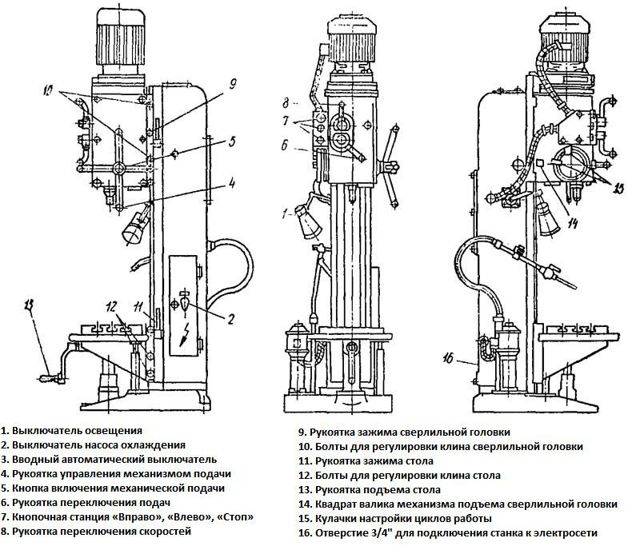
Описание станка
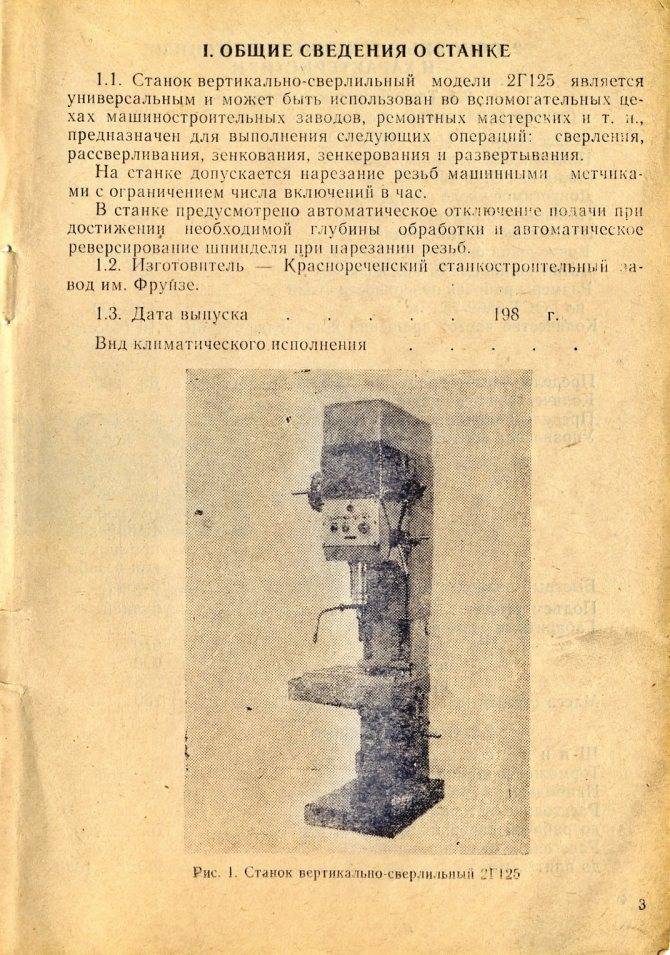
Станок вертикально-сверлильный 2Н135, а так же станки 2Н125 и 2Н150 применяются на производственных предприятиях с небольшим объемом выпускаемой продукции, мелкими или единичными сериями, как правило, это небольшие мастерские или малые предприятия.
Станок 2Н135 (2Н125, 2Н150) предназначен для выполнения ряда операций: сверление, зенкование, рассверливание отверстий, а так же зенкерования и подрезки торцев. Станок 2Н135 оснащен механической подачей шпинделя, при этом управление циклами работ осуществляется в ручном режиме, все это позволяет работать в широком диапазоне размеров, при использовании различных материалов заготовок и тд. Так же на станке установлена система реверсивного электродвигателя основного видения, это дает возможность работать на станке с использованием машинного метчика при ручной подаче шпинделя.
Станок сверлильный 2Н135 (2Н125, 2Н150) находится в классе точности Н по Госту 8082.Для расширения технических возможностей станка, можно использовать дополнительный инструмент или приспособления.
__________________________
Скачать паспорт на вертикально-сверлильный станок 2Н135
Механика, паспорт приёмки, электрооборудование, каталог запчастей
Паспорт 2Н125, 2Н135, 2Н150
__________________________
Технические характеристики вертикально-сверлильных станков 2Н135 (2Н125, 2Н150)
| Характеристика | 2Н125 | 2Н135 | 2Н150 |
| Максимальный диаметр сверления в стали 45, мм | 25 | 35 | 50 |
| Размеры конуса шпинделя по СТ СЭВ 147-75 | Морзе 3 | Морзе 4 | Морзе 5 |
| Расстояние оси шпинделя до направляющих колонны, мм | 250 | 300 | 350 |
| Максимальный ход шпинделя, мм | 200 | 250 | 300 |
| Расстояние от торца шпинделя, мм: до стола до плиты | 60-700 690-1060 | 30-750 700-1120 | 0-800 700-1250 |
| Максимальное перемещение сверлильной головки, мм | 170 | 170 | 250 |
| Движение шпинделя за один оборот штурвала, мм | 122, 46 | 122, 46 | 131, 68 |
| Размеры рабочей поверхности стола, мм | 400х450 | 450х500 | 500х560 |
| Максимальный ход стола, мм | 270 | 300 | 360 |
| Кол-во скоростей шпинделя | 12 | 12 | 12 |
| Кол-во подач | 9 | 9 | 12 |
| Пределы подач, мм/об | 0,1-1,6 | 0,1-1,6 | 0,05-2,24 |
| Мощность основного электродвигателя движения, кВт | 2,2 | 4,0 | 7,5 |
| Габаритные размеры станка, мм | 915х785х2350 | 1030х835х2535 | 1355х890х2930 |
| Масса, кг | 880 | 1200 | 1870 |
{jcomments on}
ostankah.ru
1 Общие сведения о сверлильной установке
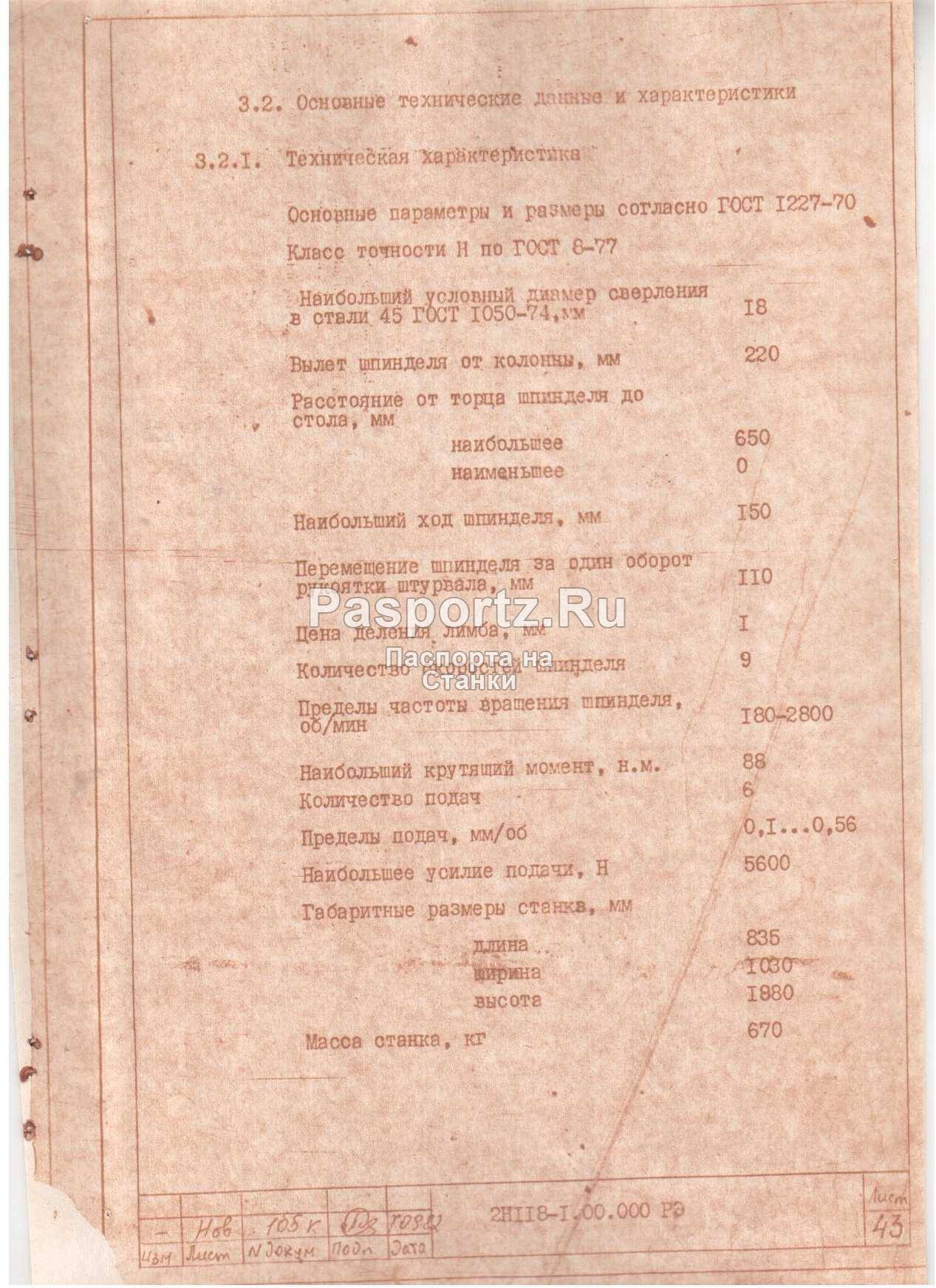
Этот вертикально-сверлильный универсальный станок предназначен для рассверливания и сверления отверстий в заготовках из холодно- и горячекатаного проката, подрезки при помощи ножей торцов обрабатываемых деталей, нарезания на них резьбы. Его диаметр сверления (условный) равняется 18 мм, величина крутящего момента – не более 880 Нм, максимальная сила подачи – 560 кгс.
Имеющиеся пределы подач и числа оборотов установки дают возможность выбирать такой режим обработки, который гарантирует рациональное использование рабочей силы и производительности станка.
