Как научиться варить сваркой
Раньше в училищах и ПТУ этому учили 3 года. Но азам при желании можно научиться на пару недель. Со временем, практикуясь, можно достичь мастерства.
Главное при обучении соблюдать все правила безопасности. Не забывайте про защитную одежду. Не оставляете открытыми участки тела, иначе загар вам обеспечен. Работайте только в защитной маске, а сбивая шлак — в очках.
Рассмотрим все поэтапно, как правильно варить электросваркой.
Подготовительные работы
Подготавливаем рабочее место
Уделяем внимание личной безопасности. В процессе сварки всегда есть риск пострадать от электротока, искр и окалины
К подготовке к сварочным работам нужно всегда относиться достаточно серьезно.
Для учения и практики подойдет толстый кусок металла.

Помимо него нам понадобится следующее:
- краги (специальные толстые плотные перчатки);
- маска;
- плотная спецодежда, которая способна защитить тело от летящих искр;
- прочная толстокожая обувь;
- молоток;
- металлическая щетка;
- очки для защиты глаз.
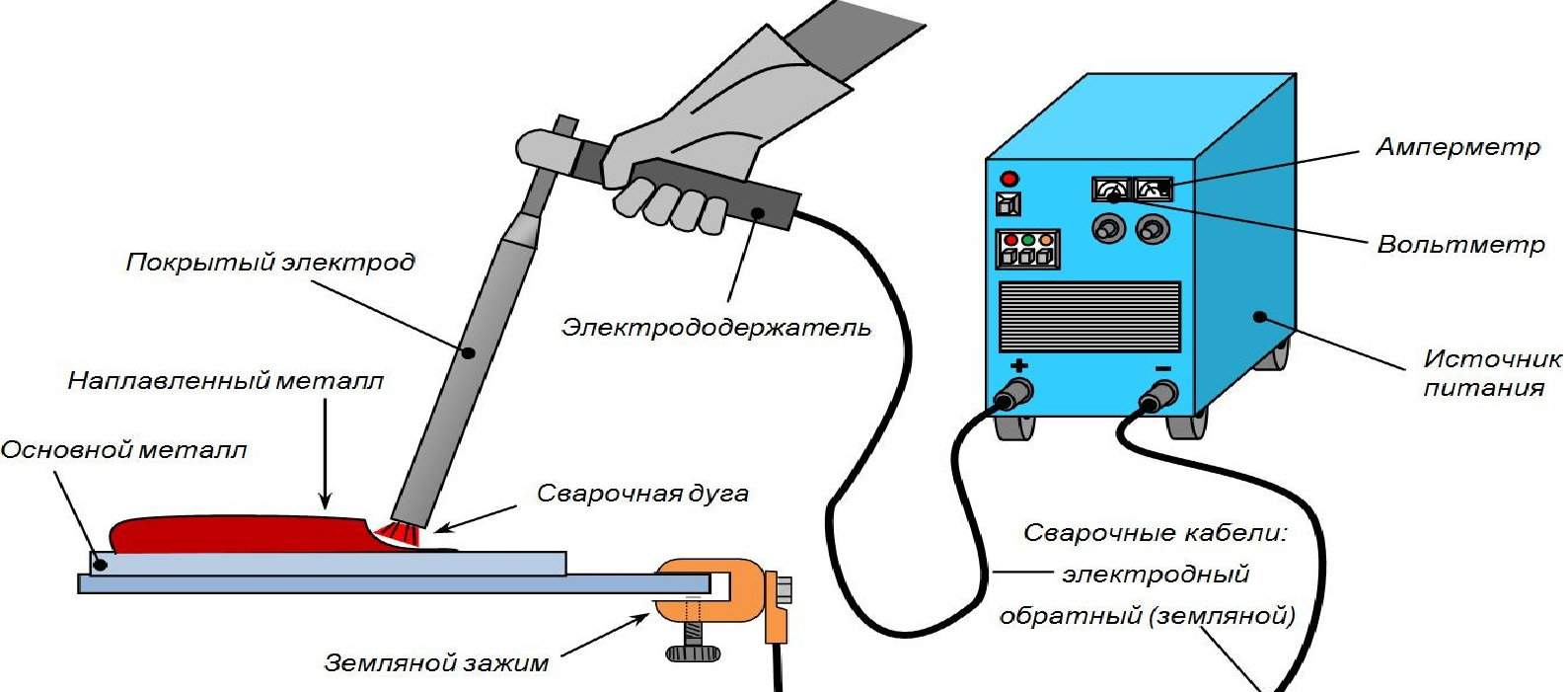
Как подключать электрод
Легче всего работать с универсальным 3,2 мм электродом, который помещается в держатель сварочного кабеля и фиксируется. Для зажима применяются пружинные и винтовые устройства.
Электрод вставляется при нажиме кнопки или повороте винта в открывающееся отверстие.
После установки электрода подключаются кабели.
При этом стоит обратить внимание на то, что инвертор имеет положительный и отрицательный выход (полярность), а также 2 сварочных провода:
- один с зажимом — подсоединяется к детали;
- другой — на электрод.
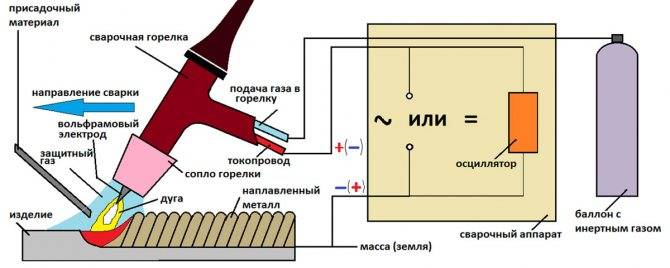
При прямой полярности плюс подсоединяется на свариваемую деталь, а минус — на держатель электрода. При обратной — наоборот.
Прямая полярность лучше прогревает металл и используется чаще всего.
Обратная же используется при специфических работах. Например, электросварке нержавейки.
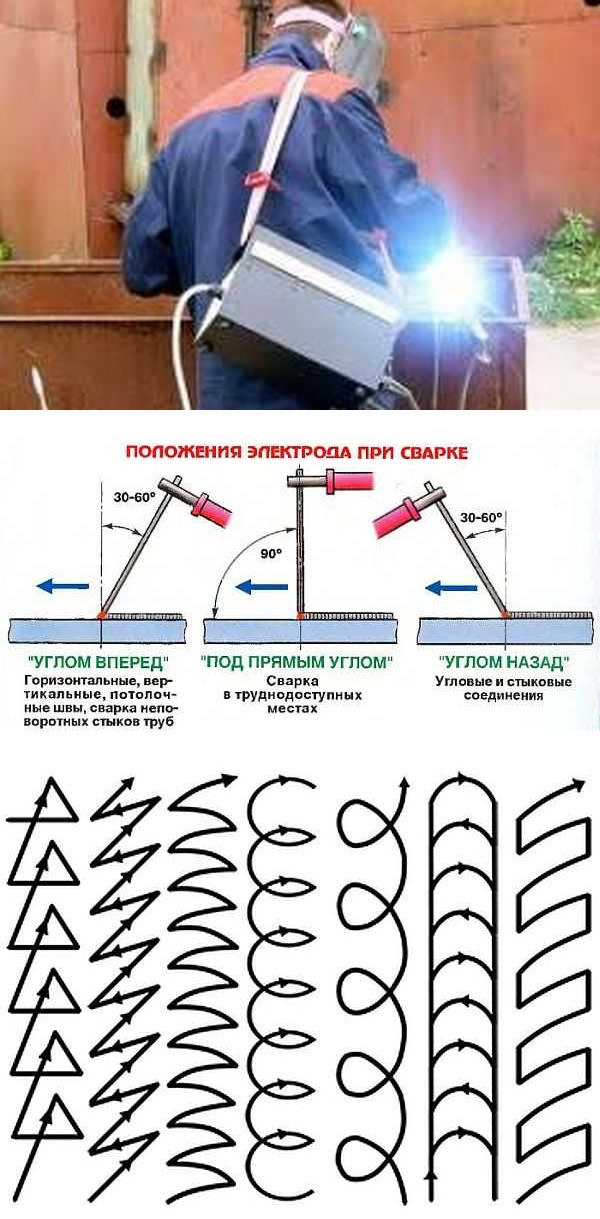
Наклон электрода
Электрод наклоняем немного на себя. Выдерживаем 30° — 60° Угол наклона подбираем ориентируясь на сварную ванну в зависимости от тока и того шва, что хотим получить.
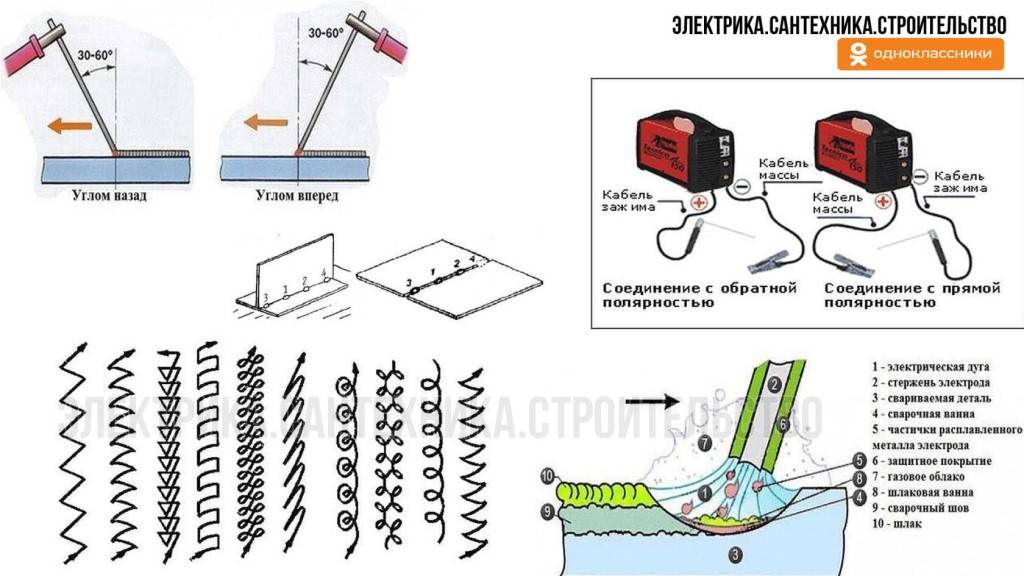
«Углом назад» — первое положение. Сварная ванна и расплавленный шлак с образующимся швом движутся за электродом, его кончиком. Подбираем скорость и угол так, чтобы за расплавленным металлом успевал шлак, покрывал его. В итоге получаем глубокий прогрев свариваемой заготовки.
