

Технические характеристики координатно-расточного станка 2450
| Наименование параметра | 2а450 | 2450 |
| Основные параметры станка | ||
| Рабочая поверхность стола, мм | 1100 х 630 | 1100 х 630 |
| Наибольшая масса обрабатываемого изделия, кг | 600 | |
| Наибольший диаметр сверления в стали 45, мм | 30 | 40 |
| Наибольший диаметр расточки в стали 45, мм | 250 | 250 |
| Наименьшее и наибольшее расстояние от торца шпинделя до стола, мм | 250…750 | 250…750 |
| Наибольшее перемещение стола, мм | 1000 х 630 | 1000 х 630 |
| Точность установки стола по координатам, мм | ±0,01 | |
| Наибольшее вертикальное (ход) перемещение шпинделя (ручное, механическое), мм | 250 | 250 |
| Наибольшее вертикальное перемещение шпиндельной коробки (установочное), мм | 250 | 250 |
| Расстояние от оси шпинделя до стойки (вылет шпинделя), мм | 710 | 700 |
| Внутренний конус шпинделя | Специальный | |
| Наибольший конус закрепляемого инструмента | Морзе 4 | |
| Закрепление шпиндельной коробки на направляющих | ручное | |
| Предохранение от перегрузки механизма подач | есть | |
| Число Т- образных пазов на столе | 7 | |
| Величина ускоренного перемещения стола, мм/мин | 1200 | |
| Пределы рабочих подач при фрезеровании, мм/мин | 30..200 | |
| Цена деления растровой сетки установки координат, мм | 0,002 | |
| Частота вращения шпинделя (б/с регулирование), об/мин | 50..2000 | 50..1900 |
| Пределы рабочих подач на один оборот шпинделя (б/с регулирование), мм | 0,03..0,16 | 0,04..0,16 |
| Скорость быстрых перемещений стола в продольном и поперечном направлениях, мм/мин | 1000 | |
| Привод | ||
| Количество электродвигателей на станке | 6 | |
| Электродвигатель привода главного движения, кВт | 4,5 (1800) | 2 |
| Привод перемещения стола, кВт | 0,245 (3600) | 0,4 |
| Привод перемещения салазок (3600), кВт | 0,245 | |
| Привод зажима отжима стола, кВт | 0,05 (1390) | |
| Привод зажима отжима салазок, кВт | 0,05 (1390) | |
| Электронасос охлаждающей жидкости Тип | ПА-22 | |
| Габарит станка | ||
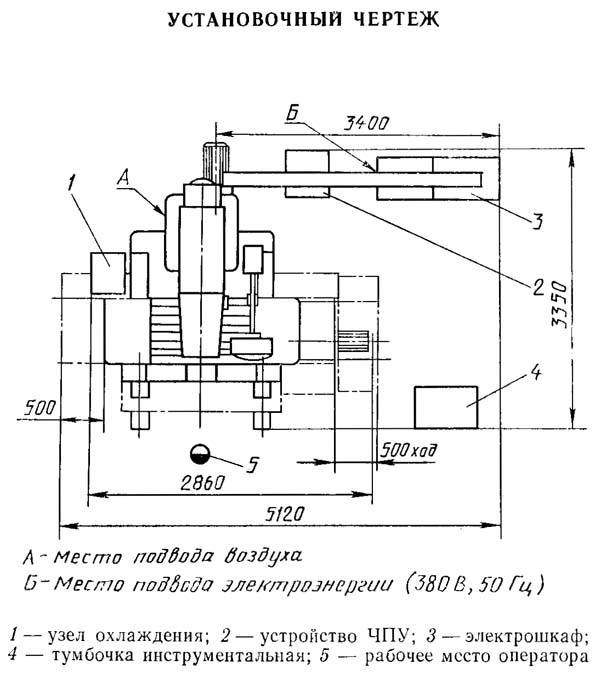
| Габариты станка, включая ход стола и салазок, мм | 2670 х 3305 х 2660 | |
| Масса станка, кг | 7300 |
Предназначение оборудования
Координатно-расточные станки призваны выполнять обработку отверстий со строгим соблюдением межцентровых расстояний между ними и ориентации относительно базовых поверхностей. Отсчет при этом происходит в прямоугольной системе координат без применения дополнительных средств направления инструмента. Применяются такие машины как в единичном, так и массовом производстве.