Первый подобный агрегат был изготовлен в 1960-х годах на Молодечненском комбинате станкостроения. Это предприятие в Советском Союзе по праву считалось самым прогрессивным в сфере производства эффективного сверлильного оборудования. И до настоящего времени завод не сдает своих позиций, продолжая выпускать востребованные станки различных моделей для российских промышленных компаний.
Более поздними аналогами описываемого аппарата считают станки 2Т118 Гомельского и МН18Н Молодечненского комбината, который, кстати сказать, выпускал и несколько модификаций интересующего нас оборудования:
- вертикально-сверлильный координатный агрегат 2Н118К;
- одношпиндельный универсальный станок (тоже вертикально-сверлильный) 2А118;
- установка с ЧПУ 2Н118Ф2.

Далее мы приводим ключевые технические характеристики станка, которому посвящена данная статья:
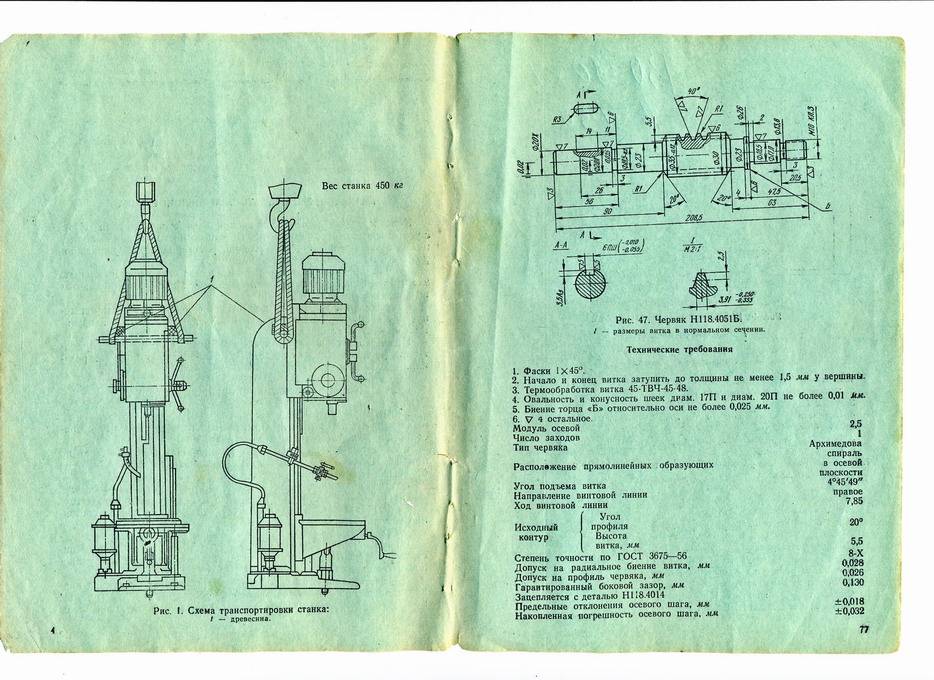
- масса – 450 кг;
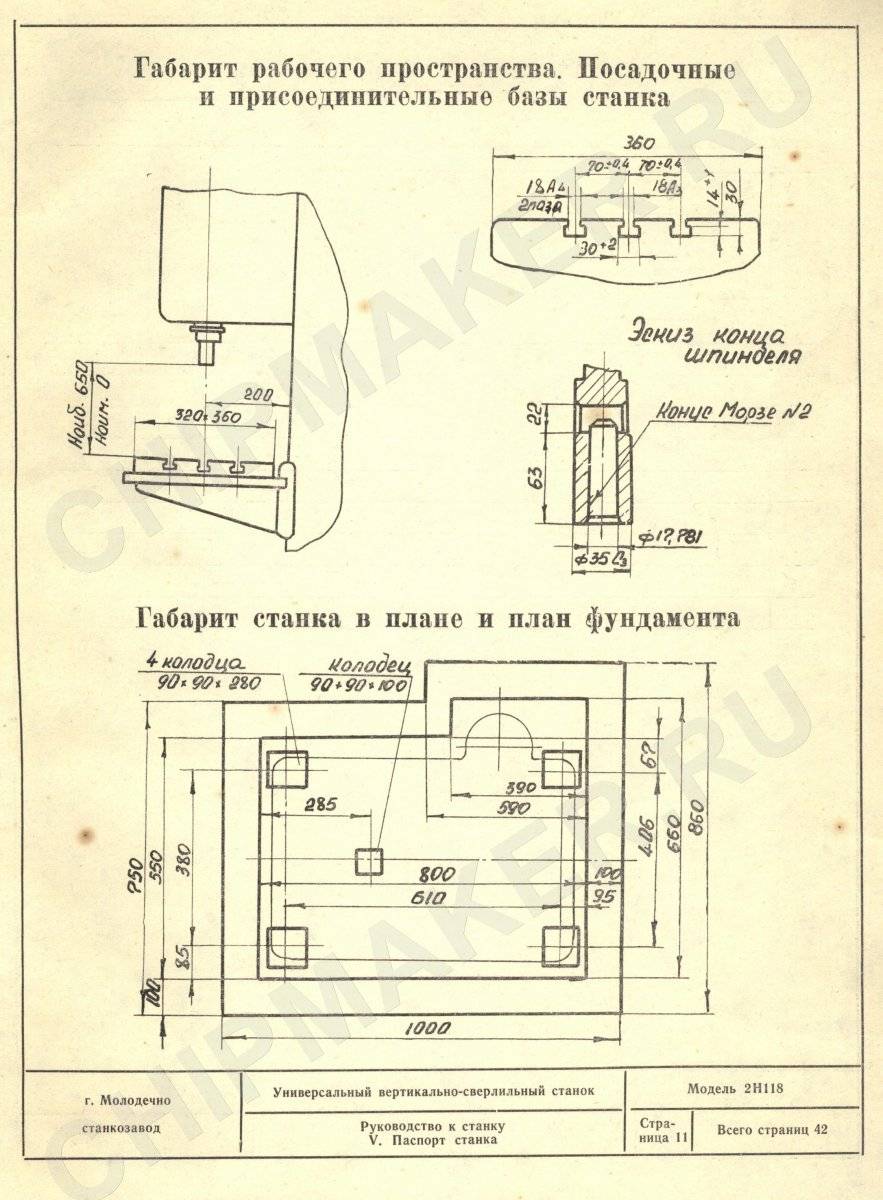
- рабочий стол: передвижение на оборот рукоятки – 2,4 мм, ширина – 320 мм, длина – 360 мм, возможности вертикального передвижения – не более 350 мм, Т-образные пазы (общее число) – 3;
- максимальное расстояние до стола от шпинделя (дистанция отсчитывается от его торца) – 650 мм, минимальное – 0;
- вылет станка – 200 мм (показатель подразумевает дистанцию от направляющих стойки до оси шпинделя, находящегося в вертикальном положении);
- шпиндель: ход гильзы – 150 мм, перемещение его головки – не более 300 мм, число скоростей – 9, оборот маховичка передвигает головку шпинделя на 4,4 мм, а оборот маховичка-рукоятки передвигает сам шпиндель на 110 мм, частота вращения – от 177 до 1840 об/мин;
- электродвигатель: мощность – 1,5 кВт, количество оборотов за одну минуту работы – 1420, тип – АОЛ2–22–4С2, охлаждающая жидкость подается электронасосом ПА–22;
- механические показатели: сила подачи – до 560 кгс, минимальная подача (вертикальная) одного оборота шпинделя – 0,1 мм, максимальная – 0,56, ступени – 6;
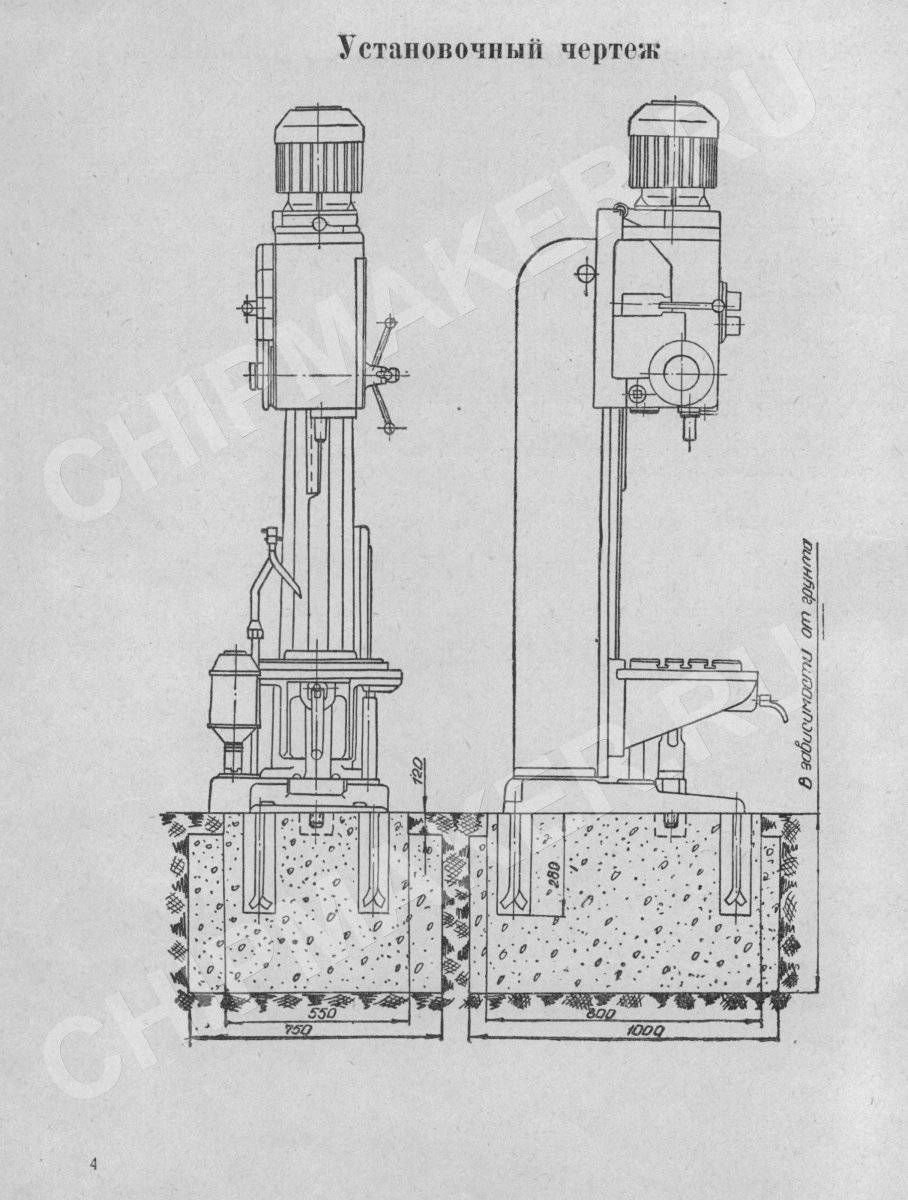
- ширина агрегата – 590 мм, длина – 870 мм, высота – 2080 мм.