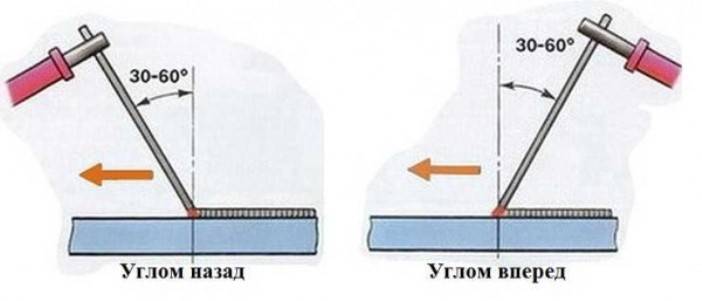
Второе положение — «углом вперед». Когда не нужно сильно разогревать металл. Шов, шлак и сварная яма также движутся за электродом. Только в этом случае глубина прогрева — минимальная.
Траектории движения электрода
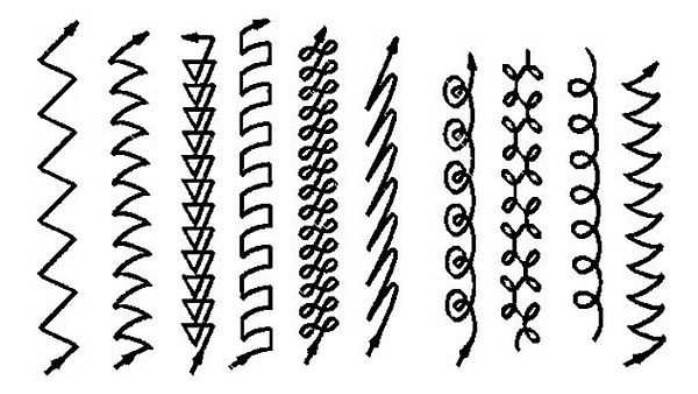
Чтобы правильно варить, контролируем размер и состояние сварную ванну. Для этого удерживаем электрод в 2-3мм от металла и совершаем движение по одной из траекторий как на рисунке ниже.
В этом и есть мастерство! Однако, все не так просто.
Опытный сварщик контролирует следующие параметры сварки:
- Движение электрода по заданной траектории.
- Сохранение дистанции 2-3 мм до свариваемой детали.
- Скорость движения электрода, замедляясь или ускоряясь при необходимости.
- Направление шва.
Достаточно изучить 2-3 траектории движения электрода для сварки цветных и черных металлов, получения швов. Все осваивать нет необходимости.
На начальном этапе тренируемся делать валики, а не швы. Контролировать дистанцию, чтобы удерживать дугу. Для этого понадобится толстый обрезок металла.
Очень важно расстояние от электрода до металла:

Выполняем сварку в такой последовательности:
- Прочерчиваем мелом линию.
- Разжигаем дугу.
- Осваиваем выбранную траекторию движения.
- Учимся контролировать сварочную ванну, состояние и размер.
- В идеале получаем равномерный по всей длине заготовки валик, с постоянной шириной и высотой. Когда так получается, переходим на следующую ступень обучения.
Электродов на освоение этого этапа уйдет немало. На следующем этапе соединяем детали. И учимся сваривать металлические заготовки в заданную конструкцию.
Выполнение сварочных швов
До того, как узнать, какие существуют разновидности сварочных швов, требуется иметь информацию об их свойствах. Они, фактически, являются характеристиками соединения, которые определяют их качественное состояние. Среди них выделяют надёжность, вязкость, удлинение и сужение.
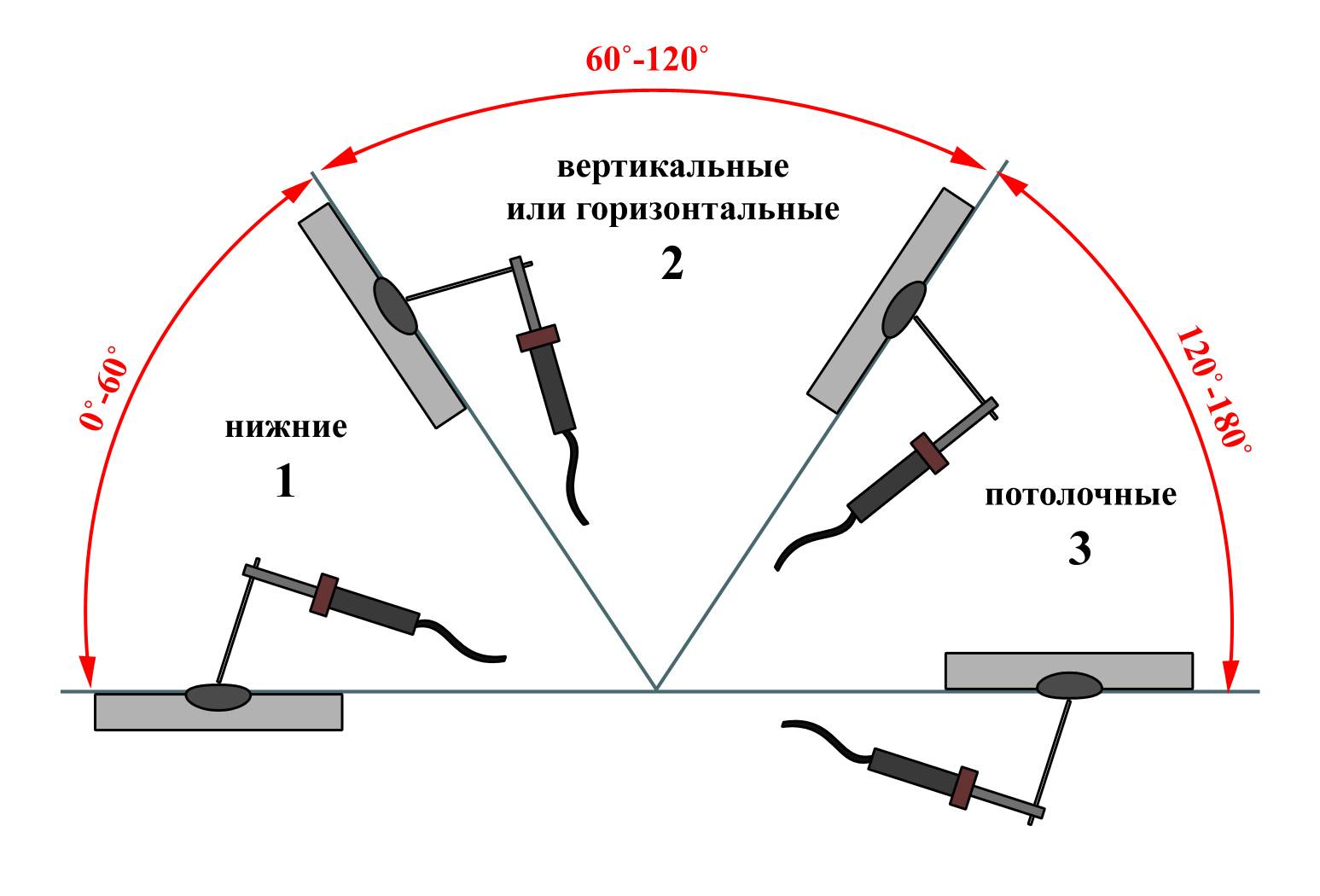
В зависимости от расположения
С учётом расположения сварочные швы бывают горизонтальными, вертикальными, потолочными и наклонными.
Горизонтальный
В период выполнения подобного шва главной трудностью станет стекание металла вниз. Алгоритм действий:
| Иллюстрация | Описание действий |
| Подготавливаются пластины | |
| Включают сварочный инвертор, выставляют ток | |
| Меж пластин делают небольшой зазор и создают сварочные «ванны» | |
| Делают сварочное соединение | |
| Отбивают шлак |
Вертикальный
Опытные специалисты советуют делать данное соединение 1 проходом. Алгоритм действий:
| Иллюстрация | Описание действий |
| Подготавливаются пластины | |
| Включается сварочный инвертор | |
| Делается сварочный шов | |
| Отбивается шлак |
Потолочный
Подобное соединение считают наиболее трудным, поскольку сварочная ванна перевернута кверху дном и располагается над человеком. Алгоритм действий:
| Иллюстрация | Описание действий |
| Подготавливаются пластины | |
| Надеваются средства защиты, включается инвертор | |
| Делается сварочное соединение | |
| Отбивается шлак | |
| Готовый шов |
Наклонный
В процессе формирования углового соединения детали располагают под различными углами лодочкой так, чтобы металл мог стекать в угол. Последовательность действий:
| Иллюстрация | Описание действий |
| Подготавливаются пластины | |
| Создаётся шов | |
| Отбивается шлак |
В зависимости от конструкции соединения
С учётом конструкции соединения швы делаются встык, внахлёст или тавровыми. Рассмотрим каждый из них.
Встык
Последовательность действий:
| Иллюстрация | Описание действий |
| Готовятся пластины | |
| Зажигается электродуга. | |
| Формируются сварочные «ванны» | |
| Формируется соединение | |
| Отбивается шлак |
Внахлёст
Последовательность действий:
| Иллюстрация | Описание действий |
| Подготовка изделия | |
| Формирование «ванн» | |
| Формирование шва внахлёст | |
| Отбивается шлак |
Тавровый
Последовательность действий:
| Иллюстрация | Описание действий |
| Подготовка деталей | |
| Изготовление сварочных «ванн» | |
| Создание таврового шва | |
| Устранение шлака |
Типы сварочных аппаратов
Для правильного выбора сварочного аппарата необходимо учесть все плюсы и минусы различных типов и моделей сварочников.
Трансформаторы – самые простые и традиционные аппараты, довольно тяжелые по весу, сделанные на основе понижающего трансформатора, который доводит значение напряжения до необходимого для работы. Особенность трансформаторов состоит в работе на переменном токе, что создает нестабильную дугу. В сочетании с увеличенным количеством шлаков и газовых примесей такая дуга способствует разбрызгиванию металла и портит вид шва. Качественный шов таким аппаратом может сделать опытный сварщик с навыками работы на трансформаторе.


Простой аппарат, работающий на переменном токе
Выпрямители – сварочники, которые могут преобразовывать переменный ток в постоянный и понижать напряжение сети с помощью полупроводниковых диодов. Постоянный ток дает стабильную дугу и позволяет сделать сварочный шов однородным и герметичным, крепким и красивым. Выпрямитель универсален, к нему подходят все виды электродов, варить таким аппаратом можно все виды металлов: нержавеющую сталь, алюминий, медь, титан, разные сплавы.

Универсальный сварочный аппарат, к которому подходят все типы электродов
Инверторы – очень популярны, так как имеют небольшой вес, отличную функциональность, автоматизированные настройки. Такие технические характеристики позволяют работать на нем новичкам. В конструкцию аппарата входит ряд блоков, преобразующих переменный ток сети в постоянный ток высокой мощности. Достоинством этого вида сварочников является:
- возможность точных настроек;
- выполнение широкого спектра задач;
- стабильная дуга;
- устойчивость к скачкам напряжения;
- высокое качество сварки, ровный шов;
- работа всеми видами электродов;
- соединение всех видов металлов любой толщины и положения в пространстве.
- обладает дополнительными функциями, предотвращающими залипание электрода и капли отрыва;
- возможность поджигания электрода при максимальной подаче тока;
Из минусов можно отметить:
- необходимость частой очистки от пыли;
- ограниченная длина кабеля, равная 2,5 м;
- невозможность работы при температуре воздуха ниже – 15 градусов.

