

Выбор и обоснование применённой электрической схемы.
Разберём характеристики и сравним два фрезерных станка FA 5A-U и 6Р 82.
Характеристика станка FA 5A-U.
Этот станок предназначен для широкого диапазона операций на деталях среднего размера при индивидуальном так и серийном производстве.
На станке возможна регулировка числа оборотов, а также большой диапазон скорости подач, что делает возможным на станке обрабатывать все сорта материалов от твёрдых легированных сталей до лёгких сплавов, при выгодных параметрах резания.
Обращаем внимание, что на этом станке можно, вследствие высокой границы числа оборотов шпинделя и больших скоростей подач, экономно использовать не только инструмент с пластинками из твердого сплава, что позволяет и жесткая конструкция самого станка. Универсальное использование фрезерного станка FА 5А значительно расширяют специальные принадлежности
При применении дополнительных фрезерных головок, делительных аппаратов и поворотных столов, на станке можно фрезеровать прямые и винтовые канавки на цилиндрических и конусных поверхностях, зубья на цилиндрических колесах и на рейках, спиральные кулачки, круговые канавки, а также осуществлять сверление цилиндрических отверстий
Универсальное использование фрезерного станка FА 5А значительно расширяют специальные принадлежности. При применении дополнительных фрезерных головок, делительных аппаратов и поворотных столов, на станке можно фрезеровать прямые и винтовые канавки на цилиндрических и конусных поверхностях, зубья на цилиндрических колесах и на рейках, спиральные кулачки, круговые канавки, а также осуществлять сверление цилиндрических отверстий.
Рабочие возможности станка можно еще расширить использованием устройства для попутного фрезерования или устройства для автоматического цикла.
Техническая характеристика оборудования
Универсальный фрезерный станок модели FА 5А выпускается на напряжение трёхфазной сети 380В с частотой 50Гц.
На данном станке применяются следующие величины напряжения и переменного тока:
— силовая цепь 3-50 Гц, 60 Гц, — 220, 380, 400, 415, 440В;
— цепь управления 50 Гц, 60 -110 или 220В;
— цепь местного освещения 50 Гц — 36, 24 или 110В;
— цепь электродинамического торможения — 56-60В (для сети 380-440В) и 36В (для сети 220В).
Основные параметры электродвигателей.
Электродвигатель главного привода (на схеме обозначается М1). Тип АР 644/4 Н 5 . Мощность 15кВт. Частота вращения при 50Гц 1455 об/мин.
Электродвигатель подачи стола (на схеме обозначается М2).
Тип АР 344/4 Н 7. Мощность 2,2кВт. Частота вращения при 50Гц 1430 об/мин.
Электронасос охлаждения (на схеме обозначается МЗ). Тип СОА 4-12. Мощность 0,15кВт. Частота вращения при 50Гц 2800 об/мин.
Смазочный насос (на схеме обозначается М4). Тип СЗР 1. Мощность 0,067кВт. Частота вращения при 50Гц 1400 об/мин.
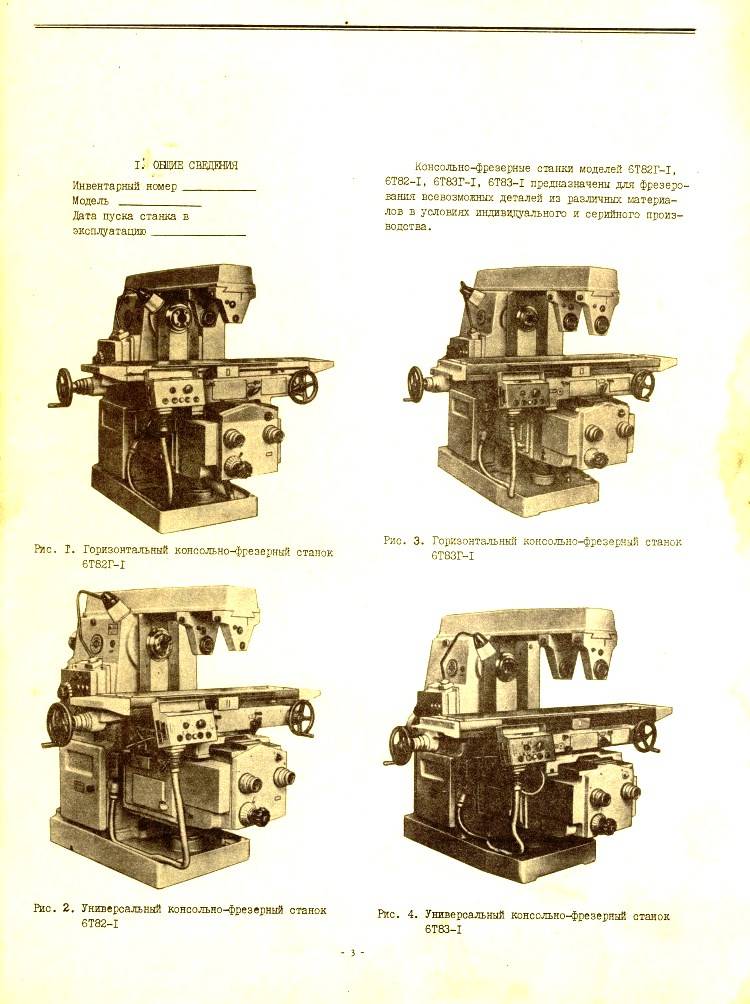
Характеристика станка 6Р 83.
Широкоугольный консольно-фрезерный станок 6Р 83 предназначен для выполнения различных фрезерных работ в условиях индивидуального производства.
На станке можно изготовлять металлические модели, штампы, пресс-формы, шаблоны, кулачки, и т.п.
Для обработки различного вида поверхностей, а также крупногабаритных деталей превышающих по своим размерам габарит стола, шпиндельная головка смонтирована на выдвижном хоботе и может поворачиваться под любым углом в двух взаимно перпендикулярных плоскостях.
Горизонтальный шпиндель станка может быть использован при обработке плоскостей торцовыми и цилиндрическими фрезами. Возможна как раздельная, так и одновременная работа обоими шпинделями. При установке серег станки могут быть использованы как обычные горизонтально: фрезерные.

Технологические возможности станка могут быть расширены с применением делительной головки, круглого поворотного стола и других приспособлений.
Техническая характеристика и жесткость станков позволяют полностью использовать возможности быстрорежущего твердосплавного инструмента.
Перечисленные выше достоинства данного станка позволяют отдать им предпочтение при выборе оборудования для цеха.
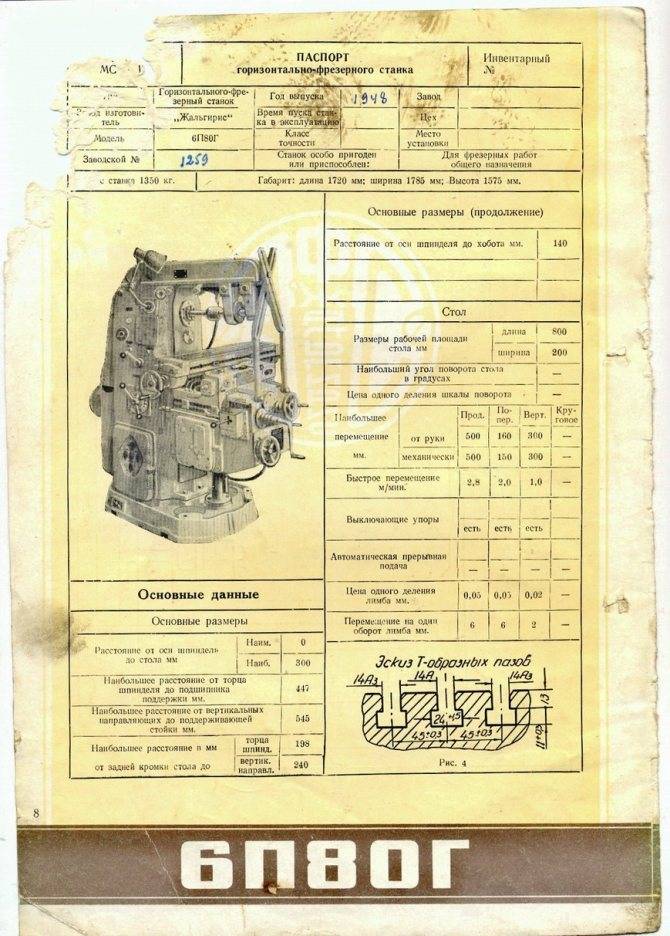
Технические характеристики
Паспорт изделия прикладывается к каждому станку, в нем детально прописываются технические характеристики. Масса оборудования составляет 2900 килограмм, понятно, что для домашней мастерской он не подойдет. Мощностью двигателя при этом составляет от 7,5 кВт (в модели 6Р83 показатель начинается от 8 кВт, в этом состоит главное отличие моделей). Максимальны размеры заготовки составляют 8х24х37 сантиметров.