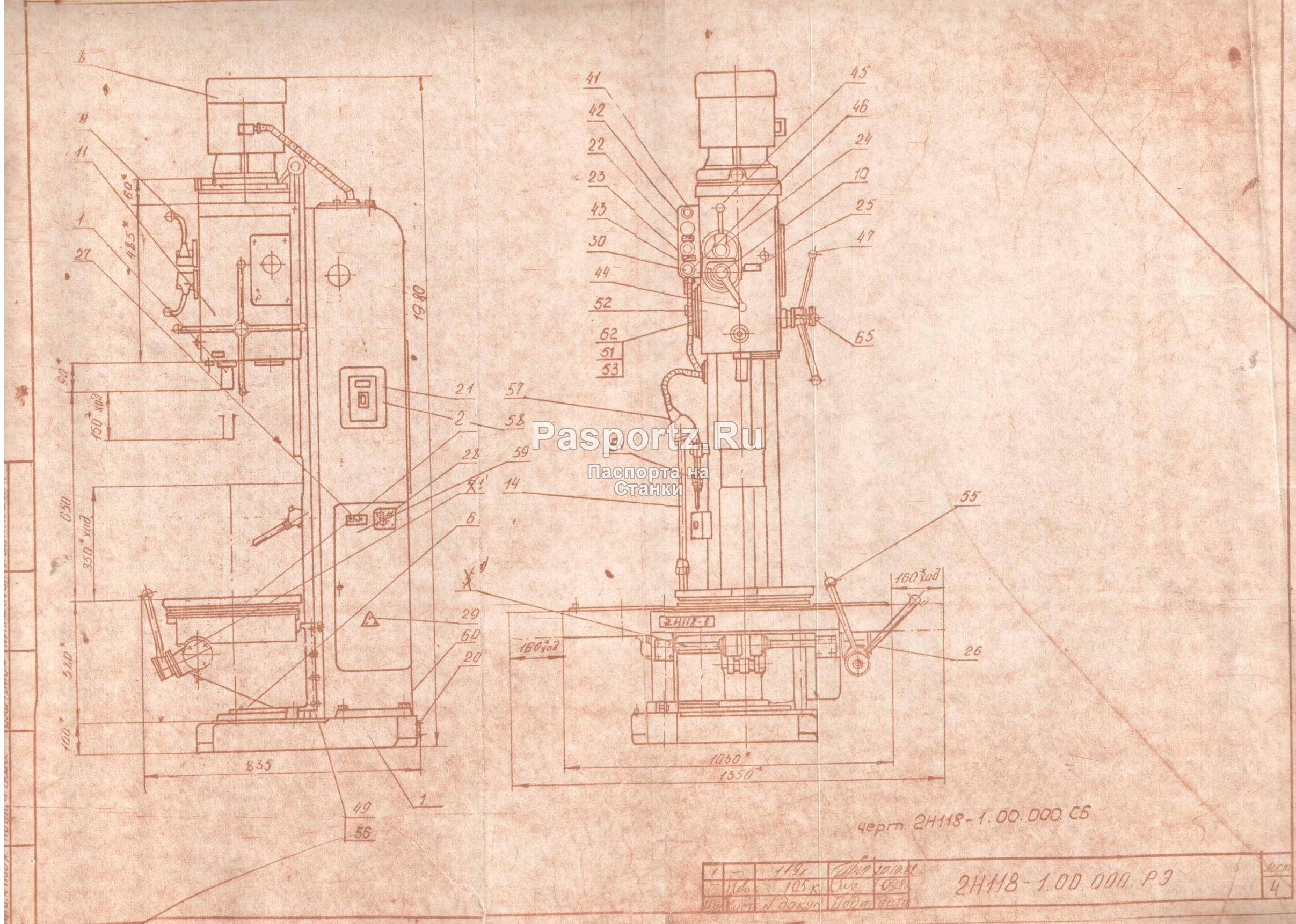
Описание конструкции сверлильного станка 2Н118
Коробка скоростей
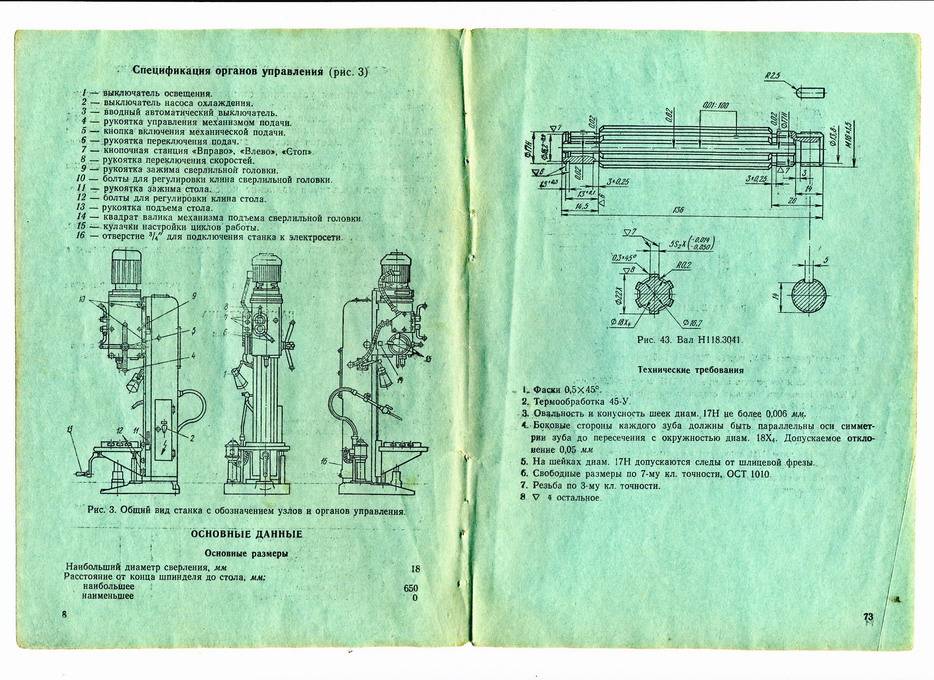
Коробка скоростей предназначена для приведения шпинделя станка во вращение, а также для изменения частоты его вращения (рис. 7.5). Коробка скоростей посредством двух шестерен 3 и 7 сообщает шпинделю девять различных интервалов частоты вращения. Опоры валов коробки скоростей размещаются в двух плитах: верхней 5 и нижней 8. которые стянуты между собой тремя стяжками 4. Механизмы коробки скоростей приводятся во вращение от вертикально расположенного электродвигателя через зубчатую передачу 6. Последний вал коробки скоростей 2 представляет собой полую гильзу, шлицевое отверстие которой передает вращение шпинделю. На этой же гильзе крепится шестерня 1 привода на подачу. Переключение шестерен коробки скоростей осуществляется от одной рукоятки, которая имеет три положения по окружности и три положения вдоль оси.
Коробка подач
Коробка подач представляет собой трехваловый механизм, смонтированный в отдельном литом корпусе (рис. 7.6). Шесть подач обеспечивают шестерни 5 и 10.
Привод подач осуществляется от шестерни, сидящей на гильзе шпинделя, через шестерню 6. Третий вал коробки подач 9 представляет собой полую гильзу, внутри которой проходит вал 8. Этот вал через муфту 7 передает вращение на червяк механизма подач через шестерню 1. Муфта 7 служит для включения механической подачи при достижении заданной глубины обработки. В этом случае кулачок на лимбе через горизонтальный валик перемещает вертикально вверх штангу и, преодолевая сопротивление пружины, отключает муфту. Вал 4 через штифт 3 приводит во вращение шестеренчатый насос для смазки.
Шестерни коробки подач переключаются одной рукояткой, которая имеет два положения по оси и три положения по окружности. Рукоятка располагается на лицевой поверхности сверлильной головки. Конструкции механизмов переключения подач и скоростей идентичны.
Механизмы коробки подач смазываются от шестеренчатого насоса 2, который также осуществляет смазку всех других механизмов. Механизмы коробки подач собирают отдельно и полностью собранный узел монтируют в сверлильную головку.
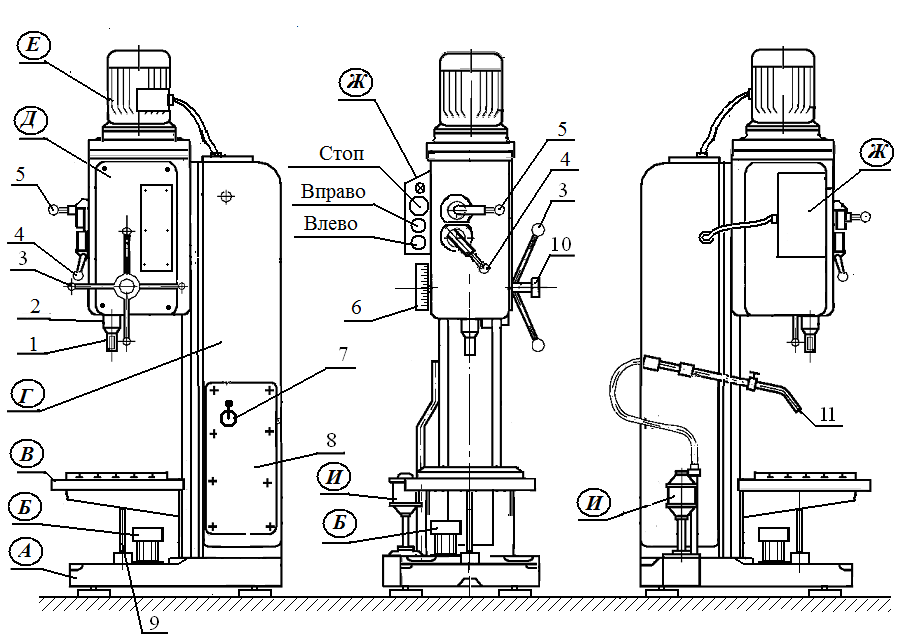
Сверлильная головка
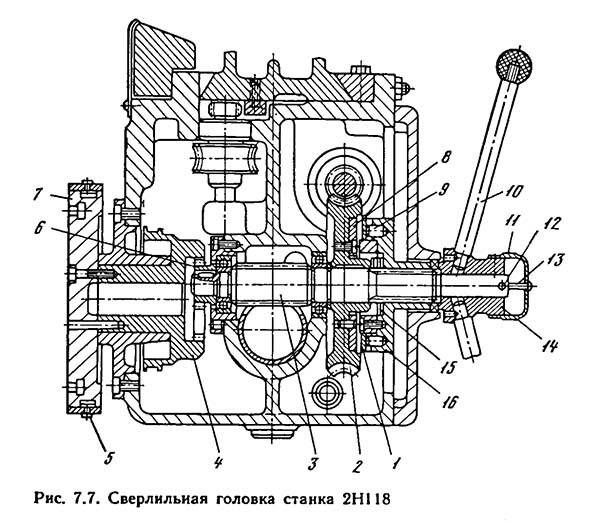
Сверлильная головка сверлильного станка 2н118
Сверлильная головка (рис. 7.7) состоит из чугунной отливки коробчатого сечения, в которой смонтированы все основные узлы станка: коробка скоростей, коробка подач, шпиндель и механизм подач. Первые три узла собираются отдельно и только крепятся к сверлильной головке.