Инвертор подходит для работы сварщикам-новичкам
Полуавтоматы – бывают двух типов. Первые повышают производительность сварочных работ за счет непрерывной подачи проволоки. В этом случае не нужно постоянно менять электроды. Шов получается ровный, сплошной и без дефектов. Вторые работают в газовой среде, для этого используют кислород, азот и углекислый газ, а также аргон и гелий. У газовой сварки есть следующие преимущества:
- один аппарат сконструирован для работы и с газом и с проволокой;
- прекрасное качество и эстетичность шва;
- стабильная ровная дуга;
- высокая функциональность;
- возможность сварки сложных соединений.

С помощью этого аппарата можно сделать качественный сварной шов
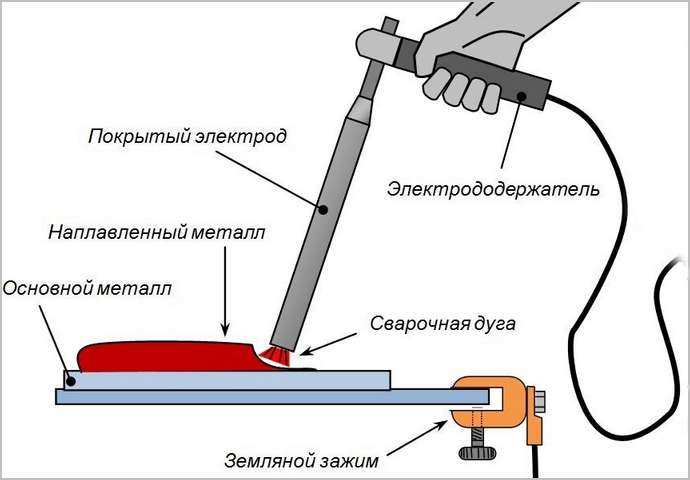
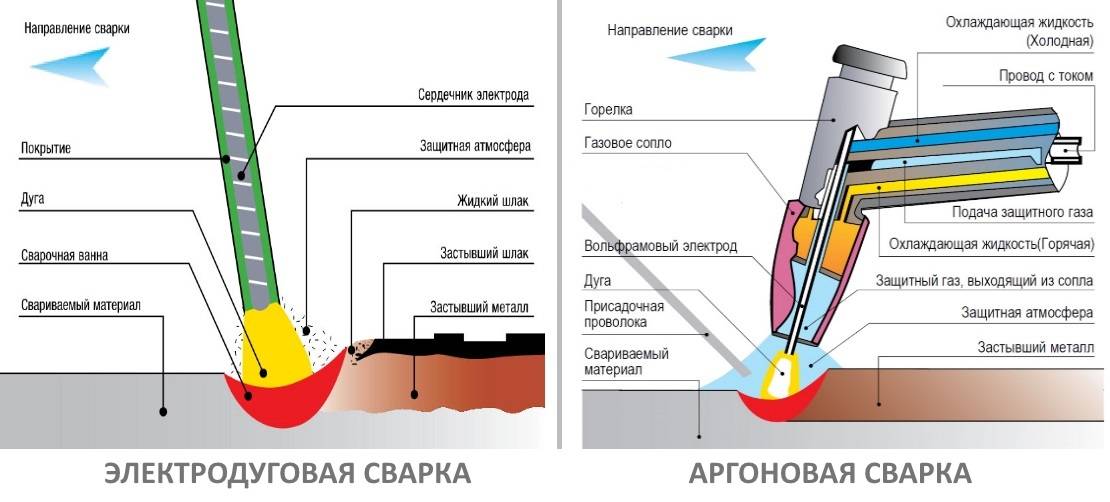
Технология сварочного процесса
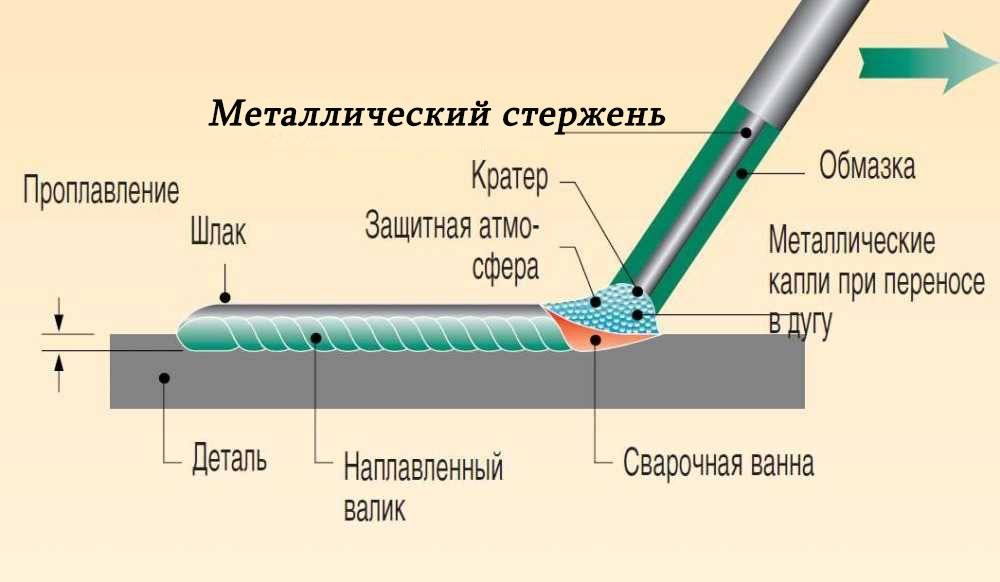
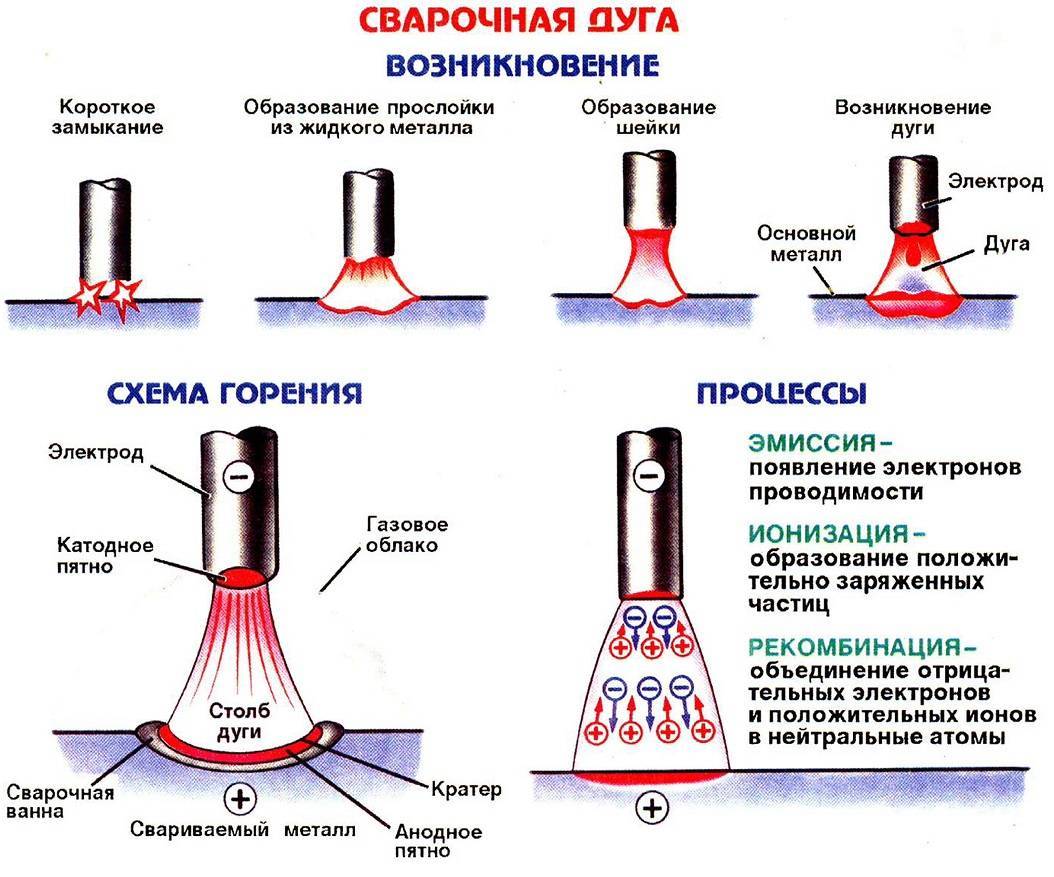
Сварка металлов является высокотемпературным процессом. При варке различных металлических изделий происходит образование и удержание электродуги, которая связывает электродный элемент и сварочную деталь между собой.
Под воздействием дуги происходит расплавление изделия и стержня электродного элемента.
Затем, появляется сварная ванна, в которой смешаны металл и электродные элементы. Параметры такой ванны связаны с выбранным сварным режимом — их указывают в миллиметрах: длина равна 10–30 мм, ширина — 8–15 мм, глубина – 6 мм.
При расплавлении электродного покрытия около дуги и над сварной ванной возникает газовая зона. Она выталкивает воздух из сварной зоны и предотвращает попадание кислорода на металлы, которые уже расплавились.
Также в этой зоне появляются пары, которые вырабатывают металл и электродные элементы. Сверху швов появляется шлак, который предотвращает соприкосновение расплавленной детали с кислородом, что ухудшает качество сварных работ.
После удаления электродуги металл кристаллизуется и появляется шов, который объединяет сварные детали. Сверху шва находится защитный слой от попадания шлаков, который снимают после соединения сварочных деталей.
Технология ручной дуговой сварки
Сварка труб ручной дуговой сваркой — не самая лёгкая сварка для начинающих специалистов в этом деле. Обучение сварке должно проводится опытными людьми в этом деле, которые дают полезные рекомендации и исправляют недочёты новичков.