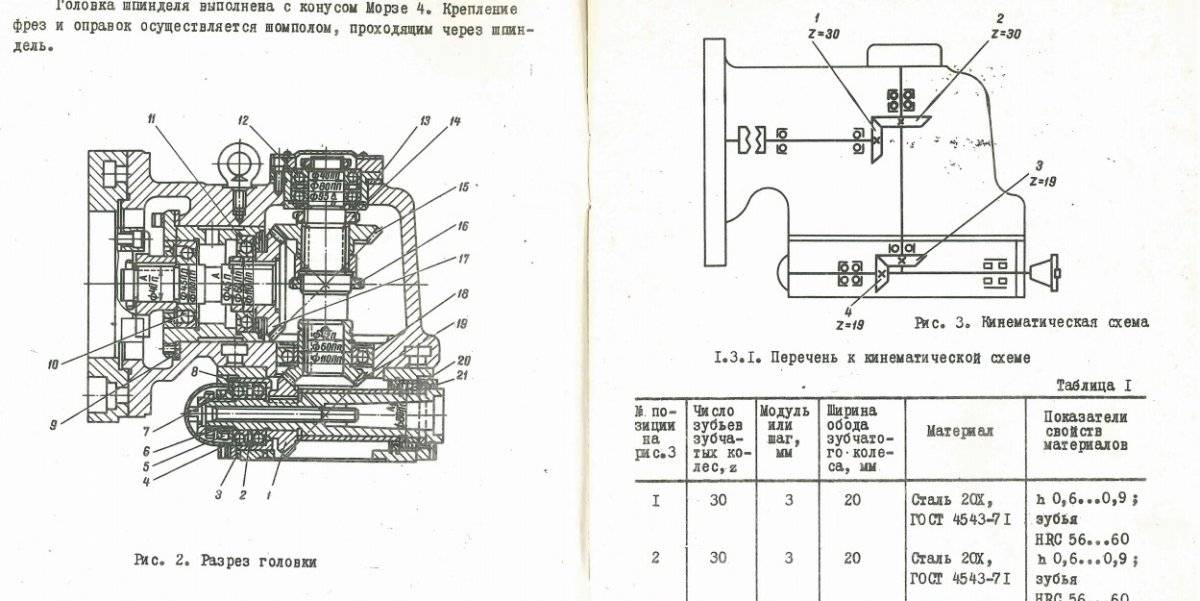
Станок отличается высокими показателями числа оборотов — до 1600 в минуту. Это качество обеспечивается особенностями шпинделя, который имеет 19 скоростей вращения. Это не только помогает достичь хорошего значения числа оборотов, но и варьировать скорости для достижения оптимального результата работы.
Шпиндель по ГОСТу 24644, конус Морзе КМ50. Устройство закрывается специальным шомлотом, а его конец в свою очередь затягивают колпаком.
В коробке передач насчитывается 19 скоростей. При этом есть поперечное и продольное направление до 1250 оборотов в минуту в горизонтальном направлении. В вертикальном, максимальные показатели достигают 416 оборотов за минуту. В поперечном направлении коробка дает перемещение стола на 1 метр в минуту, а в продольном — до 3 метров.
В обязательном порядке проверяют работоспособность пружины фиксатора лимбов, зазоры в подшипниках, предохранительную муфту. Осмотр деталей механизма проводят как минумум раз в три цикла.
Поворотный стол раздвигается на 45 градусов. Это позволяет фиксировать заготовку в удобном положении. В результате обрабатывается труднодоступные части детали.
Технические характеристики фрезерного станка высоки. Его пользуют по основному предназначению как твердосплавный инструментарий.
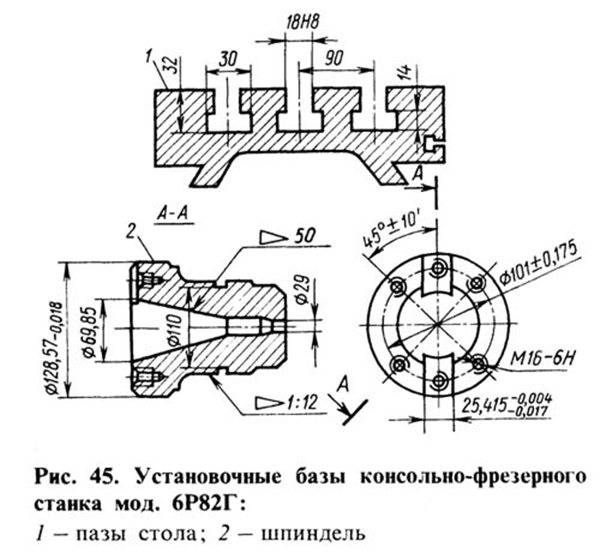
Габаритные размеры рабочего пространства
Параметры рабочей зоны характеризуют размеры и конструктивное оформление рабочего стола, уточняют присоединительные базы шпинделей и относительное взаиморасположение хобота с остальными узлами.
Закрепление обрабатываемых заготовок на столе выполняется при помощи механических или гидравлических (реже) зажимов/прихватов. На рабочем столе предусмотрены Т-образные пазы крепления, размеры и конструктивное оформление которых соответствуют техническим требованиям ГОСТ 1574-91. Всего на столе имеется три сквозных паза. Расстояние от продольной оси рабочего стола до поверхности вертикальной стойки должно составлять 250-260 мм. что определяет максимальные поперечные размеры заготовок, фрезеруемых на неподвижном столе.
Читать также: Ручная аргонно дуговая сварка
При наибольшей горизонтальной подаче стола этот параметр можно увеличивать, но не более, чем до 900 мм. Иначе возникает опрокидывающий момент, увеличивающий нагрузки на зажимы и приводящий к снижению точности резания металла. Гидрозажимы по соображениям безопасности не рекомендуются к применению в том случае, если стол находится далеко от боковой плоскости вертикальной стойки станка.
Наибольшая вертикальная регулировка рабочего стола составляет 450 мм, при этом размеры исходной заготовки в поперечном направлении не могут превышать 560 – 570 мм. С целью исключения ударных усилий при черновом фрезеровании поверхностей со сложным рельефом зазор между нижней поверхностью фрезы и верхней частью заготовки в начальный момент обработки не может быть менее 15 мм.
Длина рабочей части стола – 1600 мм, допускается установка и более длинных в плане заготовок, если они не мешают повороту хобота и инструментальных головок. Нижняя опорная поверхность заготовки должна совпадать с опорной поверхностью стола не менее чем на 75%, при этом возможные зазоры проверяются при помощи щупов по ГОСТ 882-75.
На размеры рабочего пространства влияют также размеры посадочных мест под фрезы. В частности, поперечный размер хвостовика фрезы, которая устанавливается в горизонтальный шпиндель, составляет 29 мм, а фрезы, которая устанавливается в головку – 19 мм. Прочие размеры определяются техническими требованиями ГОСТ 836-72.