Основные работы на таких станках включают:
 Система координат станков
Система координат станков
- сверление растачивание отверстий (черновое, чистовое);
- обточку цилиндрических поверхностей с наружной стороны;
- обработку торцов отверстий, а также их развертывание, зенкерование;
- фрезерование плоских поверхностей;
- формирование резьбы;
- замер деталей.
Кроме этого оборудование позволяет высверливать отверстия в кондукторах и корпусных элементах, где важна предельная точность их взаимного расположения. Алмазно-расточные станки предназначены для расточки цилиндров, втулок, шатунов и других деталей двигателя.
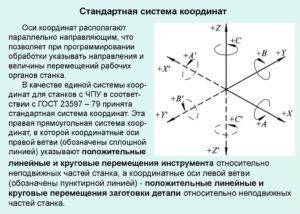 Стандартная система координат станков
Стандартная система координат станков
Кроме расточных работ, на станках можно выполнить разметку, контроль размеров, проверить межцентровые расстояния. Используя столы поворотной конструкции (идут комплектом к оборудованию), обрабатывают отверстия, расположение которых определяется полярной системой координат, а также отверстия наклонные и взаимно перпендикулярные.
Станки расточные оснащены устройствами отсчета на базе оптики. Это дает возможность производить отсчет в пределах целых и дробных частей координатного размера. Точность при этом, касаемо межцентровых расстояний, достигает порядка четырех тысячных миллиметра. Более точные устройства оборудованы системой цифрового отображения расстояния и позволяют оператору задавать координаты с точностью до 0,001 мм.
Устройство и принцип работы
Координатный станок имеет следующую конструкцию:
- рабочий стол, который перемещается в двух направлениях по оси X и Y, на нем закрепляется обрабатываемая заготовка;
- стойка и станина изготавливаются из чугуна высокого качества, на них устанавливают металлические направляющие и панель управления станком;
- траверса;
- расточные головки.
Для выполнения расточки рабочим следует выполнить следующие манипуляции:
- закрепление детали на рабочем столе в специальном приспособлении;
- в конусе шпинделя устанавливается режущий инструмент;
- от размера детали зависит высота расположения траверсы с инструментом.
Для того чтобы установить шпиндель на определенные координаты проводят перемещение стола относительно резца. В промышленности выделяют несколько видов инструмента для координатных станков:
- проходные;
- подрезные;
- канавочные;
- резьбовые;
- сверла;
- зенкера и зенковки;
- развертки.

Расточка отверстий (Фото: Instagram / remplazmatsentr)
Растачивание тонкого типа
Это заключительный этап шлифования отверстий, которое выполняется высокопрочными инструментами – алмазными или из твердосплавных материалов. Алмазно-расточной станок предназначен для расточки текстолитовых заготовок, цветных металлов, каучуковых, эбонитовых и иных синтоматериалов. К числу таких деталей принадлежат гильзы, шатуны, втулки, вкладыши, проем для пальца в поршнях, головки блока, и многое подобное. Такое растачивание осуществляется при небольших углублениях, высокоскоростным процессом резания, что обеспечивает наименьшую шероховатость отполированных деталей.

Тонкое растачивание
Алмазный вид растачивания обеспечивает отсутствие эффекта шаржирования (т.е. абразивные частицы осуществляют мягкую обработку поверхностного слоя заготовок). Этот эффект появляется в процессе хонингования, шлифовке и доводке будущей запчасти. Он уменьшает износоустойчивость запчастей.
Расточные станки: назначение и сферы использования
Применяться такое оборудование может для выполнения таких операций, как:
- нарезание резьбы, внутренней и наружной;
- сверление отверстий глухих и сквозных;
- зенкерование;
- подрезка торцов заготовок;
- торцевое и цилиндрическое фрезерование и т. д.