Механизм подач, состоящий из червячной передачи, горизонтального вала 3, лимба 7 со связанными с ним деталями, рукоятки 10, кулачковой 14 и обгонной 16 муфт, является составной частью узла сверлильной головки.
Механизм подач приводится в движение от коробки подач через пару шестерен и предназначен для выполнения следующих функций:
- ручной подвод инструмента к заготовке;
- включение рабочей подачи;
- ручное опережение подачи;
- выключение рабочей подачи;
- ручной отвод шпинделя вверх;
- ручная подача используется обычно при нарезании резьбы.
Принцип работы механизма подач заключается в следующем: при вращении рукоятки 10 на себя поворачивается кулачковая муфта 14, которая через обгонную муфту 16 вращает вал 3. Происходит ручной подвод шпинделя.
Когда инструмент подойдет к заготовке, на валу 3 возрастет крутящий момент, который не может быть передан зубцами кулачковой муфты, и ступица перемещается влево вдоль вала до тех пор, пока торцы кулачковой муфты 14 и обгонной муфты 16 станут друг против друга.
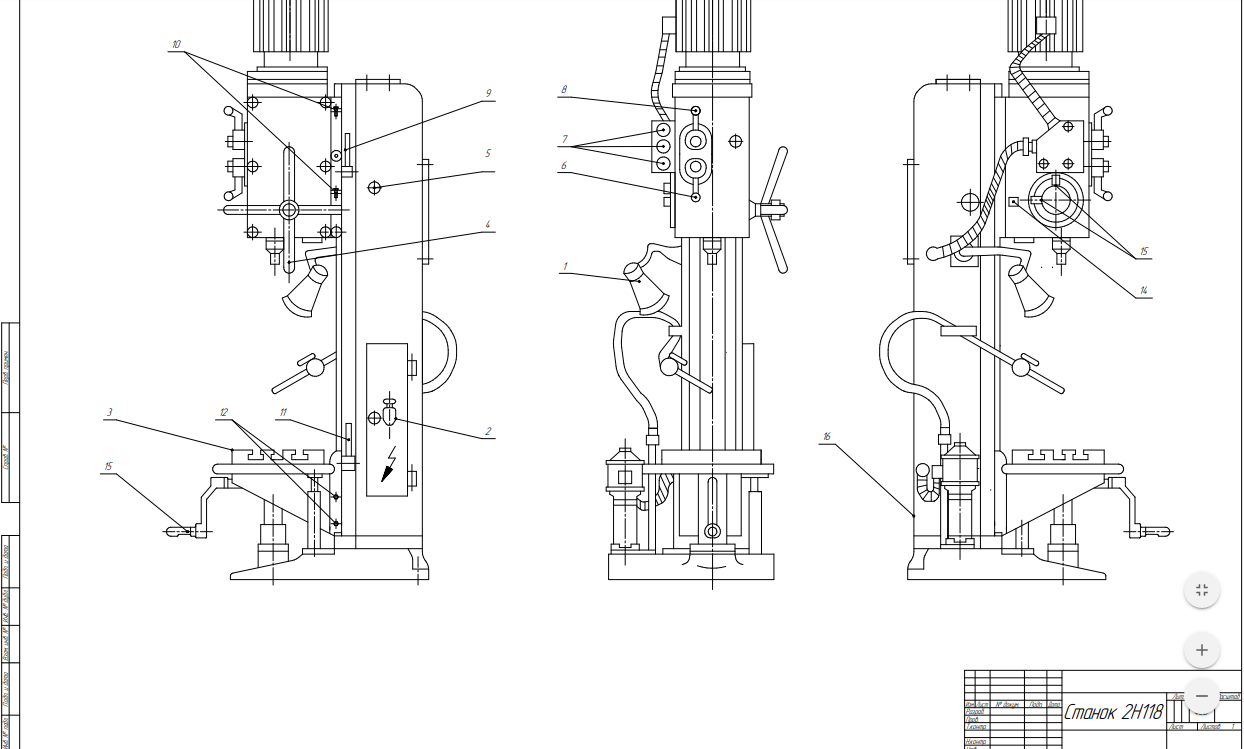
Конструкция оборудования
Обзор и технические характеристики сверлильного станка 2м112
Описание: основным элементом служит колонна в форме коробки – передняя бабка. Установлена она на металлическую плиту – основание. Бабка перемещается по реечному механизму в стороны с помощью электрического привода мотора.
На фронтальной верхней части расположен электрический мотор. В нижней части, имеется шпиндельный узел с головкой вращения. Внутренняя часть наполнена коробкой скоростей, которая отвечает за частоту вращения, величину подачи, вертикальный подъем. Подъем и спуск по вертикали обеспечивает специальный реечный механизм. А приводит в действие этот орган – штурвал.
Обрабатываемая деталь крепится на рабочий стол, при необходимости перемещается, подгоняется высота. Регулируется специальной рукояткой с боковой стороны.
Кинематическая схема станка функционирует в таком порядке:
- Коробка передач регулирует подачу одной из девяти скоростей.
- С помощью реверсивного привода электрического мотора можно менять направление вращения.
- Функция особенно актуально, когда нужно нарезать внутреннюю резьбу на детали.
- Шпиндель подается по вертикали за счет рейки и зубчатого вала, который установлен в нижней фронтальной части шпиндельной бабки.
- Боковая рукоятка отвечает за перемещение шпиндельной бабки по направляющим колонны.
- Рабочий стол перемещается вертикально благодаря вращению рукоятки.
 Схема устройства
Схема устройства
Электрическая защита
Чтобы предотвратить нежелательные перегрузки производителем предусмотрена защита – автоматический выключатель АСТ – 3. Заземление станка обеспечивается катушкой магнитных пускателей. Сверлилка, равно как и контактная плата, должны быть подключены в соответствии с требованиями и нормами, которые относятся к производственному оборудованию.

Составные электрической части: электрический силовой агрегат, электрический насос для подачи жидкости в систему охлаждения, механизмы пуска и автоматического отключения, выпрямители, локальный осветительный прибор для улучшения рабочего процесса.
В обязательном порядке каждый сотрудник, особенно который работает за станком, должен строго соблюдать нормы и требования инструкции по охране труда. В противном случае рабочий не допускается на рабочее место.
Паспорт 2Н125 (Ø 25 мм) Станок универсальный вертикально-сверлильный (Стерлитамак)
Часть 3: Свидетельство о приёмке (2Н125.00.000 РЭ1)
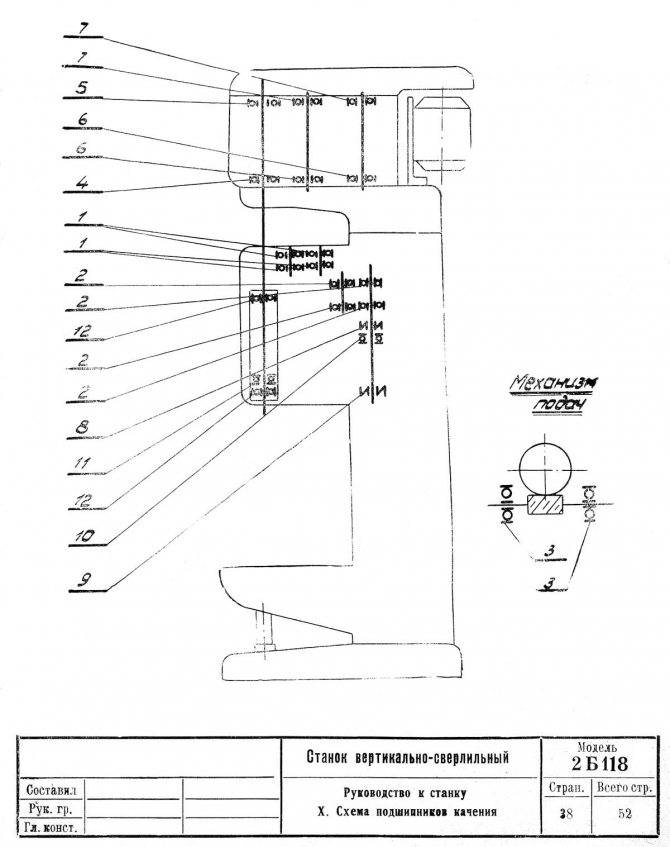
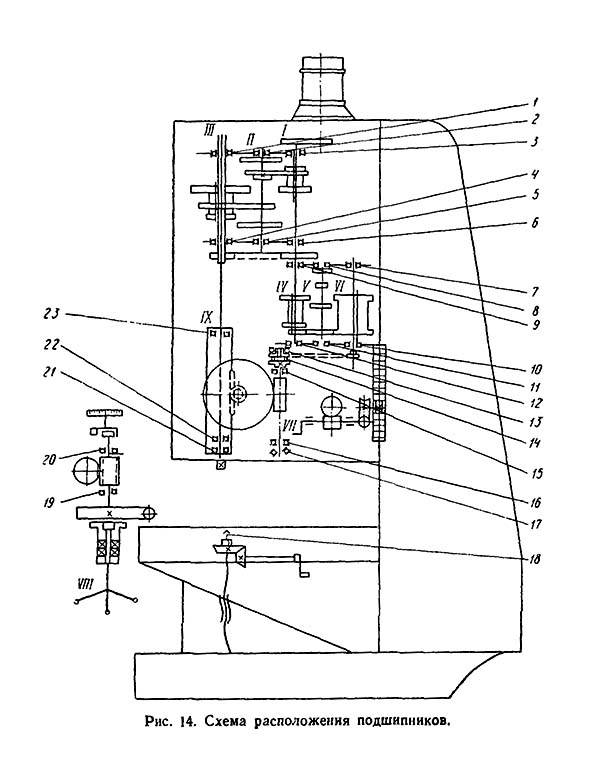
Часть 4: Материалы по запасным частям (2Н125.00.000 РЭ3)************ Введение — Схема расположения подшипников Перечень к схемам расположения подшипников Чертежи сборочных единиц Перечень запасных частей Чертежи запасных деталей
Часть 5: Электрооборудование (2Н125.00.000 РЭ), (2Н135.00.000 РЭ),(2Н150.00.000 РЭ) Описание схемы электрической принципиальной Общие сведения — Схема электрическая принципиальная Работа схемы электрической принципиальной Указания по монтажу и эксплуатации — Схема электрическая подключений — Схема электрическая соединений Таблица проводов к схеме соединений — Схема электрическая соединений блока реле Указания по первоначальному пуску
prompasport.ru
Технические показатели об изделии
Технические характеристики, схемы и эксплуатация фрезерного станка 6р12 Технические характеристики:
- «Т» – образная рабочая поверхность и равна 32,0×36,0 см.