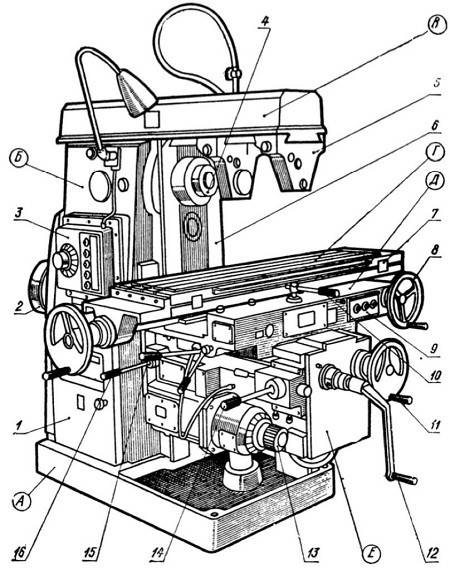
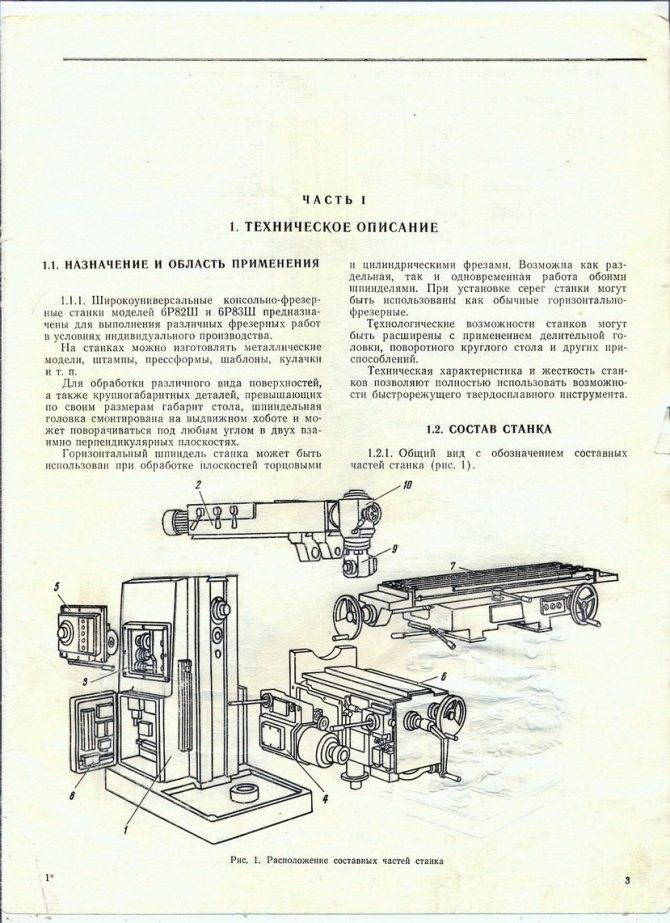
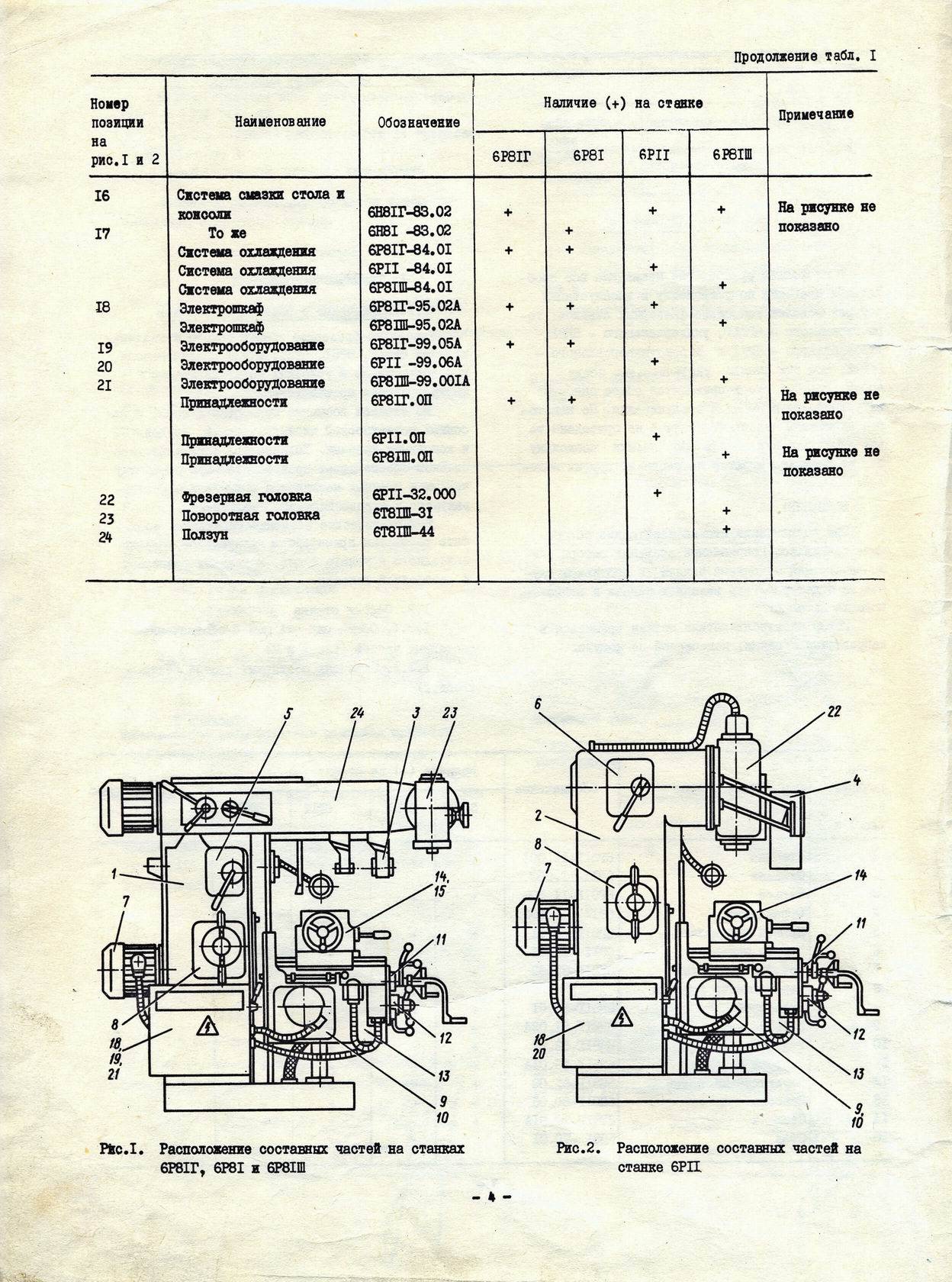
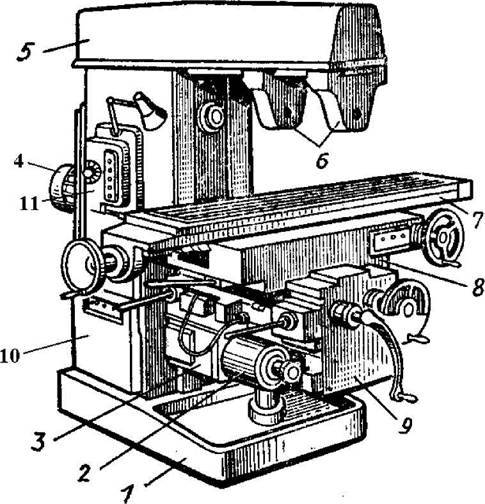
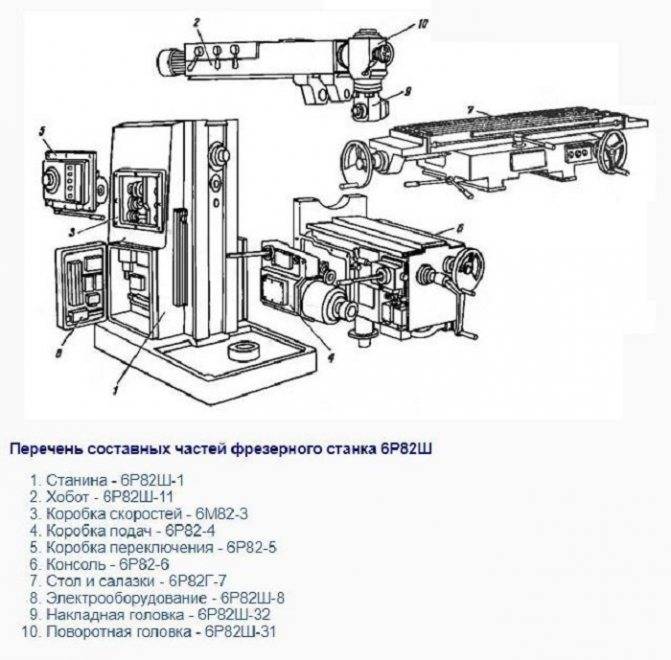
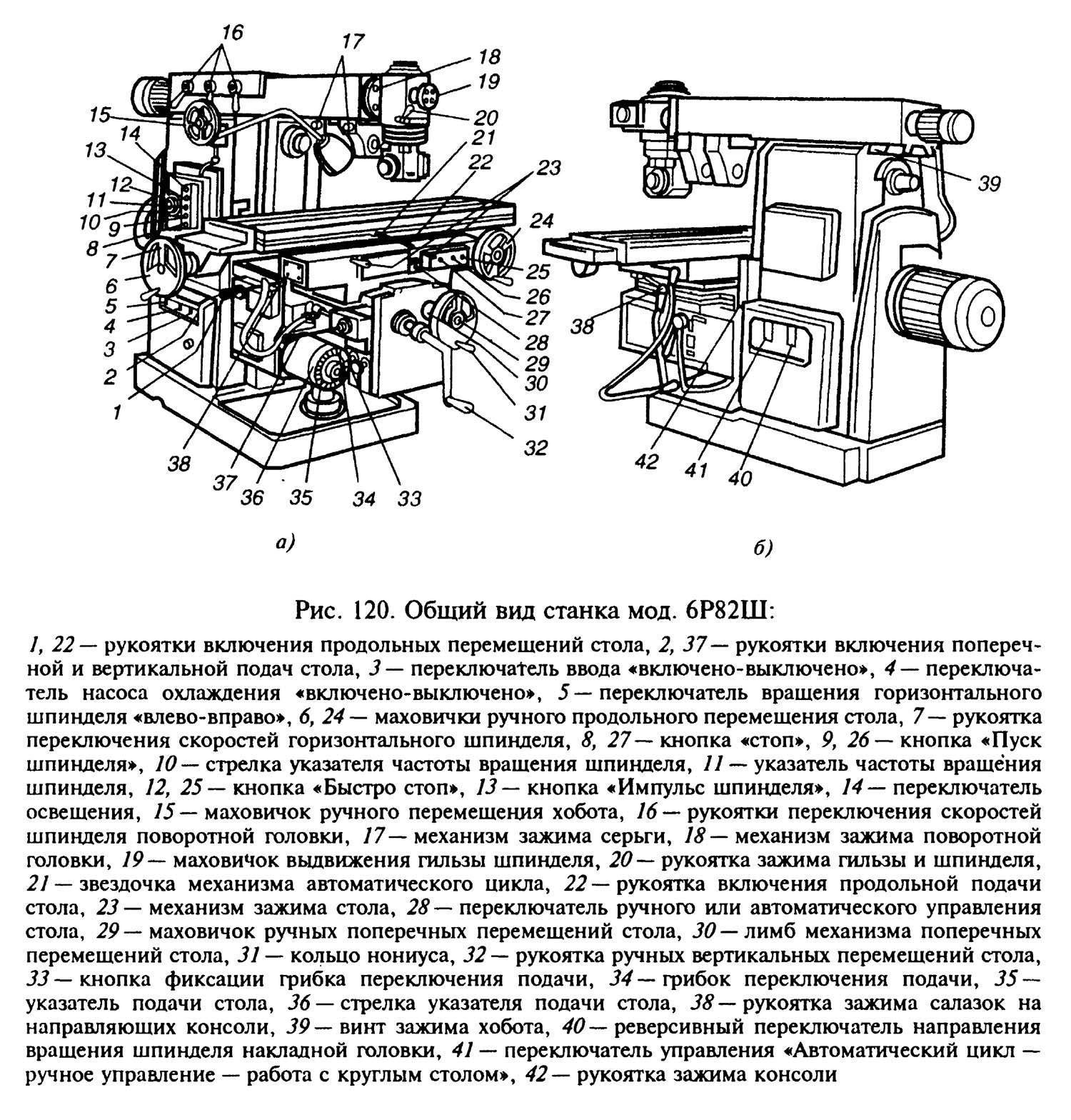
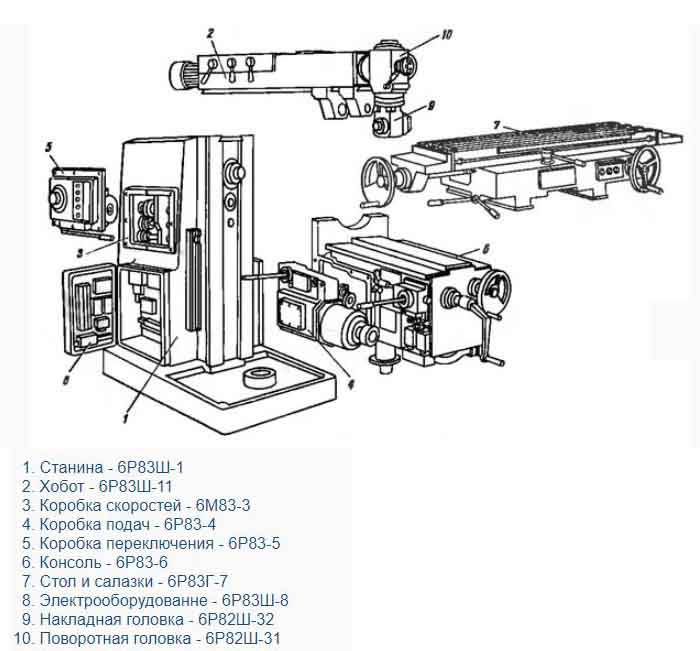
Перечень и расположение составных частей
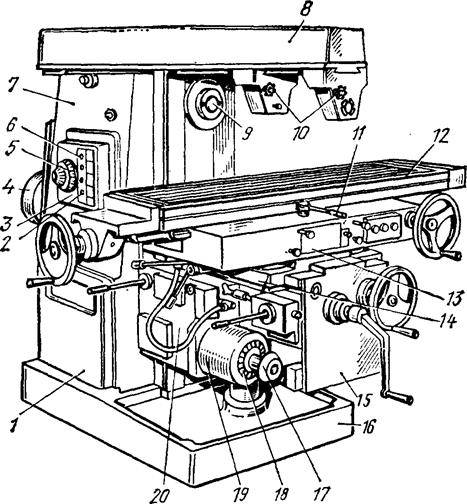
Станок 6Р82Ш состоит из следующих основных частей:
- вертикальная основа (станина) с направляющими;
- фундаментная плита;
- инструментальная консоль с наличием подвижных салазок;
- поворотная плита (хобот);
- рабочий стол;
- скоростная коробка, которая спрятана внутри станины;
- механизм коробки передач;
- поворотная или дополнительная головка;
- органы управления станком;
- емкости, содержащие смазочно-охлаждающую жидкость.
В итоге рабочий стол может передвигаться по всем трем координатам. Чтобы исключить вибрации центр тяжести расположен ниже поверхности рабочего подвижного стола.
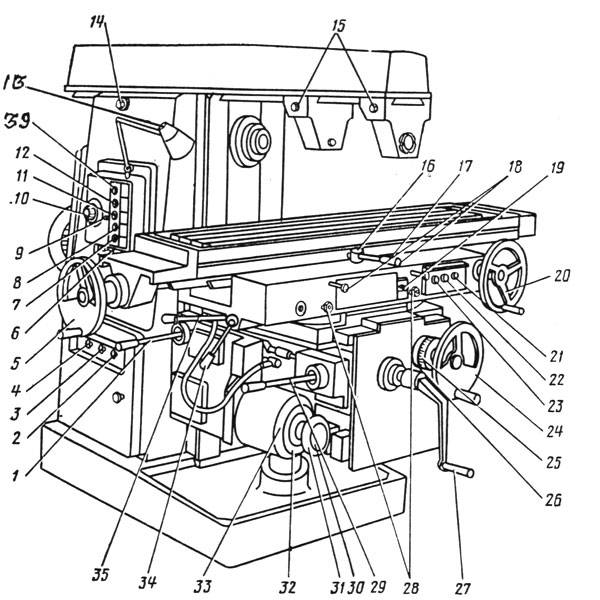
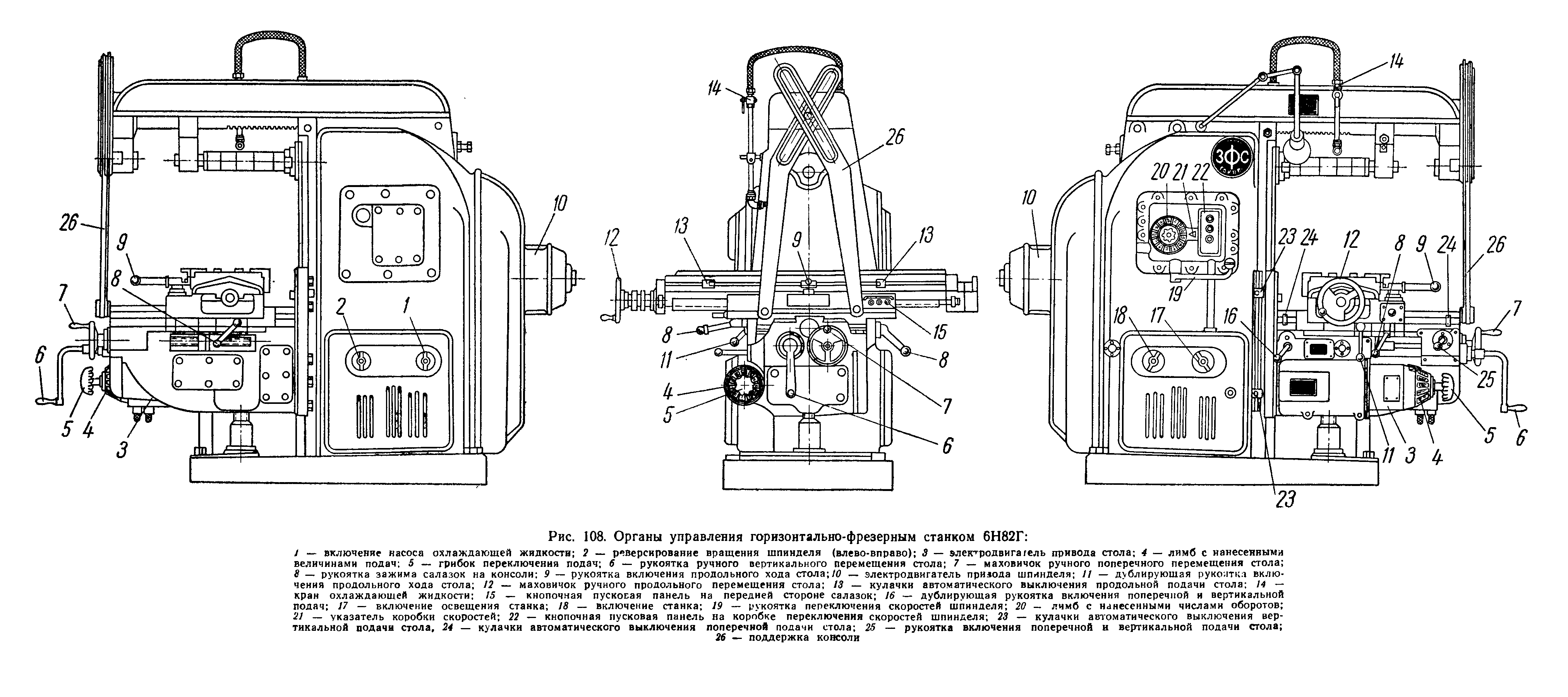
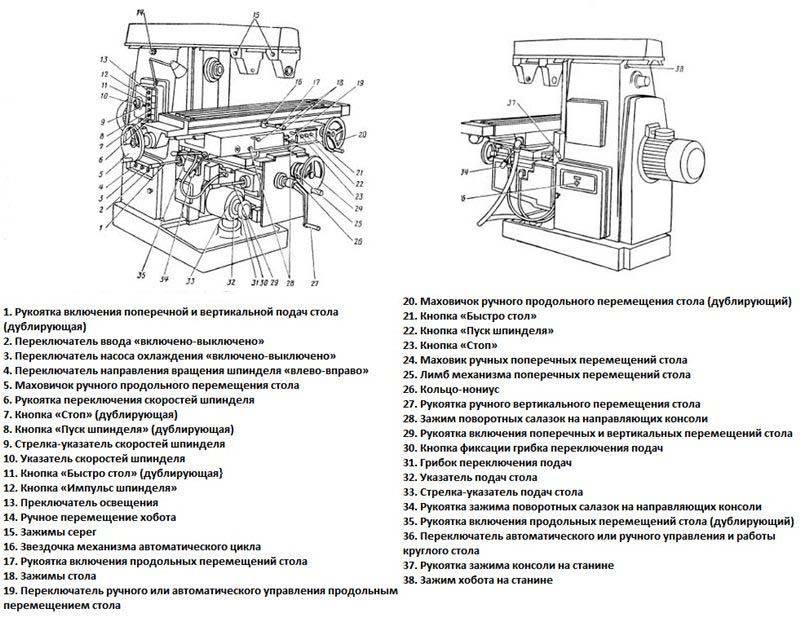
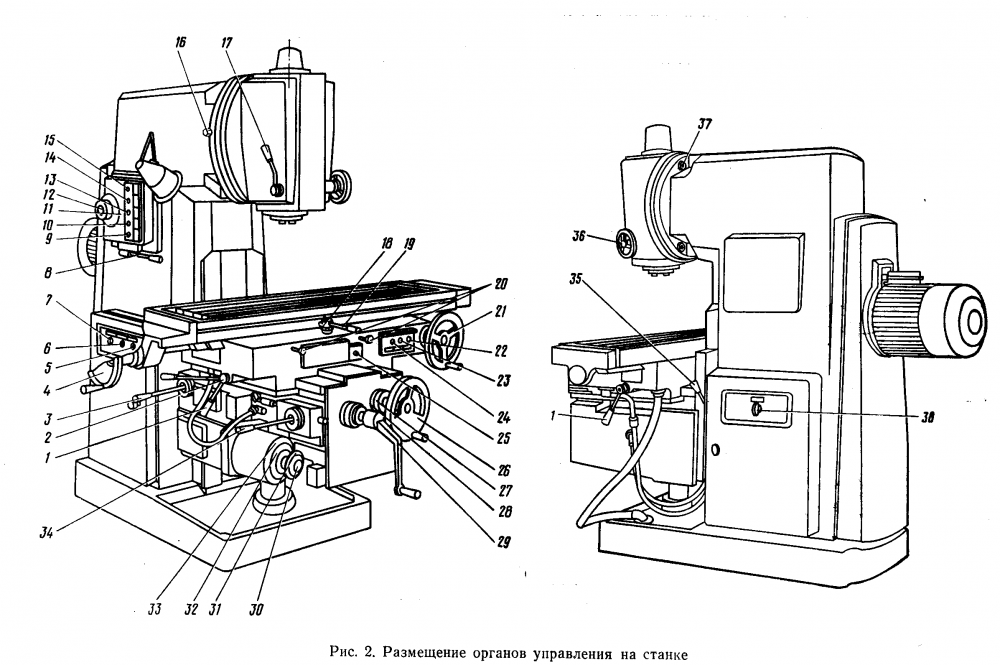
Перечень органов управления
Станок 6Р82Ш может работать в ручном и автоматическом режимах. В последнем случае дополнительно может быть осуществлено перемещение фрез по замкнутому прямоугольнику, замедление подачи инструмента или заготовки, включение привода подачи смазки и смазочно-охлаждающей жидкости.