Чаще всего это оборудование используется для чистовой или получистовой обработки. Однако бывает, что с его применением производят и чистовую. Корпус детали на таких станках обрабатывается редко, но иногда эта операция все же производится. Ремонт расточного станка выполняется примерно по такой же технологии, что и токарного. То же самое касается и особенностей эксплуатации. Конструкцию эти два типа станков имеют схожую. Как и многие другие специальные разновидности оборудования, предназначенного для обработки металлических и деревянных заготовок, расточный станок был когда-то сконструирован на основе именно токарного.
Координатно- сверлильный станок с ЧПУ
Достоверную и устойчивую работу станка гарантирует качество комплектующих узлов и деталей. Оборудование представляет собой достаточно сложное сооружение, в котором кроме механических комплектующих деталей, вмонтирован электронный блок, требующий внимания мастера-электрика.
Конструкционные особенности
Сконструирован механизм из многих узлов:
- станины, оснащенной долевыми направляющими. По ним передвигается часть металлорежущего аппарата;
- кардинального и дополнительного стола для работы;
- гидравлической прищепки;
- выводящего стружку конвейерного устройства;
- гидравлики;
- аппарата продвижения СОЖ;
- узловой смазочной структуры;
- приспособления для управления осевыми приводами, пневматикой.
На основной версии станка с ЧПУ установлен один сверлильный шпиндель, мощность его равна 37 кВт. По желанию заказчика с целью повышения производительности на станок можно устанавливать дополнительно до 4-х вертикальных сверлильных шпинделей.

Перед начальным сверлением отверстия устанавливается в нужном положении шпиндель с использованием пульта управления. Так называемый «маховичок» на нем служит ускорителем механизма сверления дыр равновеликого диаметра. Это сокращает затраты времени, повышает производительность. Пульт с маховичком позволяет выполнить такие функции:
- ломка и удаление стружки;
- осуществлять своевременную остановку в обработке, чтобы предотвратить поломку сверла.
Разновидности оборудования
Все алмазно-расточные обрабатывающие станки классифицируются по двум признакам – количеству шпинделей и конструкционному форм-фактору (горизонтальные и вертикальные модели). Относительно первого признака можно выделить одно- и многошпиндельные агрегаты, разница между которыми заключается в возможностях одновременной обработки детали в нескольких точках. Очевидно, что цена алмазно-расточного станка с одним шпинделем, которая может составлять 250-300 тыс. руб., ниже, чем стоимость многошпиндельных моделей. Однако это не означает, что такие станки проигрывают по качеству обработки. Что же касается форм-фактора, то принципиальная разница между горизонтальными и вертикальными станками заключается в способе передачи крутящего момента и направленности вращения. В первом случае предполагается вращение стола, а в вертикальных агрегатах движение реализуется с приводом к шпинделю непосредственно.
Особенности модели 2620
У этого горизонтально-расточного станка с ЧПУ также существует некоторое количество модификаций – 2620Г, 2620В, 2620А, 2А620, 2620. При их применении раньше допустима была обработка деталей с корпусами, имеющих средние и больше размеры. Без выдвижных шпинделей станки не производятся.






Для него характерно наличие планшайб внутри, 90-миллиметровый диаметр. Обрабатываются детали весом меньше 3 тонн. Это подтверждает паспорт ис2а636ф1.
Различия у моделей имеются следующие:
- 2а620Г – задняя стойка отсутствует;
- 2А620В – задняя стойка присутствует;
- 2а620Ф1 – с устройством, осуществляющим цифровую идентификацию.
Изготовление своими руками
При сборке станка в домашних условиях рекомендуется применять подручные материалы высокого качества.
Направляющие элементы
При самостоятельном изготовлении допускается использовать втулки и стержни круглой формы. Недостатком самоделки может стать преждевременный износ. Применение оригинальных направляющих приведет к высоким затратам.
Настройку расстояния между салазками и рабочей поверхностью производят при помощи винтов. Движение по направляющим осуществляют при помощи системы привода.
Разработчики оборудования рекомендуют использовать устаревшие печатные машинки, так как они изготовлены из стали высокого качества. Их следует аккуратно разобрать, снять каретку и направляющие со всеми вспомогательными элементами. Каждую каретку используют отдельно, чтобы обеспечить движение в двух направлениях.