- Движение поверхности при обороте маховика равно 2,4 мм, по вертикальной плоскости – 35,0 см.
- Общий вес аппарата равен 450 кг.
- Расстояние от крайней точки шпинделя до рабочей поверхности составляет 65,0 см.
- Вылет станка равен 20,0 см.
- Шпиндельная головка способна перемещаться до 30,0 см.
- Рабочий ход гильзы равен 15,0 см.
- Шпиндельная головка за один оборот перемещается на 4,4 мм.
- Частота вращения (средняя) шпинделя равна 2,4 об/мин, минимальная 200 об/мин, максимальная 2,8 тыс. об/мин.
- Скорость вращения шпинделя регулируется по девяти показателям.
- Мощность вала электрического мотора равна полтора киловатта, максимальная скорость вращения 1,42 об/мин.
- Показатель максимальной подачи равен 560 кгс.
- Габариты 87,0×59,0×208,0 см.
Среди главных особенностей – опция торможения шпинделя.
https://youtube.com/watch?v=fW9omcEBioo
Сверлильный станок 2СС1М: характеристики
Со сверлением и фрезерованием небольшой партии заготовок успешно справится настольно-сверлильный станок 2СС1М. Агрегат выполняет сверлильную операцию в стальной заготовке, фрезерование неметаллов и точение древесины.
Рассчитан агрегат на бытовое использование и работы в единичном производстве.
Станок комплектуется токарным трехкулачковым патроном и прихватом с крепежным комплектом.
Токарный трехкулачковый патрон
Как опция прилагается приспособление, позволяющее вести токарную обработку.
Основные технические характеристики станка
Характеристики агрегата вполне стандартные:
| № п/п | Наименование параметра | Значение |
| 1 | Максимальный диаметр сверления в стали, мм | 6 |
| 2 | Максимальный размер рассверливания, мм | 13 |
| 3 | Предельное расстояние от зеркала стола до торца шпинделя, мм | 250 |
| 4 | Разметка отдаленности от основания до торца шпинделя, мм | 370 |
| 5 | Величина поворота рабочего стола, град | 360 |
| 6 | Максимальный сдвиг пиноли, мм | 70 |
| 7 | Вылет шпинделя от стойки, мм | 150 |
| 8 | Размер стола, Длина × Ширина, мм | 200×200 |
| 9 | Размер основания, Длина × Ширина, мм | 200×200 |
| 10 | Конус в шпинделе | Морзе В16 |
| 11 | Максимальный диаметр деревянной заготовки для токарной обработки, мм | 70 |
| 12 | Число ступеней оборотов шпинделя | 3 |
| 13 | Частота вращения в соответствии с диаметром сверления, об/мин | |
| до 5 мм | 1,6 тыс. | |
| от 5 до 7,5 мм | 1 тыс. | |
| от 7,5 до 13 мм | 600 | |
| 14 | Габарит станка, Длина × Ширина × Высота, мм | 620×240×700 |
| 15 | Вес оборудования, кг | 52,5 |
Описание устройства
Сверлильный станок 2СС1М представляет собой вертикальную конструкцию для настольной установки с массивным основанием в виде плиты.
Устройство сверлильного станка
В опору плиты входит:
- Цилиндрическая стойка – на ней находится подвижный рабочий стол и траверса.
- Для фиксации стола предусмотрен механизм зажима с ручкой.
- Над рабочей зоной стола расположен пиноль, закрепленный в траверсе.
- Пиноль имеет возможность перемещения в вертикальной плоскости по реечной передаче. Пиноль опускается вращением рукоятки ручной подачи.
- В противоположной части траверсы станка 2СС1М установлен электродвигатель.
- Трехступенчатый шкив электродвигателя и пиноли соединяет ременная передача.
Подготовка станка к работе
Специалисту необходимо знать регламент по эксплуатации агрегата:
- За отверстия в основании станок закрепляется на верстаке или рабочем столе.
- В шпинделе с патроном зажимается сверло необходимого диаметра.
- Рукояткой пиноль отводится в крайнее верхнее положение.
- Обрабатываемая деталь устанавливается на столе и закрепляется прихватами или с помощью другой оснастки.
- Перемещением стола нужно установить зазор не менее 5 мм между верхней плоскостью детали и вершиной инструмента.
Перемещение инструмента при обработке контролируется по линейке лимба. Цена деления отсчетного устройства 1 мм, отметка соответствует величине перемещения инструмента на деталь. Перед началом обработки следует соединить нуль лимба с отметкой на станке, вращением лимба против часовой стрелки.
Принцип работы электрической схемы
Питание станка 2СС1М происходит от сети напряжением 220 В. Род тока – переменный, однофазный, а частота тока 50 Гц.
После подключения к сети при полной готовности к работе следует нажать пусковую кнопку на панели управления. После подачи электричества срабатывает толчковый контакт включения пусковой обмотки, запускается рабочая обмотка электромотора.
В момент выключения кнопки размыкаются клеммы на контакторе, пусковой контур электродвигателя отключается.
Останов оборудования осуществляет стоповая красная кнопка. Она также необходима в аварийной ситуации и при непринужденном останове двигателя. Кнопка предотвращает поломку привода станка и травматизм станочника.
В сверлильном станке 2СС1М установлен электродвигатель с номинальной мощностью 0,18 кВт.
Электродвигатель с мощностью 0,18 кВт
Частота вращения вала двигателя 1420 об/мин. Двигатель имеет II класс изделия с двойной изоляцией.
Рекомендации по обработке
Специалисты по работе с агрегатом советуют мастерам придерживаться нескольких правил:
- Выбор режимов обработки производится с учетом твердости и типа материала. Заготовки высокой твердости обрабатываются на низких оборотах.
- Крупногабаритные детали устанавливают на полу или подставке. Траверсу разворачивают в нужное положение.
- Фрезерование пазов выполняется при закрепленной пиноли. Заготовка устанавливается вдоль упора и подается вручную.
На токарной операции в пиноль устанавливается гребенка вместо патрона. В отверстие рабочего стола закрепляется вращающийся центр. Между ними располагается обрабатываемая деталь. Обработка ведется резцами с установкой специального приспособления.
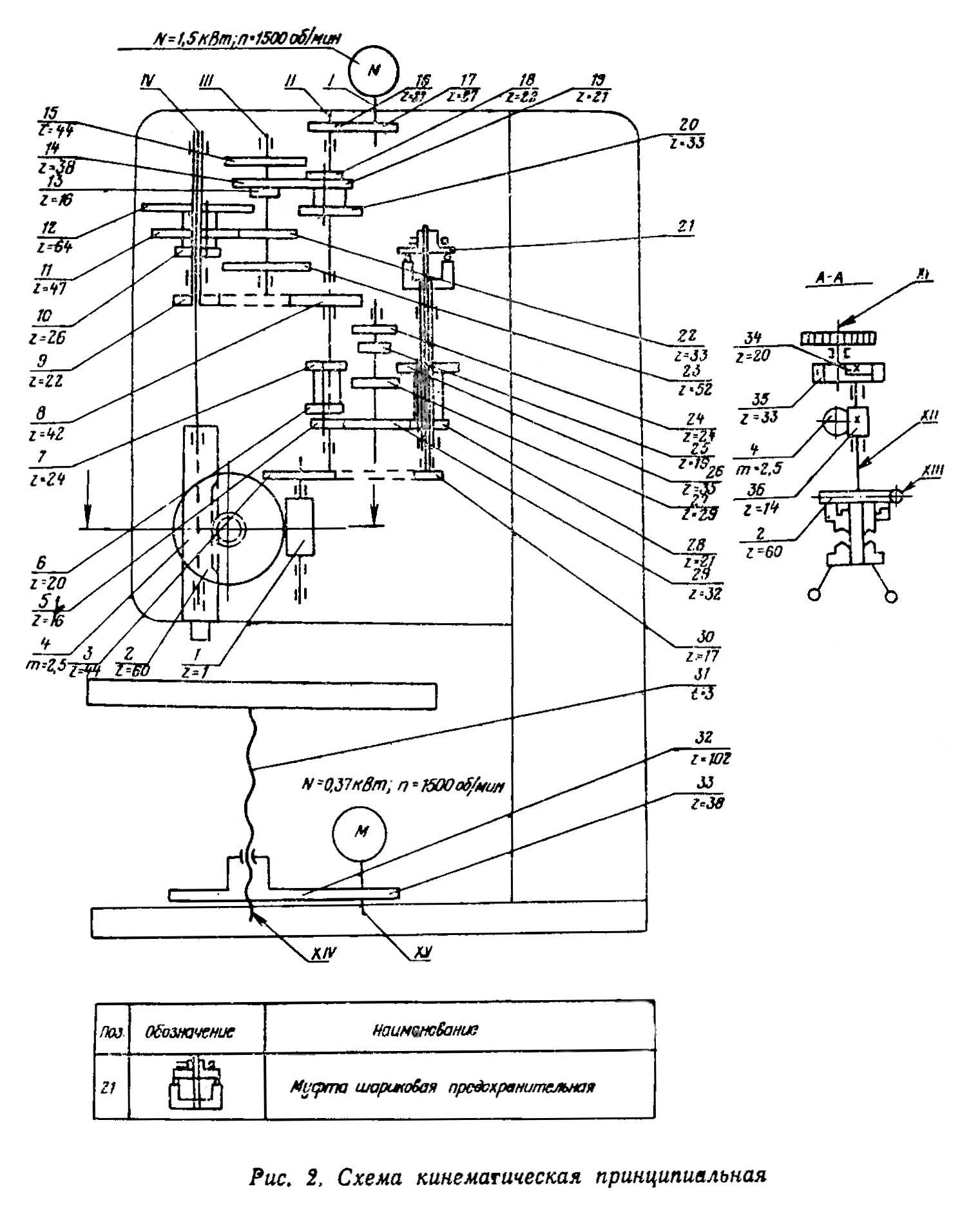
Кинематическая схема сверлильного станка 2Б118
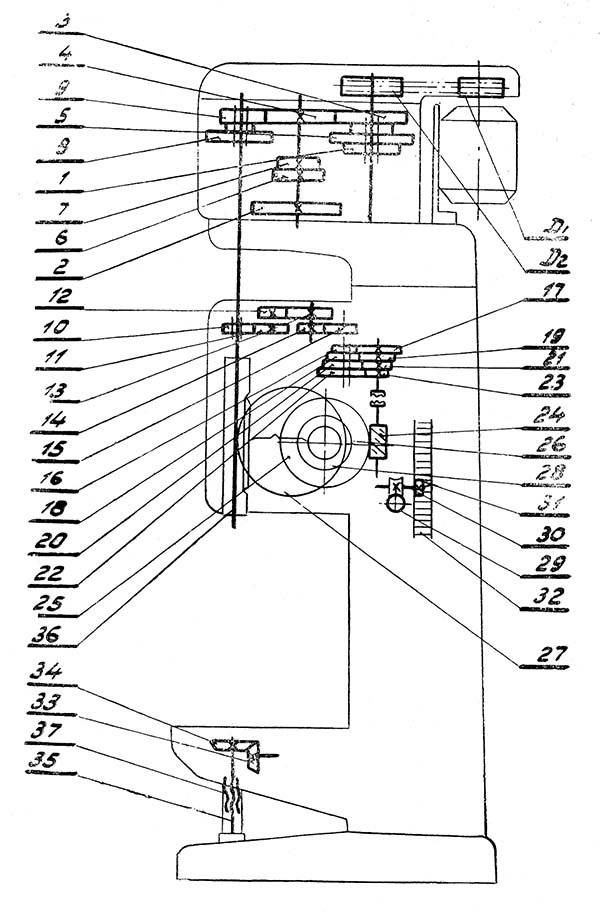
Кинематическая схема сверлильного станка 2Б118
Описание кинематической цепи станка
Кинематическая цепь служит (смотри стран. 11) для осуществления двух основных движений:
- Вращательного движения шпинделя;
- Вертикального перемещения (подачи) гильзы и шпинделя внутри.