В состав органов управления входят:
- Рукоятки для переключения режимов действия механизма подач и коробки скоростей;
- Кнопки включения и выключения узлов;
- Маховички ручного перемещения стола;
- Панель управления режимами вращения шпинделей;
- Рукоятки перемещения подвижной панели;
- Панель управления движением подвижных салазок;
- Кнопки аварийного отключения станка.
Принцип управления работой фрезерного станка марки 6Р82Ш основан на комбинированном использовании показаний цифровых индикаторов (положения стола, шпинделей) и ручного управления основными узлами при помощи градуированных маховичков. Рукоятки предусмотрены на обеих боковых поверхностях стойки. Схема станка допускает его модернизацию с установкой системы автоматизированного управления.
О модели 6Р81
Горизонтальный фрезерный станок 6Р81 – это высоконадежное оборудование, используемое для обработки заготовок из черных и цветных металлов, а также из пластика. Машина способна обрабатывать изделия с помощью различных фрез, в том числе с помощью специальных узкоцелевых инструментов.

Ключевой особенностью конструкции фрезерного станка 6Р81 является то, что ею предусмотрен большой диапазон передач шпинделя и много вариантов подач стола, который перемещается в трех направлениях. Такая особенность 6Р81 дает возможность мастеру выбирать наиболее подходящий формат обработки заготовки, что очень удобно и сказывается на результатах работы. Заметим, что шпиндель и рабочий стол приводится в движение независимыми друг от друга электрическими моторами.

Сфера применения 6Р81 достаточно широка. Сегодня агрегат можно увидеть как в небольшой «бытовой» мастерской, так и на крупном предприятии. Несмотря на то, что с момента своего появления на свет она устарела в моральном и физическом плане, поразительная ремонтопригодность и надежность основных узлов дает возможность успешно эксплуатировать в наши дни агрегаты, выпущенные не одно десятилетие назад.
Чтобы иметь более подробное представление об этой модели, имеет смысл узнать ее технические характеристики. Основные параметры 6Р81 представим в виде списка:
- Мощность двигателя – 5.5 кВт;
- Мощность двигателя подач – 1.5 кВт;
- Электронасос системы охлаждения типа Х14-22М мощностью 120 Вт;
- Выключающиеся упоры подачи – в наличии;
- Тормозная муфта шпинделя – в наличии;
- Шариковая антиперегрузочная пара – в наличии;
- Частотный диапазон вращения шпинделя – от 31.5 до 1600 оборотов;
- Количество подач стола – 16;
- Диапазон расстояний между шпинделем и столом – от 50 до 370 мм;
- Габариты рабочей поверхности – 250х1000 мм;
- Масса – 2280 кг;
- Габариты – 480х1990х1630 мм.
Описание электрооборудования фрезерных станков. Видеоролик.