Старая печатная машинка (Фото: Instagram / yulekmoto)
Привод
Для обеспечения движения стола необходимо применять электродвигатель с подшипниковым узлом. Передается движение при помощи винта.
Кардан
Изготавливается из бронзовой втулки необходимого размера. На валу двигателя и трубке сверлят отверстие и закрепляют между собой при помощи спиц от велосипедного колеса или иглы от подшипников. После соединения с валом мотора рекомендуется смазать место стыка.
Ходовой вал
В качестве данного элемента могут применяться стержни из стали, прошедшей термическую обработку. Предварительно необходимо нарезать резьбу на поверхности заготовки. При этом используется стандартный шаг.
Разрезная гайка из бронзы
Данную деталь следует закрепить на движущихся частях оборудования. Изготавливается из бронзового бруска, в котором сначала сверлят отверстие, а затем нарезают резьбу. Перед использованием рекомендуется полностью провернуть гайку.
Главные характеристики
Основанный еще при СССР завод производил несколько моделей К.Р станков для промышленности. Среди них имеются такие, как:
- Координатно-расточный станок 2431 – его основное назначение сводится к совершению чистовых операций, используя элементы деталей, что не превышают 250 кг. и которые могут делать точнейшее обрабатывание отверстий и их поверхностей. Такой агрегат предназначен для часовой, радиотехнической, а также приборостроительной промышленности.
- Координатно-расточной станок 2а450 – данный агрегат дозволяет совершать обрабатывания отверстий, где указанные размеры между ними расположены в прямоугольной системе координат. На нем же делается проверка межцентровых дистанций и линейных величин. Координатно-расточный станок 2а450 имеет свои преимущества, к ним относится тот факт, что установленное на нем счетное устройство способно высчитывать не только целые, а и дробные размеры координат.
- 2д450 координатно-расточной станок – осуществляет такие же действие, что и предыдущий тип оборудования с учетом того, что он оснащен маневренными столешницами, позволяющие обрабатывать детали с наклонными и взаимно перпендикулярными отверстиями, и делать протачивание торцовых плоскостей. При этом расточный станок 2д450 может обрабатывать рабочую деталь весом до 600кг.
- Координатно-расточной станок 2421 – это одностоечный агрегат, обладающий высочайшей точностью, а также имеет оптическую систему отсчета. Он используется в приборостроение, где элементы деталей могут достигать весом до 150 кг. Кроме этого, координатно-расточный станок 2421 имеет дополнительное оснащение, к которым относятся и иные устройства, в их числе имеется режущий инструмент, что существенно повышает его функциональность.
- Координатно-расточной станок 2в440а – с помощью данного оборудования проводится сверления отверстий в диаметре до 40 мм. Кроме, проверочных функций линейных размеров и межцентровых расстояний можно совершать фрезеровочные работы не большой сложности.
- Координатно-расточной станок 2е440а – помимо расточки на этом агрегате можно совершать сверление и фрезеровку в легкой форме. Координатно-расточной станок 2е440а в своем комплекте имеет прямоугольный стол, что способен двигаться, как в продольном, так и в поперечном направлении и регулируется вручную.
- Координатно-расточной станок с ЧПУ – оборудование данного типа позволяет обрабатывать детали, осуществлять штамповку, делать пресс-формы, что требуют особой точности в мелкосерийном и в производстве крупных партий изделий. Благодаря тому, что координатно-расточной станок с ЧПУ имеет в распоряжении универсальный маневренный стол, входящий в комплект, обработка элементов производится под любим углом независимо от плоскости стола.
- К.Р. станок 2а430 представляет собой оборудование, что имеет крестообразный стол, а также индуктивно-измерительную систему, что оснащена винтовыми проходными датчиками. Кроме этого, такие расточные станки укомплектованы приспособлением для изначального ввода координатных значений и автоматической остановкой стола в обозначенном положении.
- К этой серии также относится и расточной станок МОД – он имеет отличия от своих аналогов раздельным приводом стола и салазок. Кроме этого, стол передвигается по горизонтальной направляющей станины, одна из них плоская, а вторая V-образная. Что касается установки расстояний, то они выполняются при помощи оптической системы, что состоит из стеклянных линеек. В данном случае, линейка стола составляет 1000 делений, а линейка салазок всего 630. Задаваемый параметр размеров проектируется на монитор экрана, увеличивая масштаб в 75 раз.