Механизмы станка получают движение от индивидуального электродвигателя мощностью 1,7 кВт и с числом оборотов в минуту 2850, посредством клиноременной передачи через шкивы Д1, Д2. Клиновой ремень типа 0-800.

Шкив Д2 сидит на первом валу коробки скоростей, на котором находится подвижной тройной блок шестерен 1, 3 и 5, передающий вращение второму валу через неподвижно сидящие шестерни 2, 4 и 6,
Через шестерни 4, 7, сидящие на втором валу, вращение передается третьему валу, на котором находится двойной блок шестерен 8 и 9.
Третий вал представляет собой пустотелую гильзу, по шлицевому отверстию которой свободно перемещается шлицевой конец шпинделя.
Механизм подач получает движение по следующей цепи: от шестерни 10, сидящей на шлицевой части шпинделя через шестерни 11, 12, 13, 14 и 15 вращение передается пустотелому валику, на котором свободно вращаются шестерни 16, 18, 20 и 22, постоянно сцепленные с шестернями 17, 19, 21 и 23 Внутри пустотелого валика перемещается вытяжная шпонка, блокирующая шестерни 16, 18, 20 и 22, благодаря чему, получается четыре различных подачи. От вала, на котором неподвижно закреплены шестерни 17, 19, 21 и 23 через кулачковую муфту вращение передается червяку 24 и червячному колесу 25, сидящему на одном валу с шестерней 26, которая сцеплена с рейкой, нарезанной непосредственно на гильзе шпинделя 36. Таким образом, вращательное движение всего механизма преобразуется в поступательное движение шпинделя.
Шпиндель может перемещаться и от руки при помощи сидящего на горизонтальном валу штурвала. На горизонтальном валу сидит шестерня 28, сцепленная с шестерней внутреннего зацепления 27, на которой укреплен лимб установки глубины сверления,
Подъем кронштейна осуществляется вращением рукоятки через червяк 29, червячную шестерню 30 и реечную шестерню 31, сцепляющуюся с рейкой 32, укрепленной на колонне станка.
Подъем стола производится вращением рукоятки через конические шестерни 33, 34, винт 35 и гайку 37.
Стоимость ремонта сверлильные станки
| Вид работ | Стоимость |
| Профилактика Шпинделя | 9,000 руб. |
| Устранение сбоев в работе зажимного устройства | 19,000 руб. |
| Перегорание (повреждение) обмотки статора | 30,000 руб. |
| Замена подшипников с балансировкой ротора | 50,000 руб. |
| Замена датчиков шпинделя | 10,000 руб. |
| Техническое обслуживание | 10,000 руб. |
| Нестандартные работы | 10,000 руб. |
| Капитальный ремонт | 50,000 руб. |
| Модернизация станочного оборудования | 30,000 руб. |
Основная наша специализация — ремонт станков
Если ваш станок не работает, наш специалист приедет в кратчайшие сроки и починит его. Позвоните и проконсультируйтесь по тел: 8
Технологии
За счет использования современных приборов мы более точно определяем неисправности. И экономим ваши деньги на ремонте
Идеи
Если с вашим станок сломался не стантартно. Мы отправим его нашим техническим специалистам и они решат любую проблему
Скорость.
Вам нужно чтобы станок в кратчайшие сроки работал. Наши желания совпадают.

Прочитайте полезную информацию:
Причины неисправностей коробки скоростей станка, способы их устранения, стоимость
В статье рассказано о встречающихся поломках коробки скоростей токарного станка. Описаны их причины и способы устранения самостоятельно. Также дана приблизительная стоимость ремонта коробки скоростей станка в Москве.
Далее
Неисправности шпинделя и их устранение
В современном производстве используется множество станков с ЧПУ (с числовым-программным управлением). Станки беспрерывно работают круглыми сутками и как любая техника иногда имеет неисправности. Одним из основных элементов станков является шпиндель, рассмотрим какие поломки могут возникнуть при эксплуатации и можно ли их устранять самостоятельно.
Далее
Самостоятельный ремонт вала станка и уход за ним
В современном мире использование сложного оборудования сопряжено с его износом и поломкой. В частности, валы различных станков подвергаются колоссальным нагрузкам из-за большого объема работы, а иногда и из-за условий в которых они эксплуатируются. В статье рассмотрены основные причины поломки, а так же способы профилактики и и ухода за оборудованием. Так же освещены вопросы, о починки при различных повреждениях валов станков.
Далее
Стоимость ремонта станка
Любая техника при недостаточном уходе и несвоевременной диагностике выходит из строя. В данной статье читатель может найти информацию о видах станков, распространенных поломках, а также о действиях специалиста при ремонте.
Далее
Виды производственных станков, их наладка и обслуживание.
Для эффективной работы со станочным оборудованием, необходимо разбираться в типах и предназначении станков, уметь проводить наладку и самостоятельное обслуживание. В данной статье разберем основные виды станков и общие правила наладки.
Далее

При заключение договора на долгосрочное обслуживание вы получаете скидку до 20%. Не забываете на все виды работ у нас действует гарантия.
- инженер — механик
- Программист ЧПУ
- Инженер наладчик
- Электрик
- Электронщик
- Слесарь — ремонтник
Классификация оборудования
Принята система условных обозначений, которая позволяет легко разобраться в маркировке агрегатов. Трудность в расшифровке названия станка возникает при специализированном производстве, когда аббревиатура задается заводом производителем. В стандартном случае используется нумерация, основанная на десятичной системе.
В обозначение оборудования входит четыре цифры и несколько букв, последние могут находиться в любом месте. Буквы могут обозначать степень автоматизации, класс точности или новую модификацию. Рассмотрим значение цифр:
- Она определяет группу станков, в зависимости от выполняемой технологической операции. Всего существует девять групп.
- Указывает на тип оборудования, их насчитывается девять.
- Последние цифры показывают основной размер агрегата.
В нашем случае первая цифра (2), обозначает сверлильную группу. Вторая цифра (1), говорит о вертикально сверлильном типе станка. По последним цифрам определяем максимальный размер отверстия, которое может просверлить механизм. Буква (н) указывает на новую модификацию базовой модели.