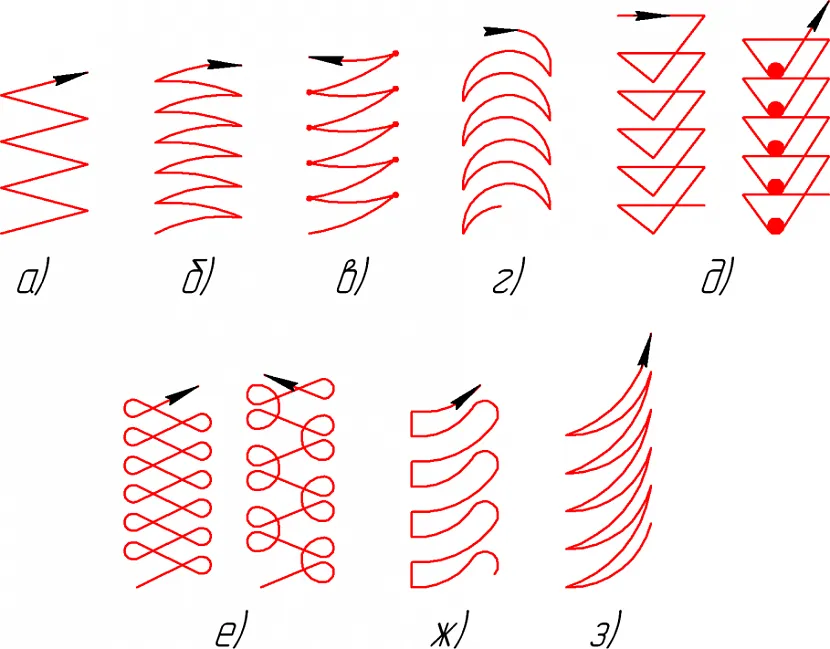
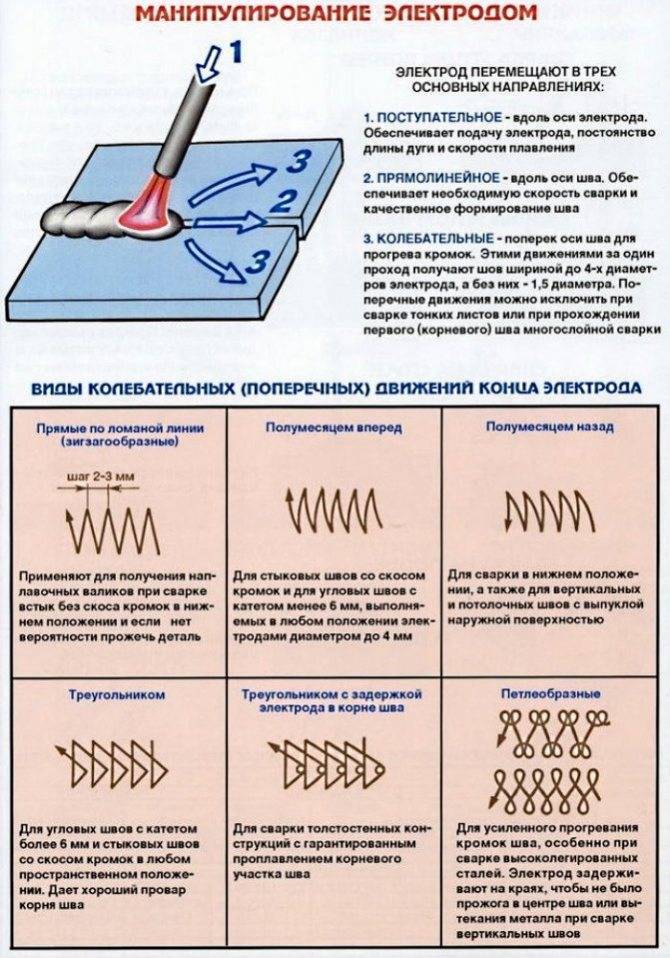
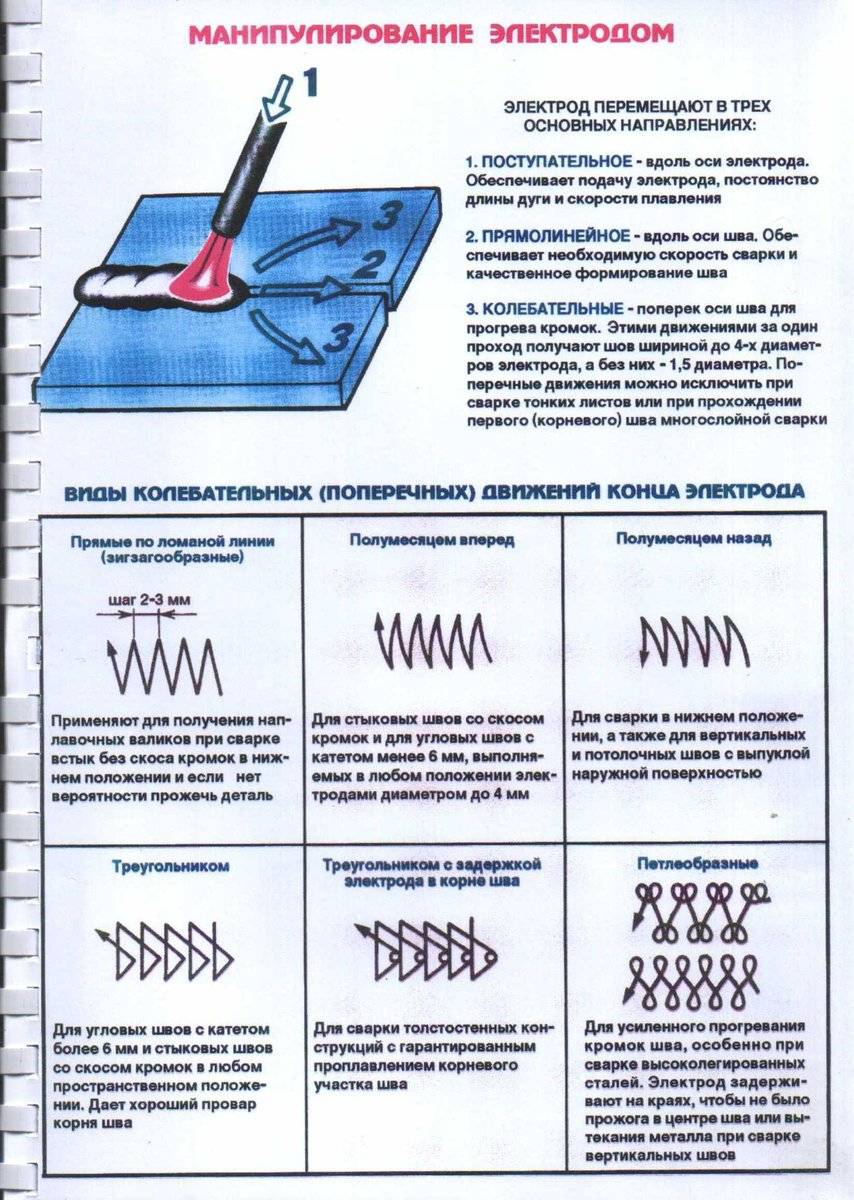
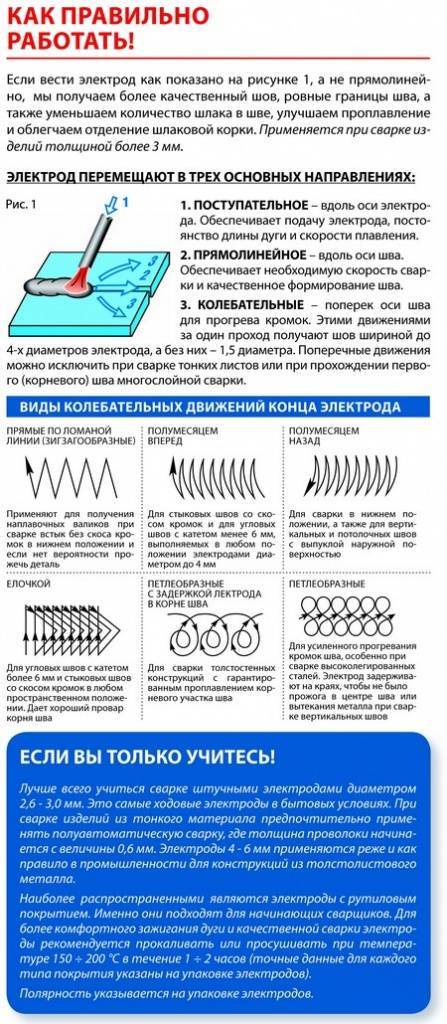
Во время сварочных работ электрод совершает определенные действия: поступательные, продольные, поперечные. Из данных комбинаций получаются разные виды швов. Самые применяемые представлены на рисунке
Чтобы сварка была качественной, надо следить за перемещением электродуги. Если образовалась слишком длинная дуга, то расплавленный металл окисляется, его капли разбрызгиваются по всему изделию, в результате чего шов становится пористым.
Ручная дуговая сварка имеет такие преимущества:
- такую работу делают в отдельном помещении;
- для подобной сварки выпускают много электродов;
- можно быстро перейти от одного сварного изделия к другому;
- сварочные аппараты, применяемые при таком сварочном процессе, можно с лёгкостью переместить из одного места в другое.
В то же время дуговая сварка металлов имеет несколько недостатков:
- при такой сварочной работе выделяется много вредных веществ;
- обладает низким КПД в отличие от других видов сварных работ;
- качество выполняемых сварных работ напрямую связано с квалификацией сварщика
Выполнение сварки полуавтоматом
Сварка полуавтоматом — не самое лёгкое сварочное дело. До начала сварки деталей полуавтоматом, следует внимательно ознакомиться с инструкцией к этому аппарату.
Настройку полуавтомата можно сделать таким образом:
сначала следует вычислить силу тока, которая определяется исходя из толщины сварного металла. Информацию об этих 2 параметрах можно найти в инструкции к полуавтомату.
Сварка полуавтоматом считается некачественной при низком токе сварки;
- сделать настройку скорости подачи сварной проволоки. Скорость надо настроить на сменных шестёренках, которые входят в комплект подобного аппарата;
- установить нужное напряжение и силу тока;
- провести проверку правильности установки режимов на пробной детали;
- кликнуть по кнопке «Вперёд»;
- добавить в воронку флюс;
- сделать установку держателя — наконечник мундштука должен находиться в сварной зоне;
- по окончании настройки сварного аппарата надо открыть заслонку флюсовой воронки, кликнуть на кнопку «пуск» и чиркнуть по сварочному месту. В итоге на дуге появиться огонь, и начнётся процесс варки.
Полуавтомат для сварки произведет высококачественные работы с различными марками стали
Виды сварочных аппаратов
В домашних условиях используются два вида сварочных аппаратов: трансформаторные и инверторные. В чем между ними разница и какие есть недостатки и преимущества в этих типах?
Трансформаторные
Трансформаторный сварочный аппарат
Исходя из названия, можно понять, что принцип работы таких аппаратов построен на трансформаторе. Электрический ток подается на прибор и в процессе работы повышается его сила. Сам сварочный агрегат не преобразовывает электричество и работает от переменного тока в сети.
Это усложняет обучение и сварочный процесс новичку. В сети напряжение постоянно скачет и, чтобы положить качественный шов, сварщику нужно контролировать свои движения и дугу в частности.
Но большим преимуществом таких аппаратов будет их неприхотливость и живучесть, а также их дешевизна.
Инверторы
Обучение сварке лучше начать при наличии такого прибора, он более предпочтительный. Дополнительные функции (такие, как антиприлипание и горячий старт) позволяют быстро освоить поджигание дуги и ведение шва. При этом дополнение в виде синергического управления выравнивает электрический ток и сварщику не нужно постоянно контролировать расстояние электрода от свариваемой поверхности.
Сравнение преимуществ и недостатков трансформаторов и инверторов можно рассмотреть в таблице.
Исходя из таблицы, можно понять, что современные инверторы больше подходят для урока по теме сварка для начинающих.