- К особо точным относится и К.Р станок 2411, используемый в качестве механической обработки отверстий, что пропорционально расположены относительно осей, где размеры задаются в прямоугольной системе координат.
Видео: координатно-расточной станок 2431сф10.
Вертикально-сверлильные станки
Предприятия «Электротехмаш» поставляют на отечественный рынок металлообрабатывающего оборудования сверлильные станки, представленые на рис. 2, технические характеристики которых приведены в табл. 1.
Настольные сверлильные станки и сверлильные станки на колонне предназначены для сверления отверстий в различных материалах диаметрами ..32 мм, в зависимости от модели. Настольные станки устанавливают на верстаке и крепят к нему болтами. Вращение шпинделя передается от электродвигателя клиноременной передачей. Конструкция рабочего стола обеспечивает возможность поворота вокруг горизонтальной оси на угол 45 влево и вправо.
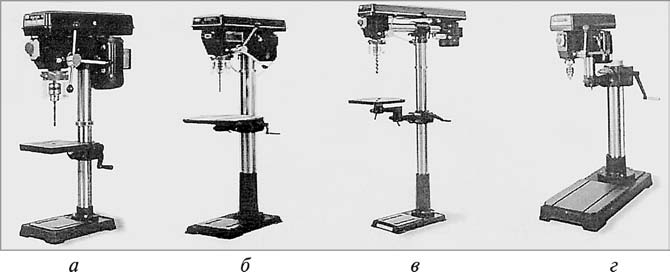
Рис. 2. Сверлильные станки моделей: а — ЭТМ4116; б — ЭТМ4119; в — ЭТМ3116; г — ЭТМ3119
Таблица 1. Сверлильные станки «Электротехмаша»
| Параметры | Модели станков | |||
| ЭТМ 4116 Q | ЭТМ4116 | ЭТМ 4119 | ЭТМ 4119М | |
| Максимальные, мм: диаметр сверления | 16 | 16 | 20 | 20 |
| высота заготовки | 254 | 330 | 356 | 356 |
| Размер патрона, мм | 3…16 | 3…16 | 3…16 | 3…16 |
| Ход шпинделя, мм | 60 | 80 | 80 | 80 |
| Частота вращения шпинделя, мин–1 | 210…2580 | 210…3340 | 120…3000 | 140…3600 |
| Количество скоростей шпинделя | 12 | 16 | 16 | 16 |
| Общая высота станка, мм | 840 | 960 | 980 | 1630 |
| Мощность, Вт | 450 | 550 | 650 | 650 |
| Напряжение | 220 | 220 | 220 | 380 |
| Масса станка, кг | 37 | 53 | 70 | 80 |
Пользуются повышенным спросом вертикально-сверлильные станки промышленной группы «АСВ-Техника» (рис. 3, табл. 2).
Таблица 2. Технические характеристики вертикально-сверлильных станков
| Модель | Диаметр сверления, мм | Расстояние от шпинделя до плиты, мм | Вылет шпинделя, мм | Частота вращения шпинделя, мин–1 | Мощность привода, кВт | Габариты (Д Ш В), мм | Масса, кг |
| ЗИМ445-01 | 6 | 250 | 170 | 1500…15 000 | 0,18 | 635x395x920 | 80 |
| 2М112 | 12 (патрон 16) | 400 | 200 | 450…4500 | 0,55 | 795x370x950 | 120 |
| 2С125 | 25 | 1210 | 320 | 90…1400 | 1,3 | 800x500x2050 | 450 |
| 2С132 | 50 (М33) | 1000 | 300 | 31,4…4000 | 4,0 | 1105x850x3000 | 1200 |
| ЗИМ449 резьбонарезной | М8 | 240 | 220 | 520…790 | 0,55 | 760x380x660 | 80 |
| 2С132Л | 50 (М33) | 750 | 300 | 31,5…4000 | 4,0 | 1080x1470x3000 | 1400 |
Универсальный вертикально-сверлильный станок модели 2С50 предназначен для обработки деталей из различных конструкционных материалов в условиях единичного и мелкосерийного производства. Имеющийся на станке преобразователь частоты предназначен для преобразования одноили трехфазного напряжения с постоянной частотой 50 Гц в трехфазное напряжение переменной частоты в диапазоне 0,2…400 Гц. Это свойство преобразователей частоты делает возможным их широкое применение для бесступенчатого регулирования скорости асинхронных электродвигателей, главного движения для вращения шпинделя, что позволяет вести обработку различных материалов с максимально выгодными режимами резания. Станок модели 2С50 позволяет выполнять операции сверления, зенкерования, зенкования, растачивания, нарезания резьбы метчиками.