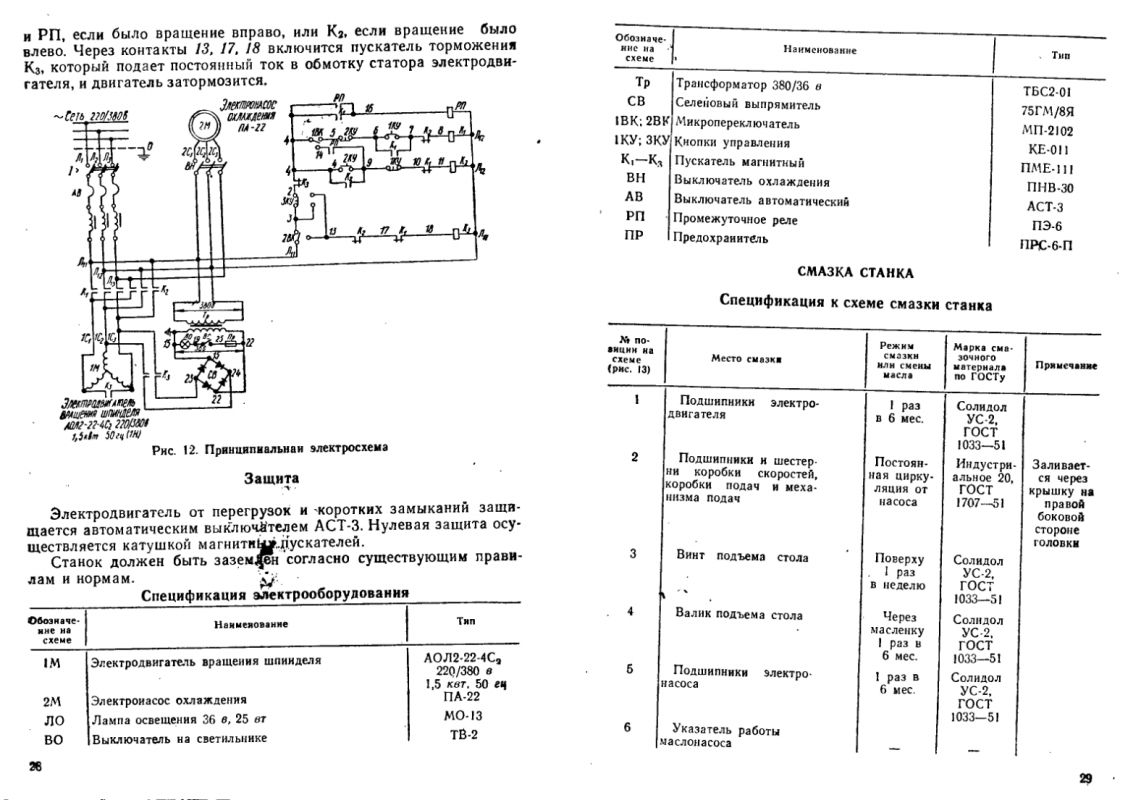
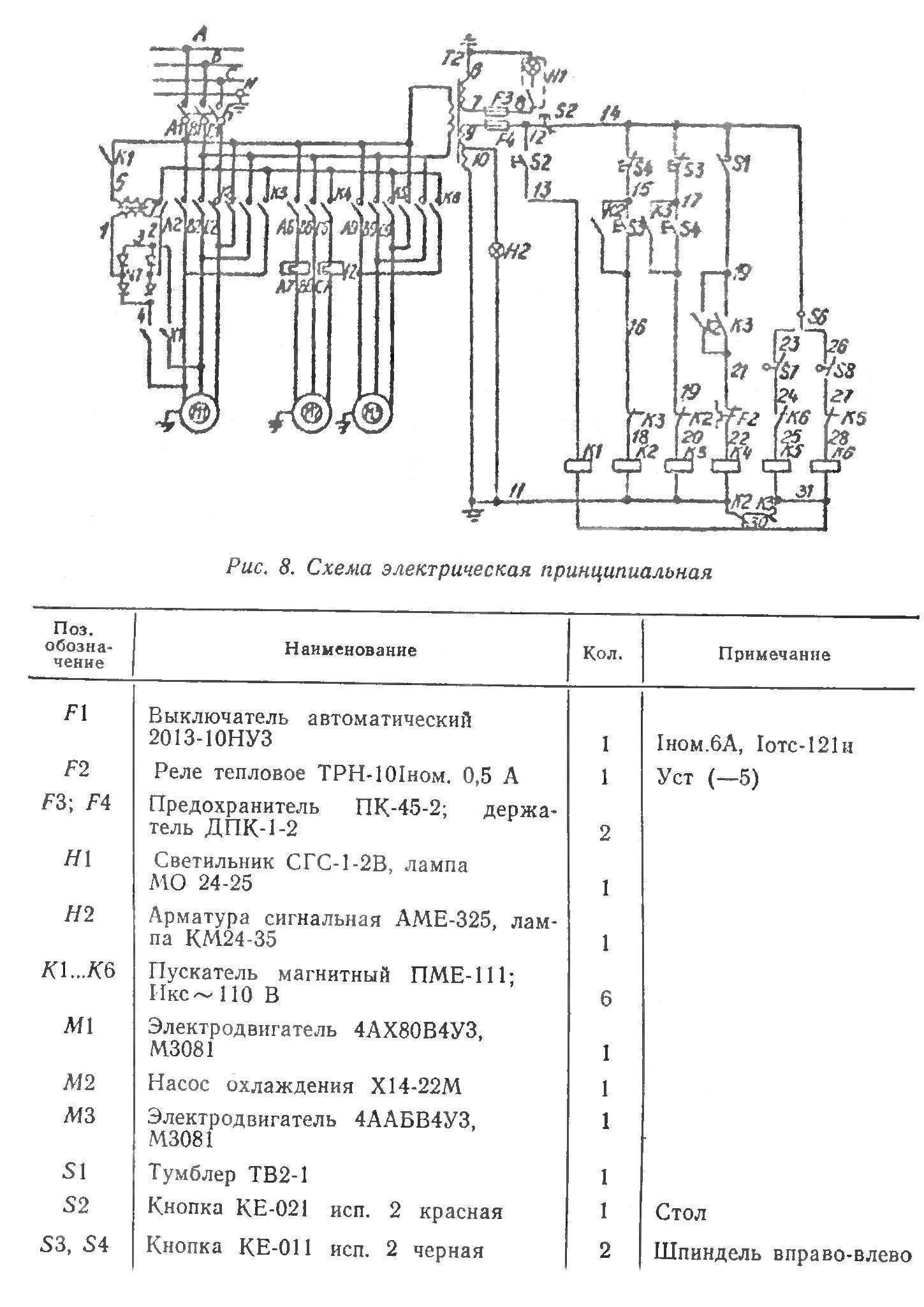
Электрооборудование и электрическая схема сверлильного станка 2Б118
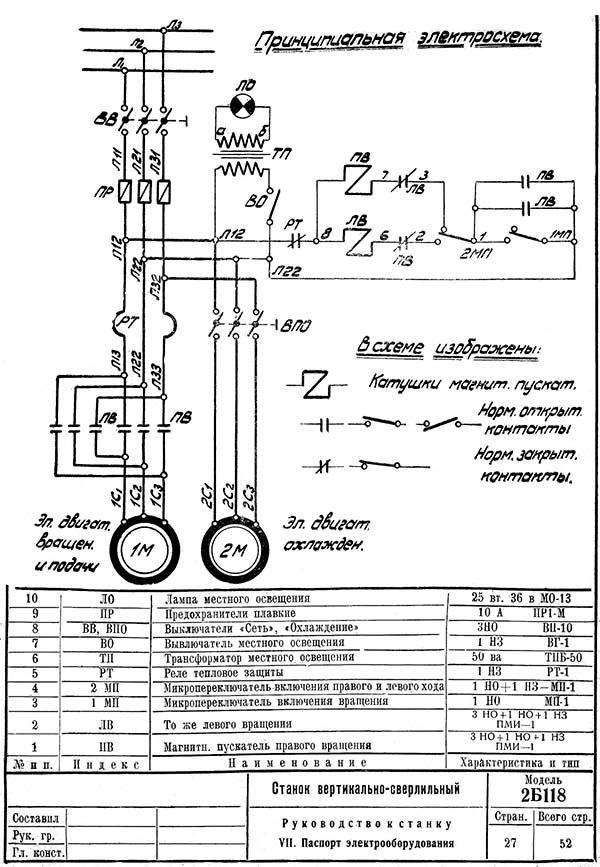
Электрическая схема сверлильного станка 2Б118

Электрооборудование станка состоит из следующих узлов:
- Электродвигателя вращения и рабочей подачи 1,7 кВт;
- Электронасоса охлаждения производительностью 22 л/мин 0,125 кВт;
- Пусковой аппаратуры, состоящей из 2-х пакетных выключателей и 2-х магнитных пускателей;
- Командной аппаратуры, состоящей из двух микропереключателей;
- Защитной аппаратуры, состоящей из плавких предохраните лей и теплового реле;
- Аппаратуры местного освещения, состоящей из понижающего трансформатора, однополюсного выключателя, кронштейна и лампы 36 В.
Вся пусковая и защитная аппаратура смонтирована в нише колонны на крышке. Проводка выполнена в металлорукавах, частично идущих внутри колонны.
Командоаппараты расположены с левой стороны кронштейна и управляются от рукоятки.
Аппараты ручного управления имеют выведенные наружу изолированные ручки или штифты.
Описание работы электросхемы
- 1. Поворотом выключателя „сеть» в положение „включено» подается напряжение на пусковую и защитную аппаратуру. Если необходимо охлаждение, то выключатель „охлаждение» ставится в положение „Включено»
- 2. Поворотом рукоятки в положение „Вправо» включается пускатель ПВ, катушка которого получает питание по цепи Л22—1-3-7-8—Л сначала через 1 МП, а затем через блок-контакты ЛБЛ20—1. Механическая часть электроуправления работает следующим образом: (см. рис. 7) вместе с рукояткой (1) поворачивается переключатель (2), который через шарик ведет сектор (3). Верхний шарик попадает в цековку сектора, освобождая пружину (4) и микропереключатель 2 МП. При дальнейшем повороте переключателя (2) и его скос нажимает на нижний шарик, отжимающий пружину (5). В результате этого замыкаются контакты 1 МП, происходит включение пускателя ПВ. При отпускании рукоятки переключатель (2) под действием фиксатора несколько отходит назад, освобождая 1 МП, но пускатель ПВ будет питаться через контакты ПВ.
- 3. Для останова рукоятка переводится в положение „Стоп». При этом переключатель через шарик ведет за собой сектор (3) верхний шарик выходит из цековки и через пружину (4) нажимает на 2 МП, контакты которого 1-3 размыкаются, отключая ПВ. Поворот сектора ограничен стопорным винтом (6).
- 4. Для включения левого вращения рукоятка переводится в положение „Влево». Сектор (3) повернут против часовой стрелки до упора в стопор (6), микропереключатель 2 МП нажат. Воздействие скоса переключателя через пружину и шарик на 1 МП вызывает включение ЛВ по цепи Л22—1-2-6-8—Л12В по цепи Л.
- 5. Стоп из этого положения получается за счет того, что при обратном движении рукоятки переключатель (2) через шарик ведет сектор (3),который поворачивается по часовой стрелке до упора в стопор (6). В этот момент верхний шарик попадает в цековку сектора (6). Вследствие этого пружина перестает воздействовать на 2 МП, контакты которого 1-2 размыкаются, вызывая отключение пускателя ЛВ.
- 6. Таким образом включение пускателей осуществляется микропереключателем 1 МП при пережиме рукоятки в любое крайнее положение с последующим освобождением 1 МП за счет фиксатора. Этим самым осуществляется нулевая защита. Отключение пускателей осуществляется за счет 2 МП, который срабатывает при движении рукоятки в положение „Стоп». Следует отметить, что срабатывание 2 МП происходит вначале движения рукоятки и заканчивается при повороте рукоятки из крайних положений через 8—10 градусов. При общем повороте рукоятки на 60 градусов остальные 50 градусов соответствуют положению „Стоп», что обеспечивает большую надежность отключения, вращения.
- 7. Местное освещение, питаемое с напряжением 36 в. имеет свой выключатель, установленный на крышке шкафа.
- 8. Защита. Схемой предусмотрена защита от коротких замыканий,: от перегрузки и нулевая защита.
- 9. Станок должен быть заземлен, согласно существующим правилам и нормам. Колонна станка имеет для этого специальный болт с двумя шайбами.