Список литературы:
Консольно-фрезерные станки 6Р82, 6Р83, 6Р82Г, 6Р83Г, 6Р82Ш, 6Р83Ш, 6Р12, 6Р13, 6Р12Б, 6Р13Б. Руководство по эксплуатации электрооборудования 6Р82.ЭО.000 РЭ1,
Игнатов В.А. Электрооборудование современных металлорежущих станков и обрабатывающих комплексов, 1991
Комаров А.Ф. Наладка и эксплуатация электрооборудования металлорежущих станков, 1975
Розман Устройство, наладка и эксплуатация электроприводов металлорежущих станков, 1985
Чернов Е.А. Комплектные электроприводы станков с ЧПУ, 1989
Харизоменов И.В. Электрическое оборудование металлорежущих станков, 1958
Связанные ссылки. Дополнительная информация
- Фрезерные станки: общие сведения, классификация, обозначение
- Сравнительные характеристики консольно-фрезерных станков серий 6Н, 6М, 6Р, 6Т
- Коробка подач консольно-фрезерных станков серии 6М: 6М12П, 6М13П, 6М82, 6М83, 6М82Ш, 6М83Ш
- Коробка подач консольно-фрезерных станков серии 6Р: 6Р12, 6Р13, 6Р82, 6Р83, 6Р82Ш, 6Р83Ш
- Коробка подач консольно-фрезерных станков серии 6Т: 6T12, 6T13, 6T82, 6T83, 6Т82Ш, 6Т83Ш
- Технология ремонта фрезерных станков
- Регулировка фрезерных станков
- Фрикционная муфта. Фрикционный вал. Муфты фрикционные в металлорежущих станках
- Автоматические циклы фрезерных станков (6Р12)
- Испытания и проверка металлорежущих станков на точность
- Справочник универсальных фрезерных станков
- Заводы производители металлорежущих станков в России
- Производители фрезерных станков в России
Электрооборудование фрезерных станков Горьковского станкозавода, ГЗФС
Электрооборудование фрезерных станков 6T12, 6T13, 6T82, 6Т82Г, 6Т82Ш, 6T83, 6Т83Г, 6Т83Ш
Электрооборудование фрезерных станков 6P12, 6P13, 6Р82, 6Р82Г, 6Р82Ш, 6Р83, 6Р83Г, 6Р83Ш, 6Р12Б, 6Р13Б
Электрооборудование фрезерных станков 6М12П, 6М12ПБ, 6М13П, 6М13ПБ, 6М82, 6М82Ш, 6М82ГБ, 6М83, 6М83Ш
Электрооборудование фрезерных станков 6Т10, 6Т80, 6Т80Г, 6Т80Ш
Электрооборудование фрезерных станков 6Р10, 6Р80, 6Р80Г, 6Р80Ш
Электрооборудование фрезерных станков 6Н10, 6Н80, 6Н80Г, 6Н80Ш
Все оборудование — Настроить слоган
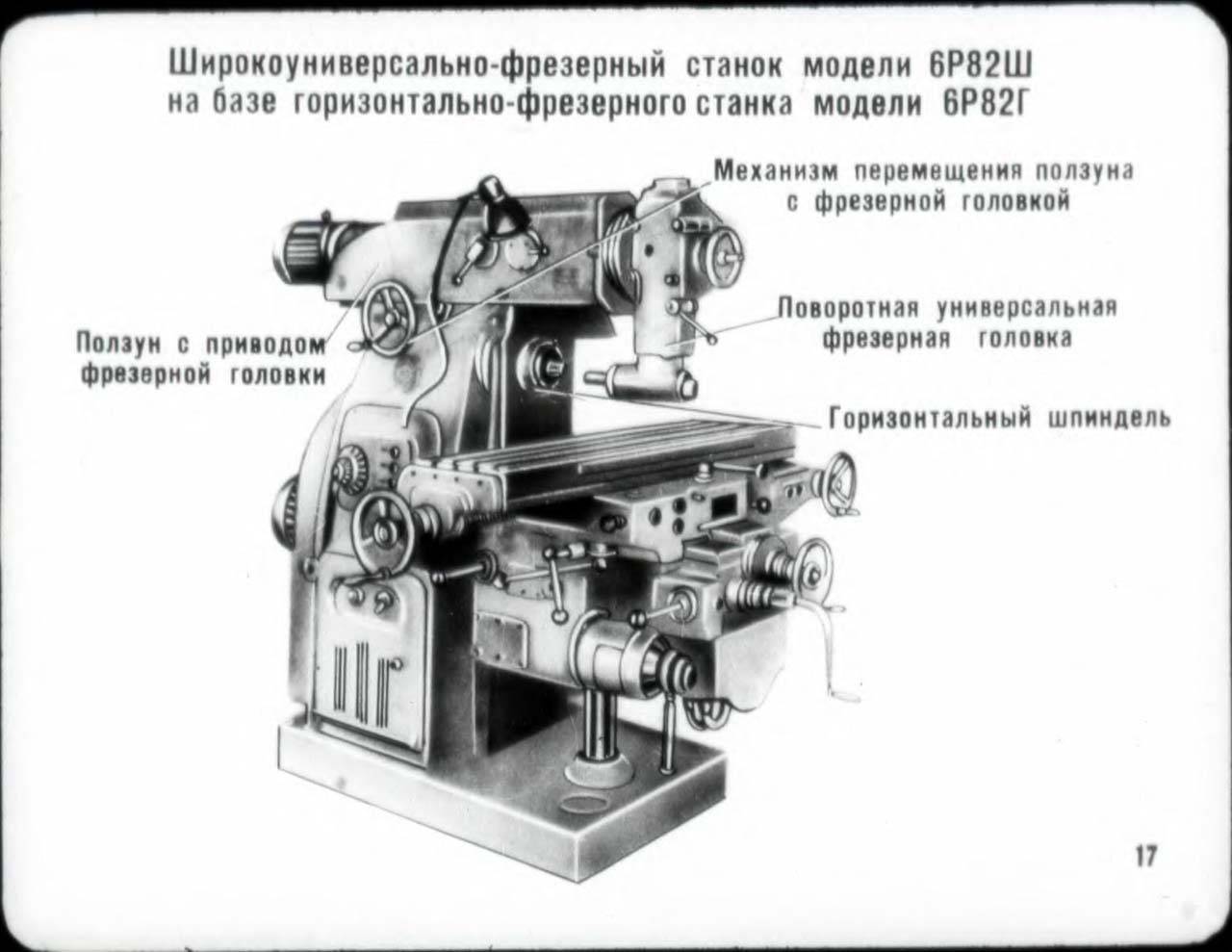
Предназначен для выполнения разнообразных фрезерных, сверлильных и расточных работ цилиндрическими, торцевыми, концевыми, фасонными и другими фрезами. Применяются для обработки горизонтальных и вертикальных плоскостей, пазов, рамок, углов, зубчатых колес, спиралей, моделей штампов, пресс-форм и других деталей из стали, чугуна, цветных металлов, их сплавов и других материалов.
Станки оснащены хоботом, на котором установлена накладная и поворотная шпиндельные головки с индивидуальной коробкой скоростей и отдельным приводом, обеспечивающими возможность обработки детали инструментом, установленным к рабочей поверхности стола под любым углом в любой плоскости. Наличие отдельного горизонтального шпинделя позволяет использовать эти станки как обычные горизонтально-фрезерные.
Мощность приводов и высокая жесткость станков позволяют применять фрезы, изготовленные из быстрорежущей стали, а также инструмент, оснащенный пластинками из твердых и сверхтвердых синтетических материалов.
ОСНОВНЫЕ ПРЕИМУЩЕСТВА ШИРОКОУНИВЕРСАЛЬНЫХ СТАНКОВ: КОНСТРУКТИВНЫЕ:
- механизированное крепление инструмента в шпинделе;
- устройство периодического регулирования величины зазора в винтовой паре продольной подачи;
- предохранительная муфта защиты привода подач от перегрузок;
- торможение шпинделя при остановке электромагнитной муфтой.
- разнообразные автоматические циклы работы станка;
- широкий диапазон частот вращения шпинделя и подач стола;
- большая мощность приводов;
- повышенный класс точности;
- возможность одновременной работы двумя шпинделями;
- высокая жесткость;
- надежность и долговечность
ТЕХНОЛОГИЧЕСКИЕ ОСОБЕННОСТИ СТАНКОВ:
Технологические возможности станков могут быть расширены за счет применения на них делительной и долбёжной головок, круглого поворотного стола. Станки 6Т82ШФ1 оснащены устройством цифровой индикации координат ЛИР.