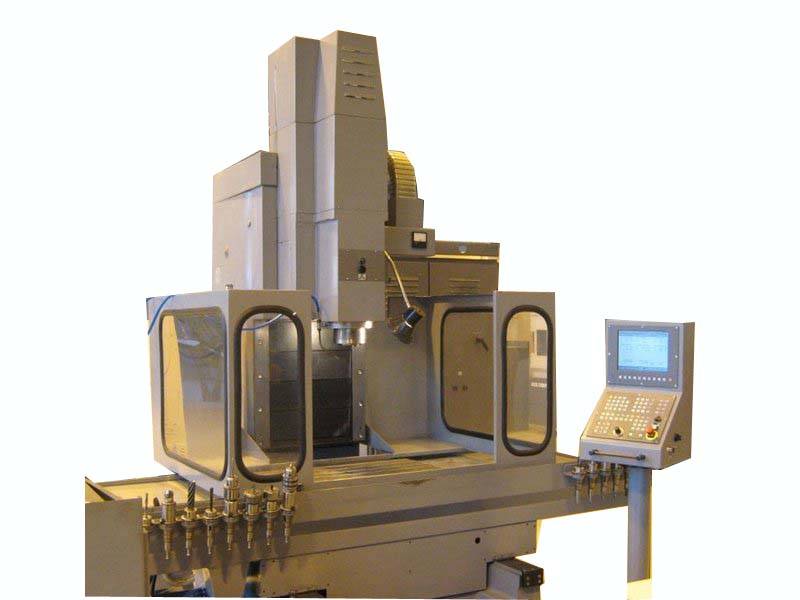
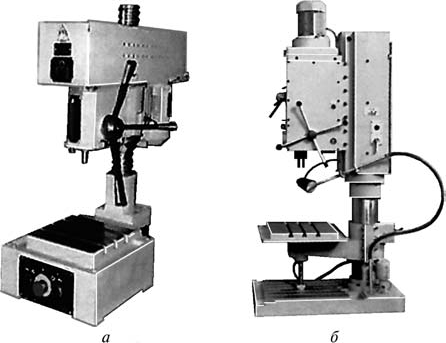
Рис. 3. Вертикально-сверлильные станки моделей: а — 2М112; б — 2С132Л
Технические характеристики станка 2С50
| Диапазон сверления в стали, мм | 3—50 (60)** |
| Диапазон нарезаемой резьбы | М3—М33 |
| Размер рабочей поверхности подъемного стола, мм | 500 500 |
| Количество Т-образных пазов | 3 |
| Ширина Т-образного паза | 18Н12 |
| Наибольшее расстояние от торца шпинделя до стола, мм | 750 |
| Подъем стола, мм | 300 |
| Расстояние от оси шпинделя до колонны, мм | 300 |
| Конус шпинделя | Морзе 4 (5)* /Мorse 4 (5)* |
| Перемещение пиноли шпинделя, мм | 250 |
| Количество частот вращения шпинделя | Регулирование бесступенчатое |
| Диапазон частот вращения шпинделя, мин–1 | 0…4000 |
| Крутящий момент, не более, Н · м | 400 |
| Осевое усилие на шпинделе, не более, Н | 15 000 |
| Количество механических подач шпинделя | 9 |
| Диапазон механических подач шпинделя, мм/об | 0,1; 0,14; 0,2; 0,28; 0,4; 0,56; 0,8; 1,12; 1,6 |
| Мощность двигателя главного движения, кВт | 4 |
| Установочное перемещение сверлильной головки, мм | 170 |
| Наибольшая масса заготовки, кг | 600 |
| Наибольшая высота заготовки, мм | 600 |
| Масса станка, кг | |
| с упаковкой | 1500 |
| без упаковки | 1200 |
| Габаритные размеры, мм: с упаковкой | 1350x1100x2560 |
| без упаковки | 870 1110 2500 |
*— опция. ** — при минимальных подачах и оборотах.