- 10. Уход за электрооборудованием — согласно типовым инструкциям в зависимости от окружающей среды.
Технические характеристики станка 2118
| Наименование параметра | 2н118 | 2118 |
| Основные параметры станка | ||
| Наибольший диаметр сверления, мм | 18 | 18 |
| Наименьшее и наибольшее расстояние от торца шпинделя до стола | 0…650 | 0…650 |
| Расстояние от оси вертикального шпинделя до направляющих стойки (вылет), мм | 200 | 200 |
| Рабочий стол | ||
| Размеры рабочей поверхности стола (длина х ширина), мм | 360 х 320 | 350 х 340 |
| Число Т-образных пазов Размеры Т-образных пазов | 3 | 3 |
| Наибольшее вертикальное перемещение стола (ось Z), мм | 350 | 445 |
| Перемещение стола на один оборот рукоятки, мм | 2,4 | |
| Шпиндель | ||
| Наибольшее перемещение шпиндельной головки, мм | 300 | 150 |
| Перемещение шпиндельной головки на один оборт маховичка, мм | 4,4 | |
| Ход гильзы шпинделя, мм | 150 | |
| Перемещение шпинделя на одно деление лимба, мм | 1 | |
| Перемещение шпинделя на один оборот маховичка-рукоятки, мм | 110 | |
| Частота вращения шпинделя, об/мин | 180 — 2800 | 300, 450, 735, 1200, 1980, 3100 |
| Количество скоростей шпинделя | 9 | 6 |
| Наибольший допустимый крутящий момент, кг*см | 880 | |
| Конус шпинделя | Морзе 2 | Морзе 2 |
| Механика станка | ||
| Число ступеней рабочих подач стола | 6 | 1 |
| Пределы вертикальных рабочих подач на один оборот шпинделя, мм/об | 0,1 — 0,56 | 0,2 |
| Наибольшая допустимая сила подачи, кгс | 560 | |
| Торможение шпинделя | есть | |
| Привод | ||
| Электродвигатель привода главного движения Тип | АОЛ2-22-4С2 | А-41/6 |
| Электродвигатель привода главного движения Число оборотов в минуту, об/мин | 1420 | 930 |
| Электродвигатель привода главного движения Мощность, кВт | 1,5 | 1,0 |
| Электронасос охлаждающей жидкости Тип | ПА-22 | ПА-22-А |
| Габарит и масса станка | ||
| Габариты станка (длина ширина высота), мм | 870 х 590 х 2080 | 875 х 550 х 2005 |
| Масса станка, кг | 450 | 450 |
К
атегория:
Сверление металла
Вертикально-сверлильный станок модели 2118
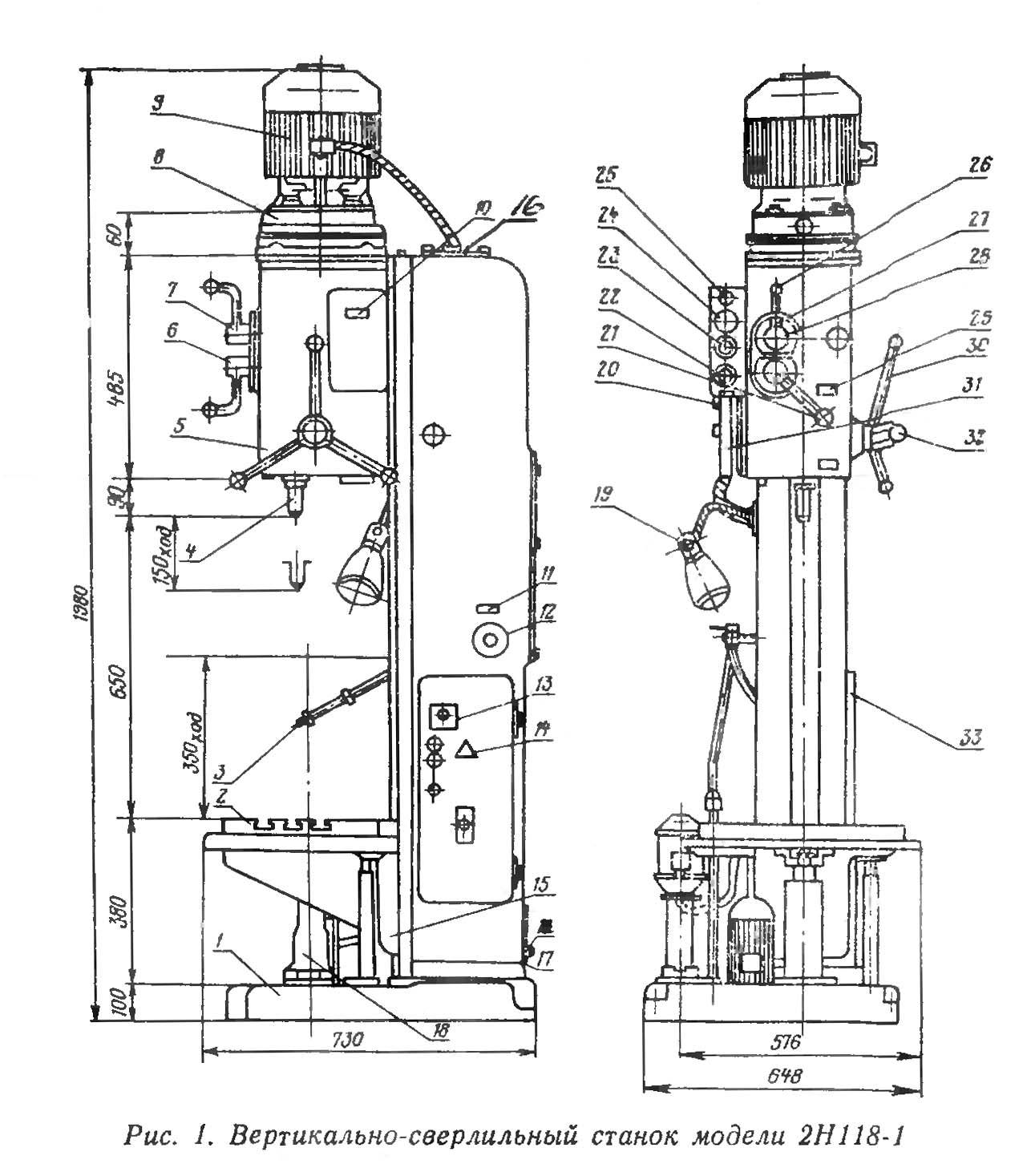
Вы уже познакомились с устройством сверлильного станка НС-12. На таких станках можно просверлить отверстие с наибольшим диаметром 12 мм. Но в ряде случаев нужны отверстия гораздо большего диаметра. В этом случае сверлят на более мощных станках. С одним из таких станков мы сейчас и познакомимся. Это вертикально-сверлильный станок модели 2118.

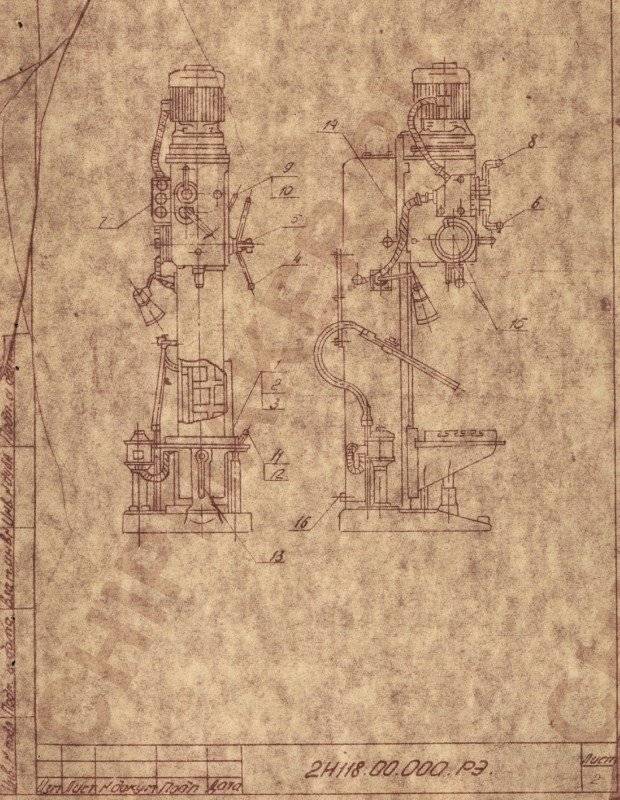

Он состоит из основания, колонны, коробки скоростей, направляющего кронштейна, в котором смонтированы механизм подачи и шпиндельный узел, и стола. Коробка скоростей с электродвигателем установлена на верхней части колонны.
Разные по твердости металлы обрабатываются при разных скоростях. Скорость вращения сверла подбирается с учетом его материала и диаметра. Порядок настройки станков разной конструкции на нужную скорость различный. Так, на настольных сверлильных станках НС-12 скорость меняется путем переброски ремня с одной ступени шкива на другую. У сверлильного станка 2118 переключаются рукоятки зубчатых колес в коробке скоростей.
При сверлении инструмент и заготовка нагреваются. Попробуйте быстро потереть ладони друг о друга.
Почувствовали тепло? То же самое происходит и со сверлом. Но только инструмент нагревается очень сильно. Раскаленное сверло быстро тупится, плохо режет металл. Чтобы этого не случилось, во время работы инструмент охлаждают специальной жидкостью: мыльной и содовой водой, масляными эмульсиями. При этом горячее сверло отдает часть тепла жидкости и охлаждается, а жидкость нагревается. Поэтому основание станка сделано пустотелым и служит одновременно баком для сбора охлаждающей жидкости.
Детали при сверлении устанавливают на столе, который может подниматься и опускаться с помощью специальной рукоятки. Запомните! Маленькие отверстия лучше сверлить на большой скорости, а отверстия большого диаметра — на малой.
Вертикально-сверлильный станок 2Н118 – универсальный агрегат, его мощность поражает специалистов и любителей точного сверления.
Сверлильный станок 2н118 предназначен для таких действий, как сверление, зенкование, развертывание отверстий, а также подрезания торцов деталей, при условии использования специальной насадки.
Основная сфера использования – предприятия среднего и малого профиля, где продукция выпускается небольшими партиями. Кузница оборудования – Молодеченский завод МСЗ, Республика Беларусь.
При проведении операции по сверлению, приходит в действие вращательное движение головки и шпиндель на движущей основе. Как видим, механизм довольно прост, ничего лишнего
При определении параметров сверления берутся во внимание показатели по диаметру сверления, длине вылета самого шпинделя