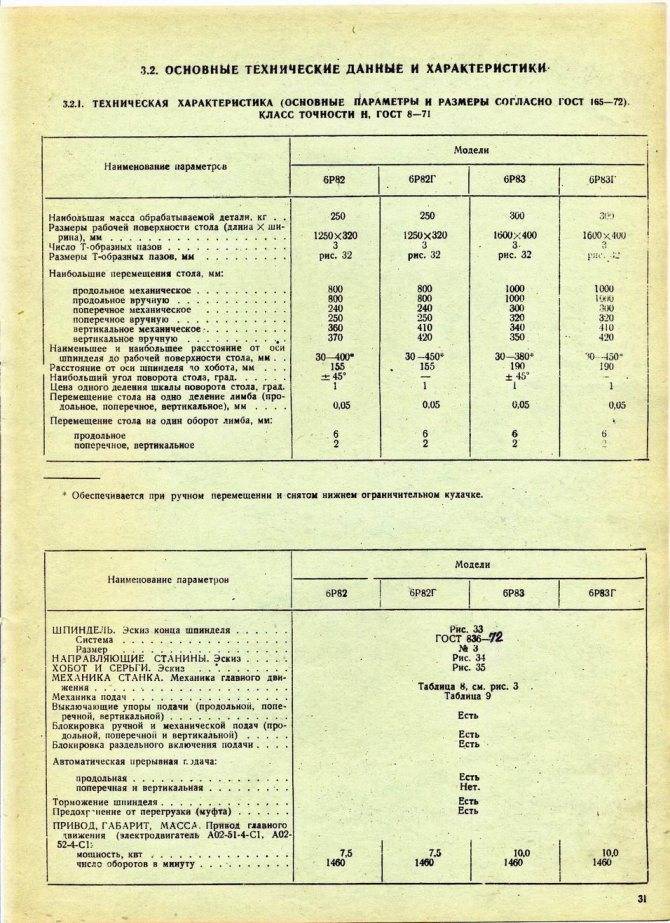
| Технические характеристики станка 6Р82Ш | Параметры |
| Тип | Широкоуниверсальный |
| Размеры рабочей поверхности стола, мм | 1250х320 |
| Наибольшее перемещение стола, мм: | |
| — продольное | 800 |
| — поперечное | 320 |
| -вертикальное | 420 |
| Расстояние от оси горизонтального (торца вертикального) шпинделя до рабочей поверхности стола, мм | 30-450 |
| Расстояние от оси горизонтального шпинделя до направляющих хобота, мм | 155 |
| Пределы частот вращения шпинделя, мин-1: | |
| -основного | 31,5-1600 |
| -накладной и поворотной головок | 50-1600 |
| Диапазон подач стола, мм/мин: | |
| -продольных и поперечных | 0-3150 |
| -вертикальных | 0-1300 (ускорен. 4000) |
| Наибольшая масса обрабатываемой детали (с приспособлением), кг | 400 |
| Мощность электро-двигателей приводов, КВт: | |
| -основного шпинделя | 7,5 |
| -накладной и поворотной головок | 3 |
| -подач стола | 3 |
| Конус шпинделя по ГОСТ 30064-93 | |
| -основного | N50 |
| -накладной и поворотной головок | N40 |
| Угол поворота стола вокруг вертикальной оси, град. | — |
| Габаритные размеры станка, мм | |
| — длина | 2280 |
| — ширина | 1965 |
| — высота | 1970 |
| Масса станка с электрооборудованием, кг | 3550 |
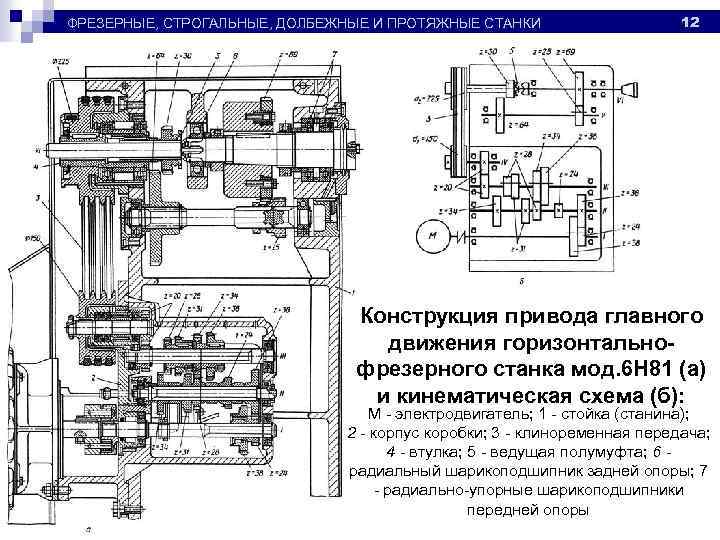
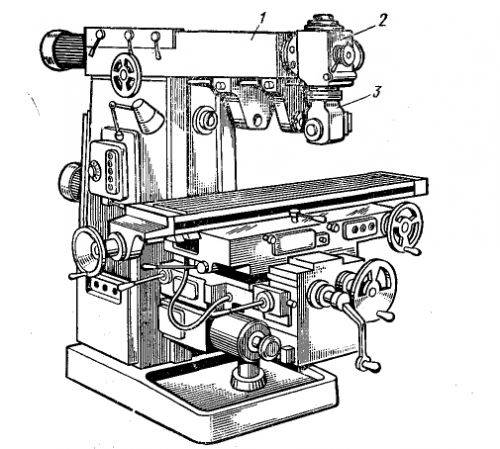
Основные узлы и механизмы
Стандартные узлы и механизмы фрезеровального станка имеют свои конструктивные особенности.
При включении основного двигателя запускается электромагнитная муфта. Через систему зубчатых передач движение передается инструментальной головке со шпинделями. При помощи маховика перемещают хобот, в котором имеется коробка скоростей.
Для установки необходимой скорости следует переключать отдельные ступени специальным механизмом ременной передачи. Все основные узлы станка объединяет консоль. Она производит управление изменяемыми координатами.
Смазка агрегата переключения непосредственно от смазки механизма скоростей путем разбрызгивания масла с трубки, расположенной в верхней части станины.
Эксплуатационные возможности
Указанные на станок 6Т82Г технические характеристики позволяют применять его во многих производственно-технологических линиях для фрезерования изделий различной сложности. Стандартные опции расширяются применением дополнительных приспособлений, оснастки:
- тиски;
- делительная головка;
- накладная фрезерная головка;
- долбежная головка;
- круглый поворотный стол с механическим редукторным приводом.
Комплектующие устанавливаются на горизонтально-фрезерные станки 6Т82Г посредством фиксации в стандартных пазах. Технические характеристики оборудования шире, чем у обычных аналогов. Консольный станок имеет стол, с широким диапазоном перемещения по трем направлениям, что расширяет технологические возможности. У простого оборудования с горизонтальным шпинделем такой опции нет. Обеспечивает защиту от перегрузок у 6Т82Г схема с электромагнитной муфтой. Это эффективный механизм, предохраняющий от поломок, поскольку мощность двигателя, тяговые усилия приводов стола могут серьезно повредить конструкцию станка и нанести травмы работнику.

Общий вид фрезерного станка 6Т82Г
На данном оборудовании выполняется весь перечень фрезеровочных операций для этого класса станков. В работе с оснасткой используются все известные приемов приемы обработки металла. В зависимости от расположения режущей кромке на инструменте, заготовки обрабатываются:
- по вертикали;
- по горизонтали;
- по копиру;
- с помощью дополнительных приспособлений.
При работе предполагается наличие допуска к оборудованию, оформленного соответствующим образом, поэтому описание базовых понятий металлообработки в паспорте отсутствует. Но рекомендации по выбору режимов обработки есть. Возможности при работе с деталями различной прочности и площади поверхности у станка широкие. Варьируется в широком диапазоне скорость вращения шпинделя, тонко регулируется подача стола. Оперируя этими значениями, подбираются оптимальные режимы для достижения конкретных целей, добиваясь:
- высокой производительности;
- заданной шероховатости поверхности;
- поддержания температуры в нужном диапазоне;
- сохранности режущего инструмента.
Удобное управление позволяет быстро осуществлять перенастройку станка, установку и демонтаж дополнительного оборудования. Элементы конструкции унифицированы. Установка фрез и оснастки производится стандартным инструментом по обычной схеме. При обработке металлов допускается использование рекомендованного инструмента. Фрезы могут быть выполнены как их быстрорежущей стали, так и изделия с твердосплавными напайками. Для каждого вида режущего инструмента имеются свои рекомендации, под которые настроить станок не составит труда.
При высокой надежности, долговечности, точности станок имеет относительно доступную цену, соответственно и быструю окупаемость. Перечень выполняемых операций позволяет применять оборудование во многих сферах деятельности. При выполнении условий эксплуатации устройство безопасно для фрезеровщика. Большой ресурс и ремонтопригодность стали решающим фактором при выборе оборудования для установки в небольших частных организациях, крупных металлообрабатывающих предприятий. Если для первых это станок, который отлично подходит для выпуска единичных изделий, то для вторых это инструмент повышения производительности труда.
Буква «Т» в аббревиатуре названия означает поколение оборудования, и в отличие от предыдущих выпусков серии «Р» существенно выросла мощность, расширен частотный диапазон вращения шпинделя, увеличена скорость подачи стола, в том числе и в ускоренном режиме. Удобным стало управление, конструктивно станок стал более эргономичным.
Консольно-фрезерный станок 6Р82 (6Р83, 6Р82Г, 6Р83Г, 6Р82Ш, 6Р83Ш, 6Р12, 6Р13, 6Р12Б, 6Р13Б). Электрическая принципиальная схема.
Электросхема позволяет производить работу на станке в следующих режимах:
«Наладка станка», «Управление от рукояток», «Автоматическое управление» продольными перемещениями стола, «Круглый стол».
Подключение станка к сети и отключение осуществляется вводным выключателем ВВ. Выбор режима работы производится переключателем ПУ. Работа станка в наладочном режиме при невращающемся шпинделе обеспечивается установкой реверсивного переключателя 1ПР (2ПР для станков 6Р82Ш и 6Р83Ш) в среднее нулевое положение.