Как варить шов
При сварке в нижнем положении никаких сложностей не возникает даже у начинающего сварщика. А вот все остальные положения требуют знания технологии. Для каждого положения есть свои рекомендации. Техника выполнения сварных швов каждого типа рассмотрена ниже.
Статья по теме: Чем обшить дом снаружи: обзор материалов
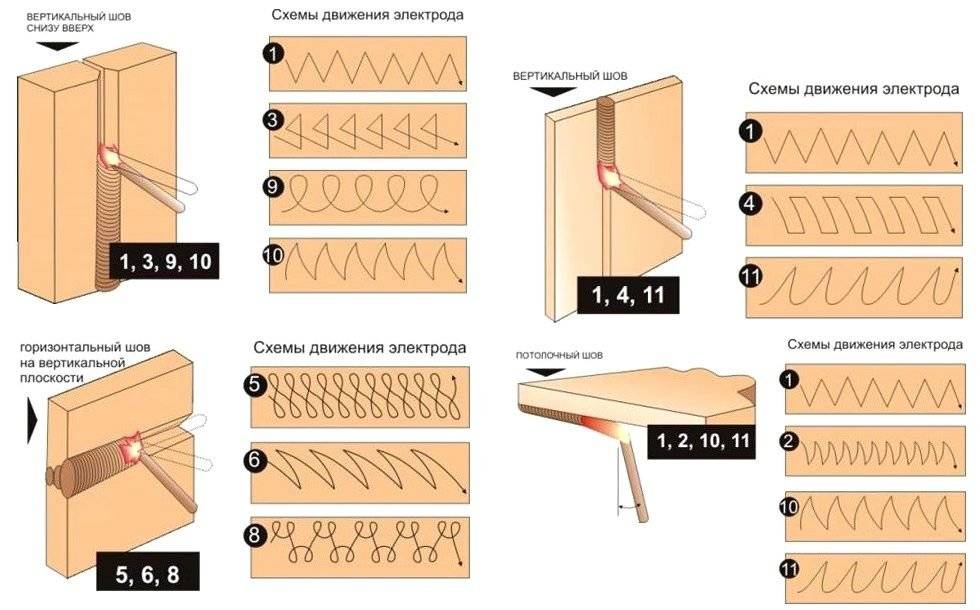
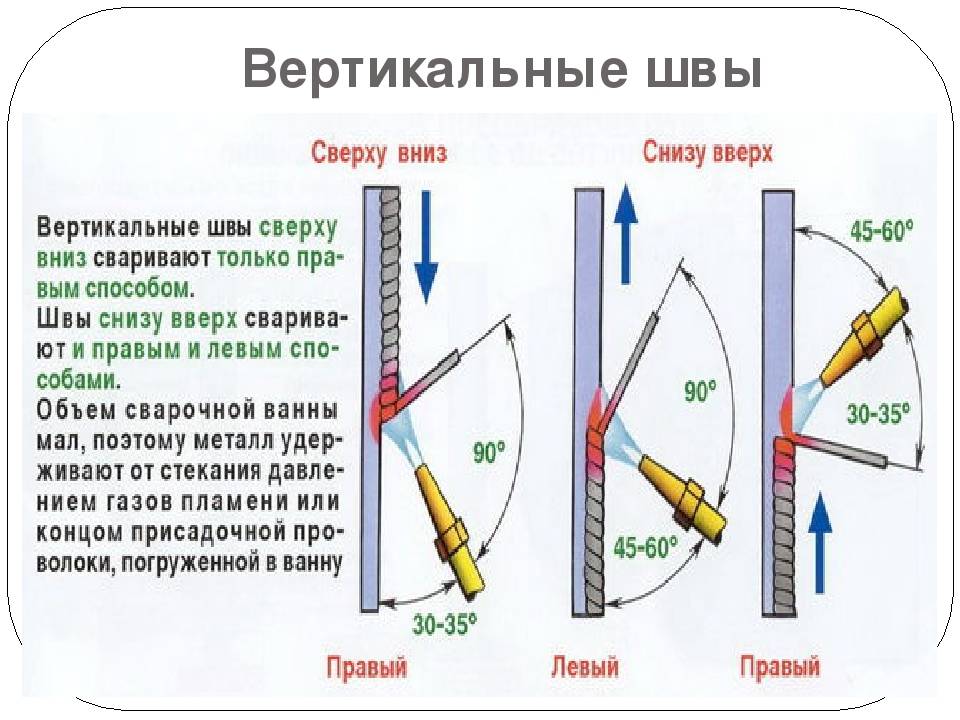
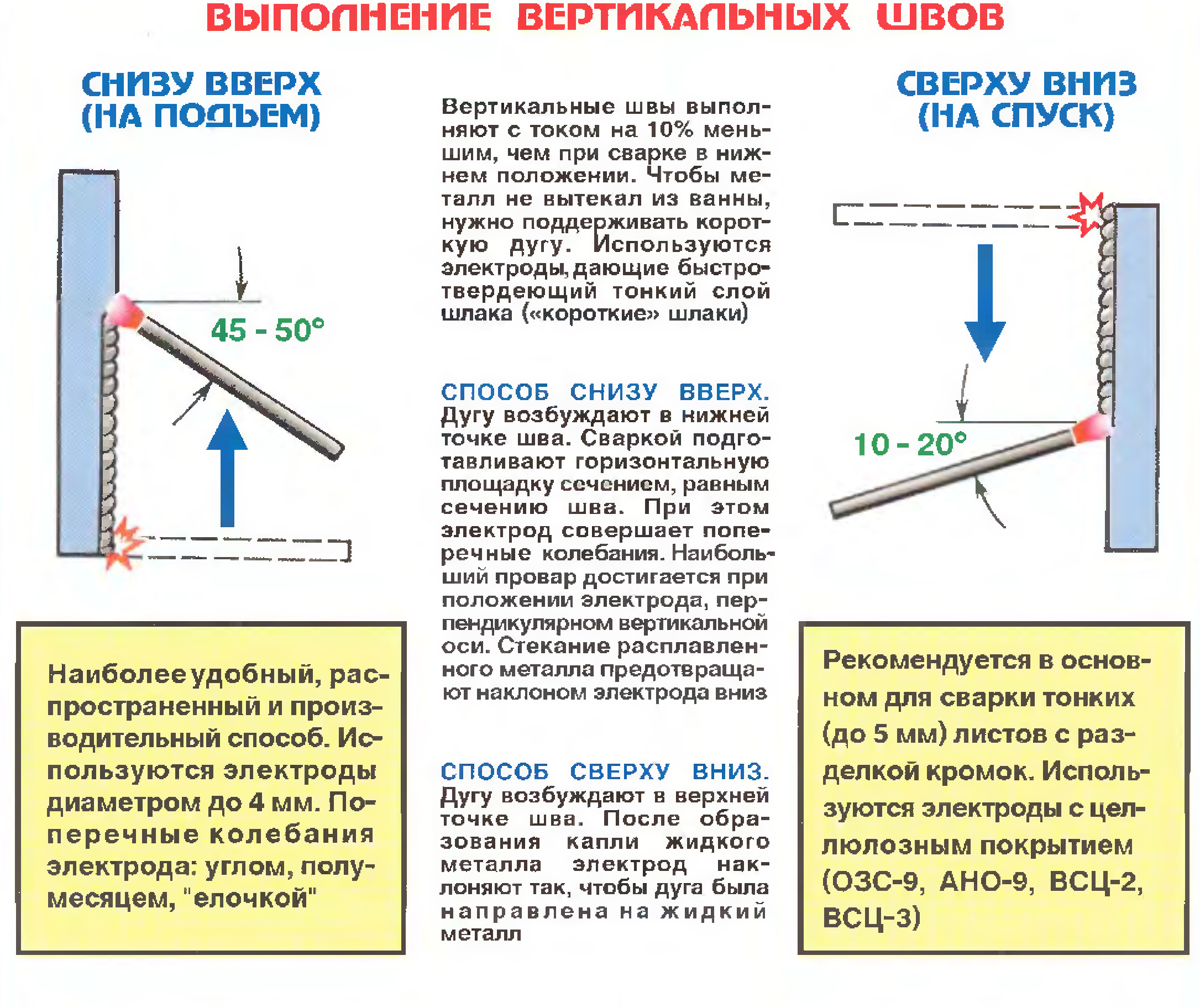
Сварка вертикальных швов
Во время сваривания деталей, находящихся в вертикальном положении, расплавленный металл под действием силы тяжести сползает вниз. Чтобы капли не отрывались, используют более короткую дугу (кончик электрода находится ближе к сварной ванне). Некоторые мастера, если позволяют электроды (не залипают), вообще их опирают на деталь.
Подготовка металла (разделка кромок) проводится в соответствии с типом соединения и толщиной свариваемых деталей. Затем их фиксируют в заданном положении, соединяют с шагом в несколько сантиметров короткими поперечными швами — «прихватками». Эти швы не дают деталям смещаться.
Вертикальный шов можно варить сверху-вниз или снизу-вверх. Удобнее работать снизу-вверх: так дуга толкает сварную ванну вверх, препятствуя ее опусканию вниз. Так проще сделать качественный шов.
Как варить вертикальный шов снизу-вверх: положение электрода и возможные движения
В этом видео показано, как правильно варить вертикальный шов электросваркой с движением электрода снизу-вверх без отрыва. Продемонстрирована также техника короткого валика. В этом случае движения электрода происходят только вверх-вниз, без горизонтального смещения, шов получается почти плоским.



Выполнять соединение деталей в вертикальном положении можно с отрывом дуги. Для начинающих сварщиков это может быть более удобным: за время отрыва металл успевает остыть. При таком способе можно даже опирать электрод на полочку сварного кратера. Так проще. Схема движений практически такая же, как без отрыва: из стороны в сторону, петельками или «коротким валиком» — вверх-вниз.
Как варить вертикальный шов с отрывом смотрите в следующем видео. В этом же видеоуроке показывается влияние силы тока на форму шва. В общем случае ток должен быть на 5-10 А меньше рекомендованного для данного типа электрода и толщины металла. Но, как показано в видео, это не всегда справедливо и определяется экспериментально.
Иногда варят вертикальный шов сверху-вниз. В этом случае при розжиге дуги держите электрод перпендикулярно к свариваемым поверхностям. После розжига в таком положении прогрейте металл, потом опустите электрод и варите уже в таком положении. Сварка вертикального шва сверху-вниз не очень удобна, требует хорошего контроля сварной ванны, но и таким способом можно добиться неплохих результатов.
Как варить вертикальный шов электросваркой сверху-вниз: положение электрода и движения его кончика
Как варить горизонтальный шов
Горизонтальный шов на вертикальной плоскости можно вести как справа-налево, так и слева-направо. Разницы нет никакой, кому как удобнее, тот так варит. Как при сваривании вертикального шва, ванна будет стремиться вниз. Потому угол наклона электрода достаточно большой. Его подбирают в зависимости от скорости движения и параметров тока. Главное, чтобы ванна оставалась на месте.