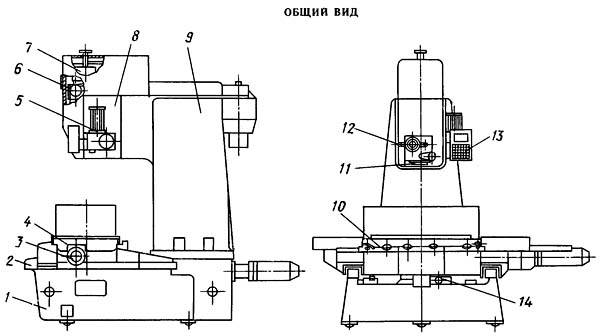
Конструкция координатных станков
Одностоечное оборудование этого типа включает в себя следующие основные элементы:
- крестовой стол, предназначенный для передвижения заготовки в двух направлениях (взаимно перпендикулярных);
- станина;
- расточная головка.
В конструкцию двухстоечного станка входят:
- стойки и станина;
- расточные головки;
- стол;
- траверса.
Режущий инструмент в таких станках может передвигаться в полярных и прямоугольных координатах. Основой оборудования этого типа является станина. Этот элемент состоит из двух плоских и одной Т-образной направляющих. По ним в процессе работы передвигаются салазки. Также на станине закреплены пульт управления и устройство набора координат.

На стойках размещаются такие элементы, как блок направляющих, коробка скоростей, кожух клиноременной передачи.
Радиально-сверлильные станки
От вертикально-сверлильных станков радиально-сверлильные отличаются конструктивной возможностью совмещения оси отверстия заготовки с осью шпинделя путем перемещения шпинделя относительно неподвижной заготовки в любое место горизонтальной поверхности стола. Радиально-сверлильные станки по конструкции подразделяют на станки общего назначения, переносные — для обработки отверстий в заготовках больших размеров (станки переносят подъемным краном к заготовке и обрабатывают вертикальные, горизонтальные и наклонные отверстия) и самоходные, смонтированные на тележках с креплением их в месте обработки с помощью башмаков.
Радиально-сверлильный станок модели 2554 (рис. 4) применяют при обработке отверстий в средних корпусных деталях. Станок позволяет выполнять сверление в сплошном материале, рассверливание, зенкерование, развертывание и растачивание отверстий, нарезание резьбы метчиками и другие операции. На фундаментной плите 1 станка установлена тумба 2 с неподвижной колонной 3, на которой надета гильза 4. Гильза поворачивается вокруг колонны, обеспечивая обработку отверстий в любом месте детали без ее перемещения. На гильзе смонтирована траверса 6, имеющая горизонтальные направляющие, по которым может перемещаться шпиндельная головка 5. Внутри шпиндельной головки размещены коробка скоростей, коробка передач и узел шпинделя 7. На передней крышке расположены органы управления. Обрабатываемые заготовки устанавливают на приставном столе или непосредственно на верхней плоскости фундаментной плиты.
Технические характеристики радиально-сверлильных станков, пользующихся повышенным спросом на отечественном рынке металлорежущего оборудования, приведены в табл. 3; 4.