ПРИ ОТКЛЮЧЕНИИ СТАНКА ВВОДНЫМ ВЫКЛЮЧАТЕЛЕМ ВВ И РЕВЕРСЕ ВРАЩЕНИЯ ШПИНДЕЛЯ ПЕРЕКЛЮЧАТЕЛЯМИ 1ПР и 2ПР НЕОБХОДИМО ОТКЛЮЧИТЬ ЭЛЕКТРОДВИГАТЕЛЬ ШПИНДЕЛЯ.
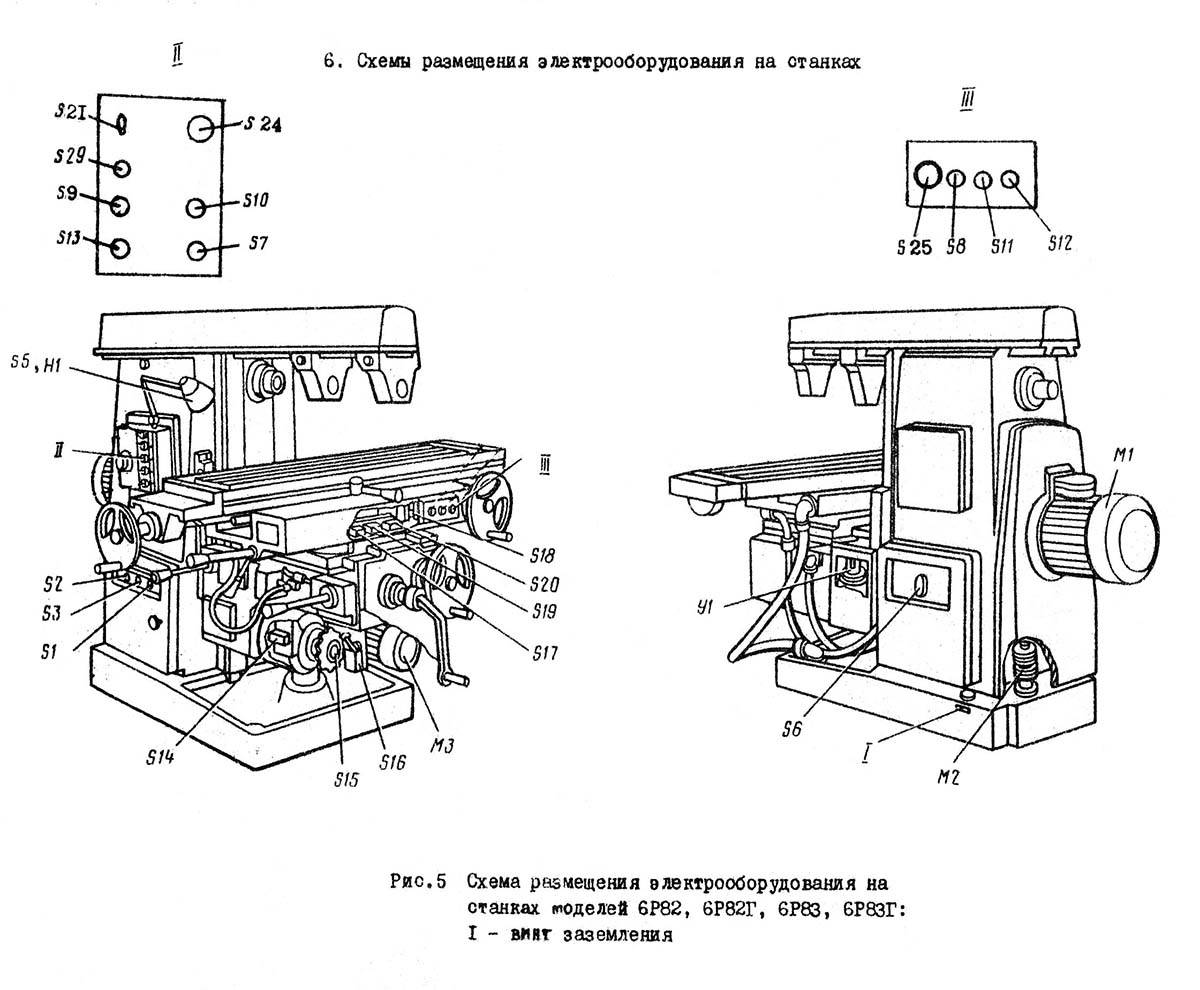
Схема размещения электрооборудования на станках 6Р82, 6Р82Г, 6Р83, 6Р83Г
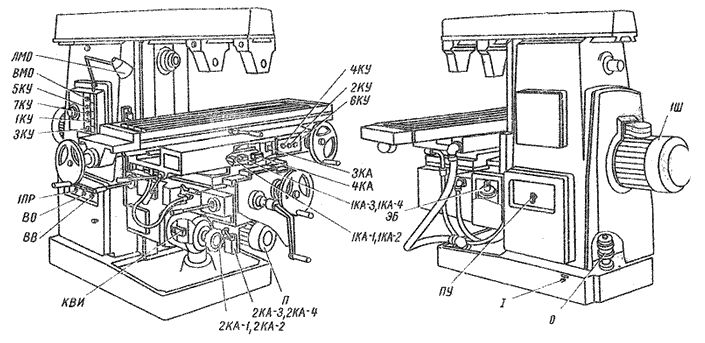
Для облегчения переключения скоростей шпинделя и подачи в станке предусмотрено импульсное включение электродвигателя кнопкой 5КУ, а электродвигателя подачи — конечным выключателем импульса КВИ. При нажатии кнопки 5КУ включаются ПШ и РН. Н.О. контакты РН включают реле РП, которое за счет своего н.о. контакта становится на самопитание, а н.з. контактом разрывает цепь питания ПШ.
При управлении от рукояток работа электросхемы обеспечивается замыканием рабочих цепочек через контакты командоаппаратов 1КА, 2КА и 4КА. Включение и отключение электродвигателя подачи осуществляется двумя командоаппаратами: для продольной подачи «1КА», для вертикальной и поперечной подач — 2КА. Включение и отключение вращения шпинделя осуществляется соответственно кнопками «Пуск» 1КУ, 2КУ и «Стоп» ЗКУ, 4КУ.
Кнопкой «Стоп» одновременно с отключением электродвигателя вращения шпинделя отключается и электродвигатель подачи. Быстрый ход стола происходит при нажатии кнопки «Быстро», включающей пускателем ПЕ электромагнит ЭВ быстрого хода.
Торможение электродвигателя шпинделя — электродинамическое и осуществляется пускателем ПТ, создающим цепь постоянного тока от выпрямителя ВС в обмотку статора. Реле напряжения РН служит для защиты селеновых выпрямителей от пробоя. Напряжение обмотки ТУ-4 равно 36 В при напряжении сети 220 В и 55 В при напряжении сети 380, 400, 415, 440 В.
При работе на одной из подач возможность случайного включения другой подачи взаимоисключается блокировочными контактами 1КА-2, 1КА-4 и 2КА-2, 2КА-4.
При автоматическом управлении переключатель ПУ должен быть установлен в положение «Автоматический цикл». Кроме того, необходимо произвести механическое переключение валика, расположенного в салазках станка, из положения «Ручное управление» в положение «Автоматический цикл». При последнем положении валика кулачковая муфта продольного хода заперта и конечный выключатель 4КА нажат.
Автоматическое управление осуществляется при помощи кулачков, устанавливаемых на столе. При движении стола кулачки, воздействуя на рукоятку включения продольной подачи и верхнюю звездочку 2, производят необходимые переключения в электросхеме и механизмах.
Управление быстрым ходом в автоматических циклах осуществляется конечным выключателем 3КА.
Конечный выключатель 4КА исключает возможность ручного включения поперечных и вертикальных подач в этом режиме работы.
Работа электросхемы в этом режиме объясняется диаграммой и происходит следующим образом: при отключенной рукоятке 1 шток 4 должен находиться в глубокой впадине звездочки 3, контакты 43-26 конечного выключателя 3КА должны быть замкнуты (положение 0 на диаграмме). С включением рукоятки 1 вправо включается быстрый ход стола вправо (положение 1 на диаграмме). Отключение быстрого хода в нужной точке происходит при воздействии кулачка 3а на звездочку 2 (положение 2 на диаграмма), при повороте которой шток 4 попадает в малую впадину звездочки 3, а оба контакта конечного выключателя 3КА размыкаются. Стол продолжает движение на подаче. При воздействии кулачков 1а и 3б на рукоятку 1 и звездочку 2 происходит реверс подачи и включение быстрого хода влево (положения 3 и 4 на диаграмме). При переходе рукоятки 1 через положение 0 питание пускателя ПП осуществляется через контакты 43-25 конечного выключателя 3КА. Шток 4 в этот момент должен находиться на участке постоянной кривизны звездочки 3 (положение 3 на диаграмме). Отключение быстрого хода влево и конец цикла осуществляется при переводе рукоятки 1 кулачком 6 в нейтральное положение (положение 5 на диаграмме).
Работа электросхемы на других циклах происходит аналогично.
Принципиальная электросхема 6Р82