Сварка горизонтальных швов: положение электрода и движения
Если металл стекает вниз, увеличивайте скорость движения, меньше прогревая металл. Еще один способ — делать отрывы дуги. За эти короткие промежутки металл немного остывает и не стекает. Также можно немного снизить силу тока. Только все эти меры применяйте поэтапно, а не все сразу.
В видео ниже показано, как правильно сваривать металл в горизонтальном положении. Вторая часть ролика о вертикальных швах.
Потолочный шов
Этот вид сварного соединения — самый сложный. Требует высокого мастерства и хорошего контроля сварной ванны. Для выполнения этого шва электрод держат под прямым углом к потолку. Дуга короткая, скорость движения — постоянная. Выполняют в основном круговые движения, расширяющие шов.
Как работать сварочным инвертором
Сварка инвертором происходит тогда, когда образовавшаяся между металлом и электродом дуга начинает плавить стержень электрода, а также часть металла. В образовавшейся ванне металлы смешиваются и формируют шов. Защитить от окисления и разбрызгивания расплавленного металла в ванне, помогает слой специального покрытия, нанесенного на электрод.
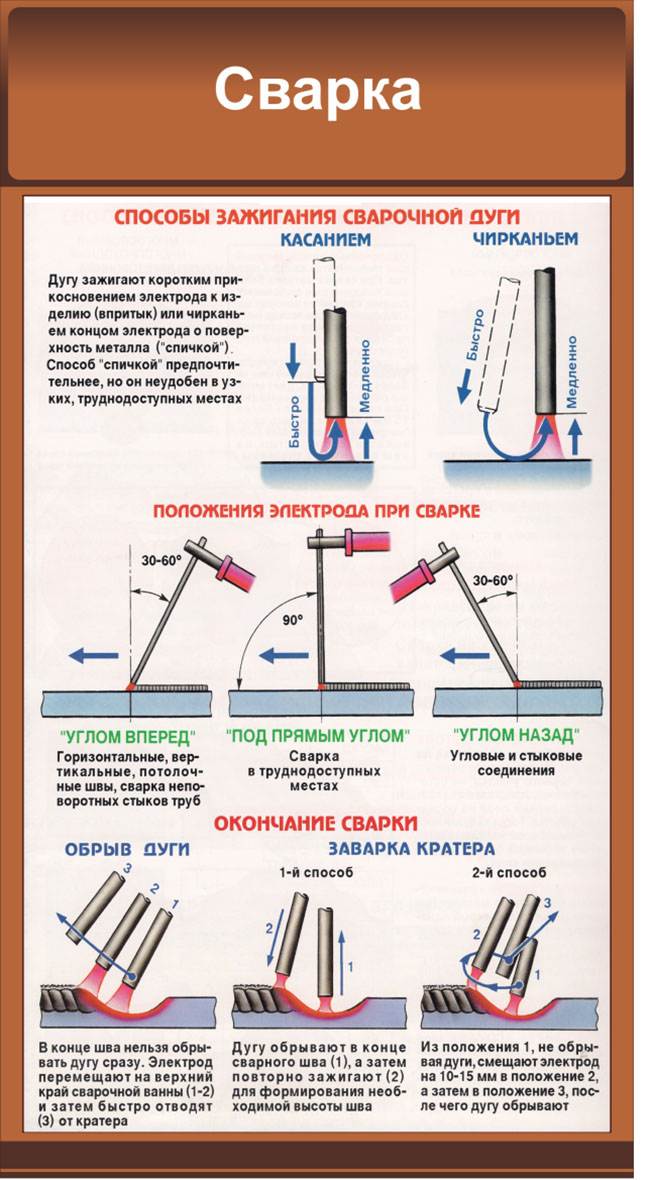
Розжиг дуги
История о том, как правильно варить инвертером начинается – розжигом дуги. Для этого применяется один из двух способов:
- чирканье;
- постукивание.
Чиркая (как спичкой) электродом, к месту начала сварки мы провоцируем запуск дуги. Если точно, то мы касаемся электродом металла, затем ведем его касаясь поверхности и плавно поднимаем электрод на установленное расстояние. При этом, если розжига не произошло, на металле могут оставаться части расплавленного электрода. Поэтому чиркать нужно непосредственно в месте соединения или вблизи него.
Практически так же разжигается электрод постукиванием. Отличие состоит в том, что мы не ведем его по поверхности металла, а просто касаемся краем сварочного кабеля, места начала сварного шва и отводим электрод.
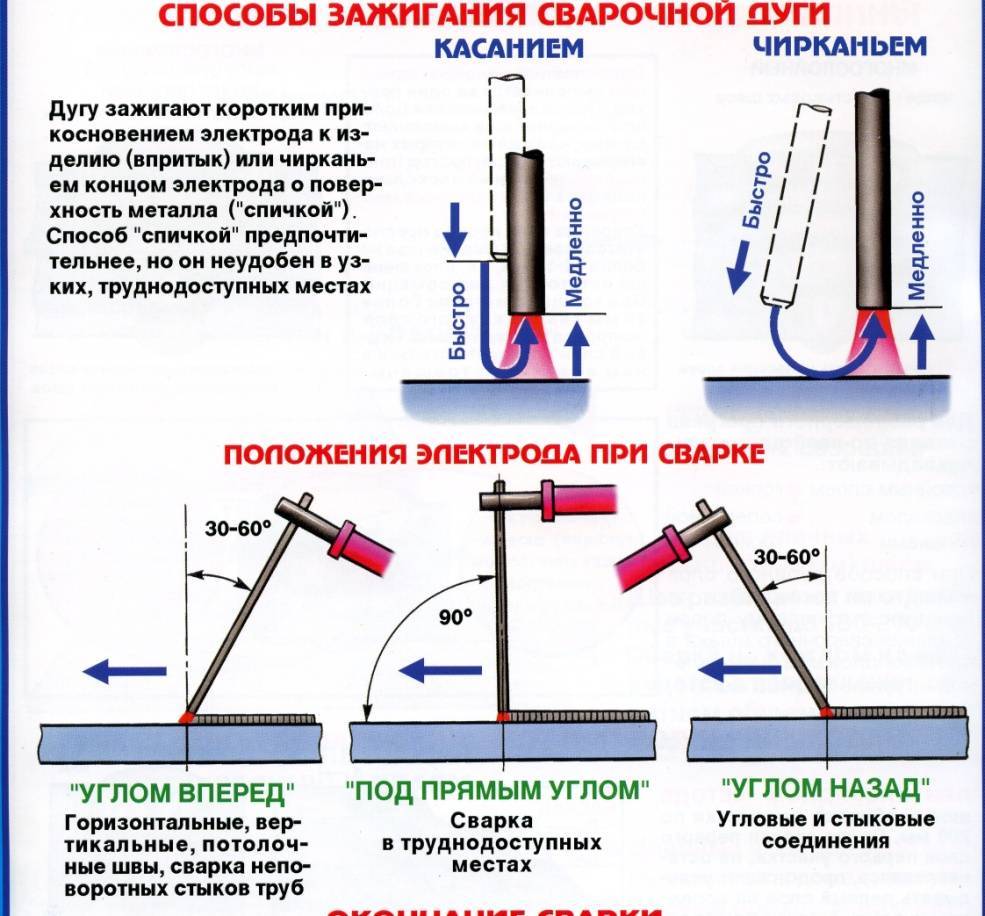
Способы зажигания дуги
Как передвигать электродом во время сварки
Все процессы, описанные ранее, не представляли никакой сложности для новичка, но теперь переходим к более сложным задачам. Первая сложность, с которой сталкивается начинающий сварщик – схема передвижения электрода, для формирования ровного шва. Если вы зажгли дугу, а затем просто ровно ведете электрод вдоль места соединения, то вероятность получить хороший провар и ровный шов – минимальная. Исключение составляют тонкие металлы, для которых применяется такой способ сваривания.
Три столпа, удерживающих красивый шов это:
- угол наклона электрода;
- схема продольных и поперечных передвижений;
- скорость движения электрода.
Как научиться сваривать металл ровно
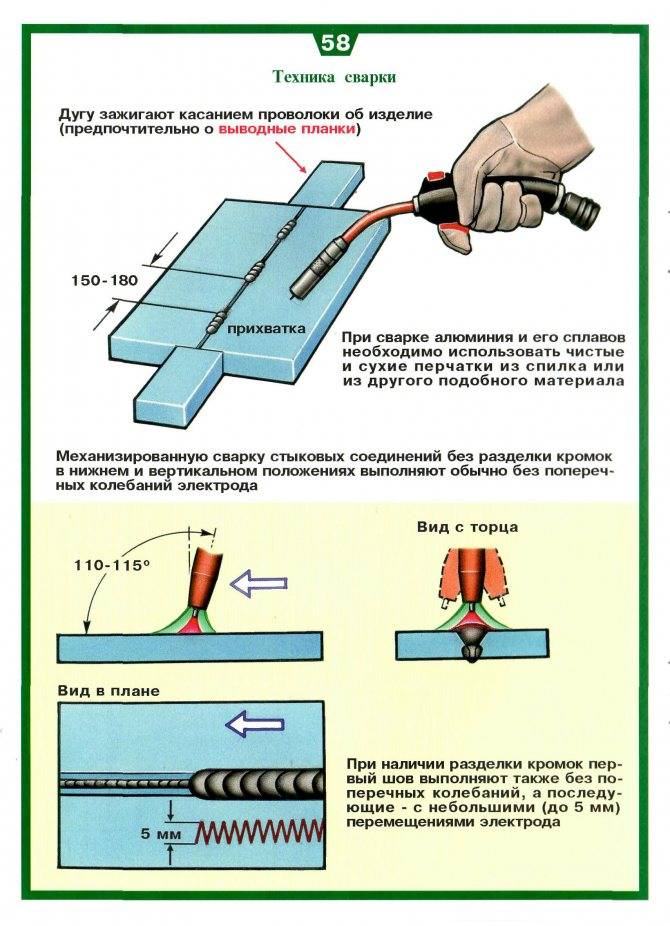
Начнем по порядку, с угла наклона. Оптимальным, для сварки вперед и назад, считается угол от 30 до 40 градусов. Для труднодоступных мест, можно использовать работу под прямым (90 градусов) углом.
Угол наклона электрода при сварке
Как мы уже говорили, шов кладется не линейным движением, а комбинированными продольными и поперечными. Существуют специальные узоры, с помощью которых можно тренироваться двигать электродом. Начать можно с простых завитушек в обе стороны, затем практиковать более замысловатые и угловатые схемы. Каждый сварщик самостоятельно подбирает для себя удобную схему. Вы можете тренировать руку в домашних условиях и без сварки, рисуя схемы на бумаге.
Способы выполнения сварочных швов
Скорость отчасти тренируется при рисовании схем. Каждая линия, должна быть четко выведена, поэтому все движения происходят плавно и умеренно. Со временем, смотря на состояние ванночки, вы сможете регулировать свою скорость.