Таблица 3. Радиально-сверлильные станки
| Модель | Диаметр сверления, мм | Расстояние от шпинделя до плиты, мм | Вылет шпинделя, мм | Частота вращения шпинделя, мин–1 | Мощность привода, кВт | Габариты (Д Ш В), мм | Масса, кг |
| 2К522 | 32 (М16) | 960 | 800 | 45…200 | 1,5 | 1480x940x1990 | 950 |
| ГС545 | 45 | 1250 | 1100 | 45…2000 | 3,0 | 1800x925x2260 | 1380 |
| 2А554 | 50 (М52) | 1600 | 1600 | 18…2000 | 5,5 | 2850x1030x3430 | 4700 |
| 2А576 | 80 (М80) | 2000 | 2500 | 9…1800 | 7,5/11,0 | 4180x1280x4125 | 11 850 |
| 2А587 | 100 (М100) | 2500 | 3150 | 8…1600 | 11,0 | 4850x1830x4912 | 17 150 |
Промышленные радиально-сверлильные станки ЭТМ 3116 и ЭТМ 3116А укомплектованы зубчатой рейкой и ведущей шестерней, которые находятся на горизонтальной консоли. На станках можно выполнять угловое сверление при обычном положении заготовки и сверление под комбинированными углами при повороте заготовки; сверление вне рабочего стола, когда размеры заготовки превышают его размеры; углубленное сверление до 420 мм; горизонтальное сверление. Шарнирный рабочий стол может быть отрегулирован в любое положение под шпинделем.
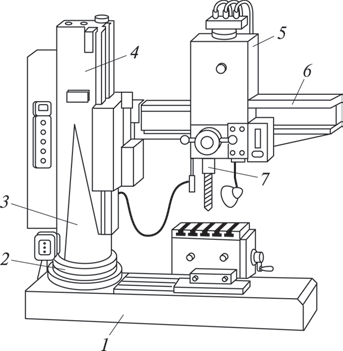
Рис. 4. Радиально-сверлильный станок модель 2554: 1 — плита; 2 — тумба; 3 — колонна; 4 — гильза; 5 — шпиндельная головка; 6 — траверса; 7 — шпиндель
Промышленные радиально-сверлильные станки ЭТМ-3119, ЭТМ 3125 укомплектованы зубчатой рейкой и ведущей шестерней, мощным надежным двигателем для длительных режимов работы, высокоточными опорными подшипниками шпинделя, массивной зеркально-гладкой поверхностью основания с двумя пазами. Головка и консоль поворачиваются на 360 .









Таблица 4. Технические характеристики радиально-сверлильных станков
| Параметры | Модели станков | |||
| ЭТМ 3116 | ЭТМ 3116 | ЭТМ 3119 | ЭТМ 3125 | |
| Максимальный диаметр сверления, мм | 16 | 16 | 20 | 20 |
| Максимальная высота заготовки, мм | 154 | 330 | 356 | 356 |
| Размер патрона, мм | 3…16 | 3…16 | 3…16 | 3…16 |
| Ход шпинделя, мм | 80 | 80 | 80 | 80 |
| Частота вращения шпинделя, мин–1 | 460…2890 | 460…2890 | 120…3000 | 140…3600 |
| Количество скоростей шпинделя | 5 | 5 | 16 | 16 |
| Общая высота станка, мм | 790 | 1630 | 980 | 1630 |
| Мощность, Вт | 550 | 550 | 550 | 750 |
| Напряжение, В | 220 | 380 | 380 | 380 |
| Масса, кг | 37 | 61 | 163 | 173 |
Спецприспособления и расточные головки

Резцы расточные с цилиндрическим хвостовиком для координатно-расточных станков с пластинами из твердого сплава
Координатный расточный станок выполняет обработку деталей при помощи всевозможных съемных режущих насадок. Сам резец представляет собой изделие, рабочая часть которого изготовлена из инструментальной стали. Элемент крепится в головке при помощи державки хвостовика.
Конструктивно держатель резца выполнен так, чтобы последний мог свободно перемещаться на специальном ползуне. С аппаратной частью координатно-расточного станка ползун связан через распределительную планку. При необходимости перемещения резца под воздействием управляющего сигнала срабатывает автоматический элемент в планке, после происходит сдвиг в ту или иную сторону шпиндельной бабки.
Еще одна операция, где применяют спецприспособление – изготовление матрицы для пресс-формы (растачивание). В качестве универсального инструмента выступает регулируемая головка. Этот элемент снабжен пазом для перемещения ползуна и регулятором-кольцом с нанесенной на него шкалой. Настройку (предварительную и точную) осуществляют механически при помощи двух винтов.