Контроль дугового промежутка
Последний, но не по важности пункт – расстояние от электрода, до металла или дуговой промежуток. Малый промежуток, до 2-х мм приводит к тому, что образуется короткая дуга
Она не может достаточно прогреть место соединения, поэтому провар получается неглубокий и часть расплавленного электрода сильно выступает над поверхностью. Большой промежуток, больше 3-х миллиметров приводит к тому, что дуга получается сильно большой. Большая дуга нестабильна, постоянно меняет направление плавления. Также при таком большом расстоянии плавильная ванна не полностью покрывается защитным слоем, а значит увеличивается разбрызгивание.
Чтобы хорошо варить инвертором нужен правильно подобранный промежуток. Оптимальный дуговой промежуток для начинающего сварщика 2-3 мм. При таком расстоянии дуга достаточно прогревает металл, чтобы получить глубокий и широкий провар, плюс полноценно работает защитный слой.
В зависимости от модели инвертора и наличия в нем различных функций, облегчающих сварку выдерживать расстояние между электродом и металлом порой не требуется. Достаточно будет вести электрод по поверхности металла.
Полезным дополнением к описанному выше будет просмотр следующего видео:
Последовательность действий
Пошаговая инструкция предусматривает выполнение нескольких видов работ. Сначала потребуется оснастить сварочный инвертор. От него отводят 2 кабеля. Один предназначен для подключения провода массы.
На другой, достаточной длины, подключают промышленный или самодельный держатель. Процесс обучения электросварке – дело достаточно сложное и требует большого времени.
Регулировка тока
Руководство по проведению сварочных работ включает сведения о настройках аппарата. Обязательной регулировке подлежит сварочный ток. Сначала не потребуется выставлять максимальное значение этой величины.
Все данные указываются в таблице на упаковке электродов. Выставлять надо меньшее значение и приступать к обучению.
С опытом, когда получится зажигать дугу и делать простейший шов, необходимо выставлять большее значение силы сварочного тока. Это позволит лучше прогреть металл и выполнить более качественный шов.
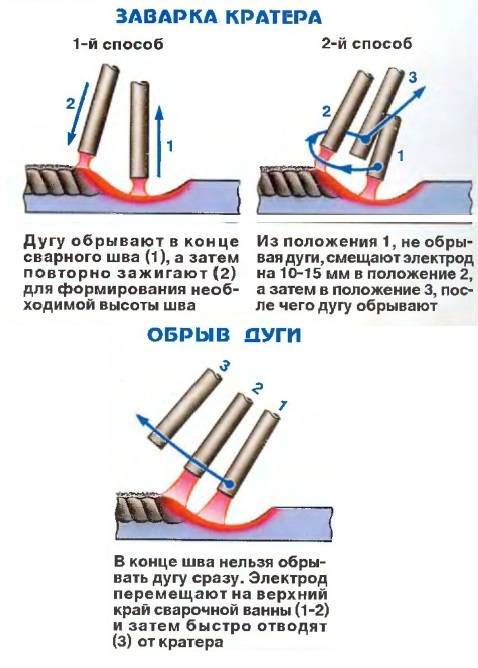
Сварочная дуга
Уроки сварки для начинающих невозможно представить без обучения зажиганию дуги. Сначала электрод будет постоянно липнуть к металлу. Рекомендуется 2 способа зажигания дуги:
- проведением кончиком электрода по поверхности деталей;
- зажигать дугу можно постукивая электродом. Иногда, при использовании электродов марки МР-5, сварщику приходится стучать часто и долго.
В первом случае не остается значительных следов на деталях, второй способ важен при большом слое обмазки на кончике электрода. Иногда приходится обтачивать концы электродов перед сваркой.
Научиться очень просто. Просто постукиваете, и при зажигании дуги главное не втыкать электрод в расплавленный металл и не относить его на большое расстояние. В первом случае дуга потухнет. Второй вариант приведет к образованию сильных брызг и нарушения валика шва.
Обучаться лучше на толстом металле. Только научившись зажигать дугу и поддерживать ее горение можно переходить к следующему этапу обучения.
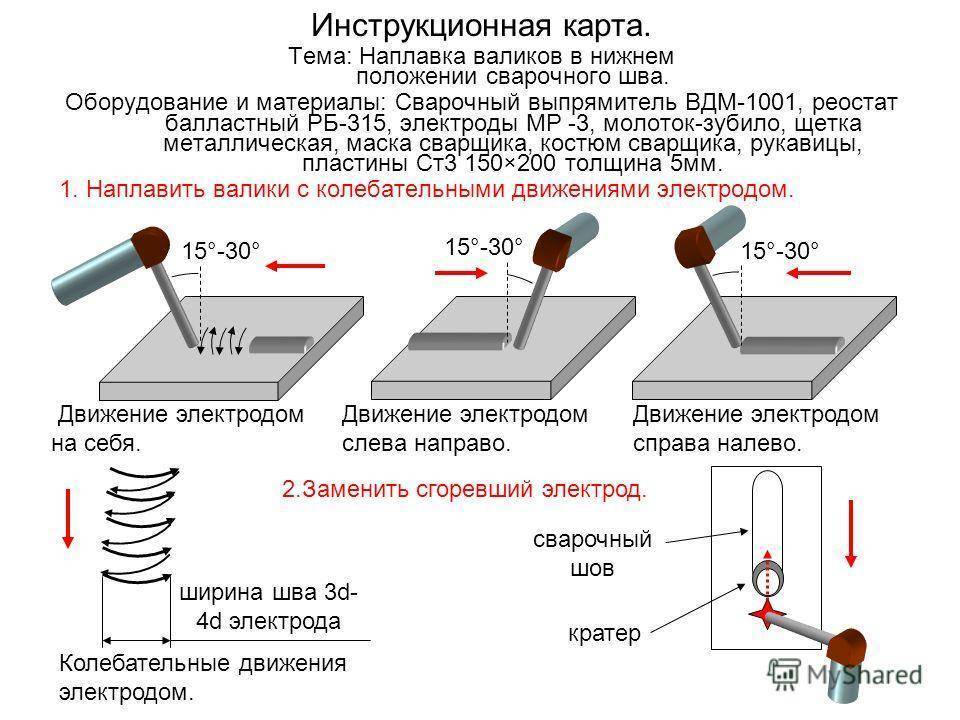
Вырабатываем правильный угол наклона
Самое распространенное положение электрода – это промежуток наклона от 30 ° до 60 °. Очень редко возникает необходимость варить, держа сердечник под прямым углом. Выбирая наклон, надо следить за поведением шлака в сварочной ванночке.


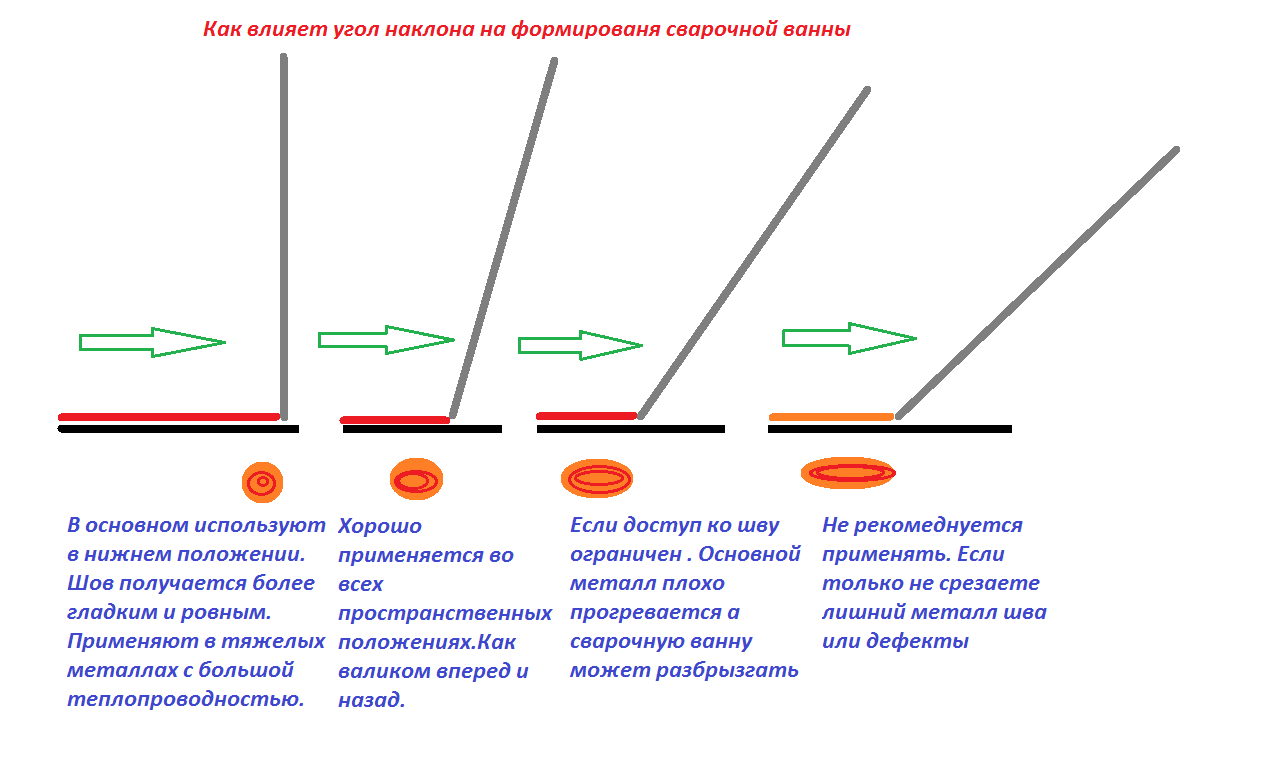
Он должен надежно укрывать ее, но без растекания металла. Нельзя уходить сильно вперед ванны. Для начала поставьте держатель под прямым углом, и постепенно делая угол острее, добивайтесь нормального заполнения сварочной ванны шлаком.
Освоив азы, можно постепенно переходить к горизонтальному и вертикальному шву. В зависимости от толщины деталей придется также регулировать угол. Со временем эта операция будет выполняться на автомате.
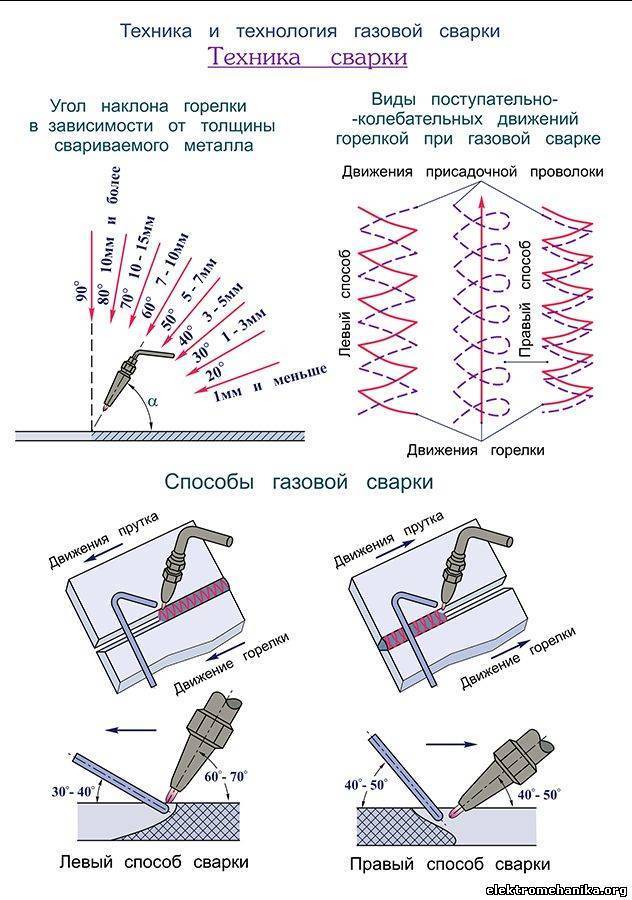
Технология и способы газовой сварки
Технология газовой сварки подразделяется на два вида:
- Газопламенный вид выполняется с образованием сварочной ванночки за счет плавления кромок деталей и присадочной проволоки.
- Газопрессовая сварка выполняется без присадочных материалов и флюсов. После расплавления кромок детали плотно сжимаются между собой и удерживаются до остывания шва.
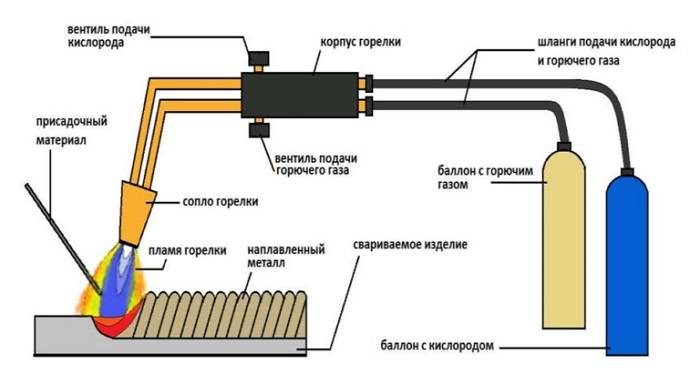 Схема газопламенной сварки
Схема газопламенной сварки
В обоих случаях кромки предварительно очищают от грязи, ржавчины наждачной бумагой или металлической щеткой. Аналогично обрабатывают присадочные материалы.
Техника газовой сварки позволяет накладывать швы независимо от пространственного положения ― от нижних до потолочных. При наложении потолочных швов расплавленный металл удерживают давлением газовой смеси. Для соединения деталей с предварительно отбортованными кромками присадочная проволока не нужна. Чаще всего газовой сваркой заготовки соединяют встык, угловыми и торцевыми швами реже. Скорость нагревания кромок деталей регулируют углом наклона относительно поверхности деталей. Чем больше его величина, тем быстрее нагревается металл.
На практике применяются следующие способы сварки:
- Левый используют для работы с металлами толщиной до 3 мм с низкой температурой плавления. Пламя ведут вдоль стыка справа налево. Для лучшего прогрева кромок деталей совершают колебательные поперечные движения мундштуком. При левом способе газовой сварки присадочную проволоку перемещают перед горелкой. Ее диаметр должен быть в 2 раза меньше толщины деталей плюс 1 мм.
Правый применяют для сварки заготовок толщиной более 3 мм с разделанными под углом кромками. Пламя ведут от левого края стыка к правому, присадочную проволоку, опустив конец в сварочную ванну, продвигают вслед за мундштуком. Ее диаметр не должен превышать половины толщины деталей. За счет лучшей защиты сварочной ванны пламенем при правом способе качество швов выше, чем при левом. Кроме этого на 10% сокращается расход газа и на 20% продолжительность процесса.
- Сквозным валиком сваривают только листовой металл. Заготовки размещают в вертикальном положении, чтобы между ними оставался зазор размером в половину толщины листов. Горелкой плавят кромки до образования сквозного отверстия. На его нижнюю часть наплавляют слой металла присадочной проволоки по всей толщине листов. Сдвигают горелку немного выше, проплавляют верх отверстия, на низ накладывают следующий слой присадки. Операцию повторяют до полного заполнения стыка. За счет послойного наплавления внутри шва не образуются поры, раковины, шлак.
- Ванночками сваривают низколегированные и малоуглеродистые марки стали толщиной до 3 мм. После образования первой ванночки размером 4 — 5 мм в нее погружают конец присадочной проволоки. Когда металл расплавится, ее помещают в темную часть пламени, чтобы не окислялась. Одновременно с этим мундштуком совершают движения по спирали, перемещая пламя вдоль стыка. Следующая ванночка должна перекрывать соседнюю на 30% площади.
- Многослойная газовая сварка отличается от других способов высоким качеством швов, которое достигается за счет отжига нижних слоев верхними и проковки каждого шва. Однако из-за низкой производительности и большого расхода газа применяют только для ответственных работ. Наплавку проводят небольшими по длине участками так, чтобы стыки нижних и верхних швов не совпадали. Прежде чем наносить следующий слой с предыдущего металлической щеткой удаляют окалину и шлаки.
У сварки пропаном и альтернативными газами есть особенности, учитывать которые новичкам трудно. Поэтому на начальном этапе обучения для начинающих сварщиков лучше использовать стандартную смесь кислорода с ацетиленом. Отработку навыков проводят на разных видах металла.
Сварка инвертором в различных пространственных положениях
https://youtube.com/watch?v=JYrmpMqKKzA
В быту и на производстве встречаются ситуации, когда детали необходимо соединить между собой не в стык, а иным способом. Швы могут быть на стене или даже на потолке. У каждого положения есть свои нюансы, которые нужно знать начинающему, пытающемуся освоить сварку инвертором. Если немного потренироваться целенаправленно в каждом виде, то легко получиться их освоить.
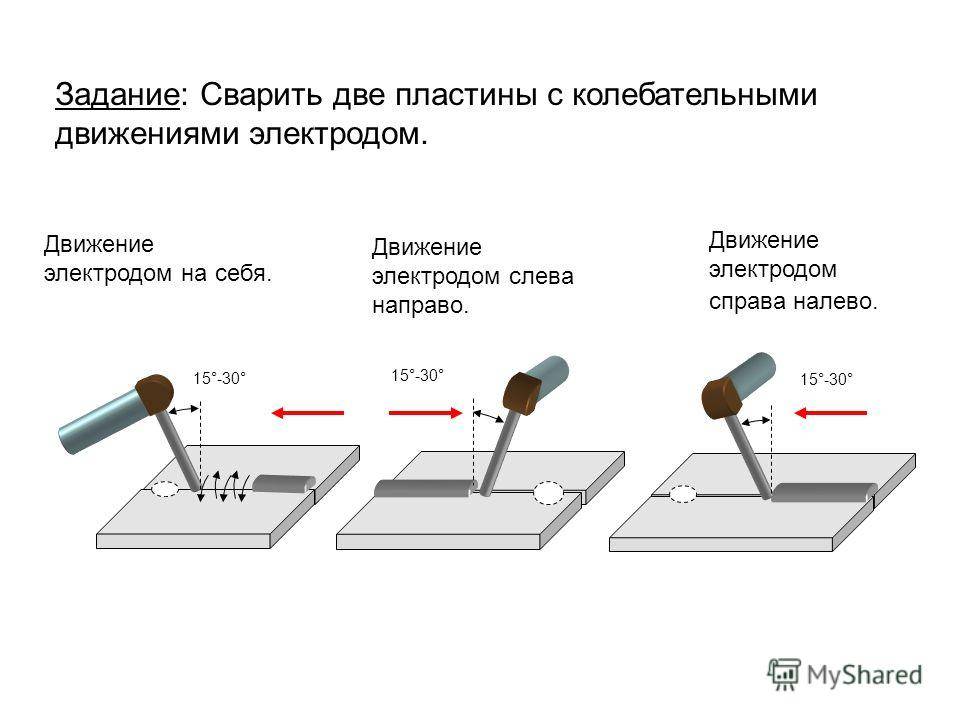
Угловое положение
Сварка двух металлических пластин под углом 90 градусов или иным, в нижнем положении, имеет свои сложности. Ввиду вертикального расположения одной из сторон, металл, под действием силы тяжести, ложится больше на нижнюю полку, поэтому шов получается неравномерным и легко ломается.
Чтобы создать угловое соединение инвертором, если есть возможность, стоит положить детали «лодочкой». V-образное положение уравнивает стороны. Выполняются две прихватки для фиксации сторон. Немного наклонив один край, путем приподнимания второго, удастся обеспечить самостоятельный отток шлака из сварочной ванны.
Выполнение такого шва не требует колебательных движений, поскольку зона сильно ограничена боковыми стенками. Здесь достаточно установить кончик электрода в основание, зажечь дугу и медленно вести ее. Для более прочного соединения рекомендуется отбить шлак после первого прохода и повторить шов.
Если нет возможности установить изделие в «лодочку», то расходный материал наклоняют под 45 градусов относительно нижней плоскости и общего положения двух пластин. Дуга ведется углом назад без колебательных движений. Периодически нужно отгонять шлак резким махом кончика.
Вертикальное положение
Это может потребоваться при установке забора или сварке инвертором теплицы. Большие конструкции сложно перевернуть, и приходиться создавать швы на вертикальной стенке. Здесь негативным фактором служит сила тяготения, из-за чего жидкий металл постоянно капает вниз и не задерживается на поверхности.
Создаются вертикальные швы инвертором снизу вверх. Угол подноса электрода 45 градусов относительно свариваемых деталей. Здесь используется прерывистая дуга и колебательные движения полумесяцем:
- Электрод зажигается у основания и откладывается «полка» из присадочного металла.
- На мгновение кончик электрода убирается, чтобы сталь застыла.
- Не отбивая шлак, тут же наносится вторая «полка» с захватом 30% предыдущей.
- Так, постепенно поднимается шов из наборных полумесяцев вверх.
- Шлак при этом самостоятельно стекает вниз и не требует никаких действий. После застывания он отбивается.
Вертикальные швы даются новичкам сложнее, поэтому придется много тренироваться. Необходима усидчивость и равномерные отрывы дуги, для предотвращения падения жидкого металла.
Потолочное положение
Потолочное положение пригождается при сварке навесов или объемных конструкций. Оно еще более сложное ввиду прямого падения тяжелого присадочного металла вниз. Здесь используют либо технику прерывистой дуги, либо значительно понижают силу тока и ведут шов непрерывно. Угол наклона электрода 45-60 градусов относительно потолочной поверхности.
Ампераж опускается на 20% относительно режима нижнего положения
Начинающему сварщику важно стать так, чтобы капли шлака не попадали на руку или маску. Кабель от держателя стоит намотать на руку, чтобы он не тянул вниз
При непрерывной технике важно держать кончик электрода максимально близко к месту соединения, чтобы обеспечить передачу электронов и хорошую проплавку. Прерывистой дугой получится создать шов более легко, но потребуется больше времени