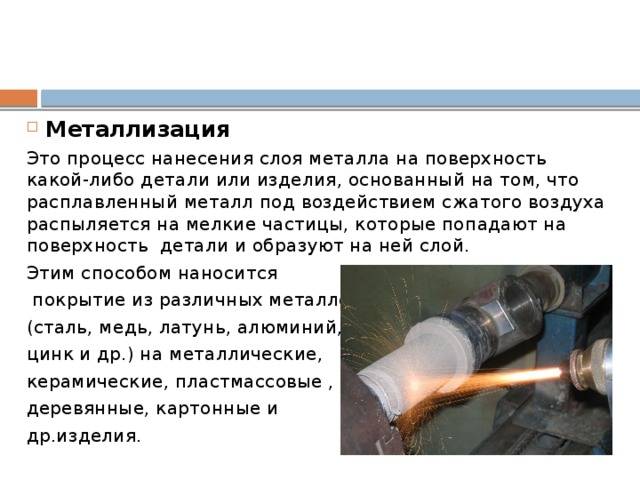
Электродуговая металлизация
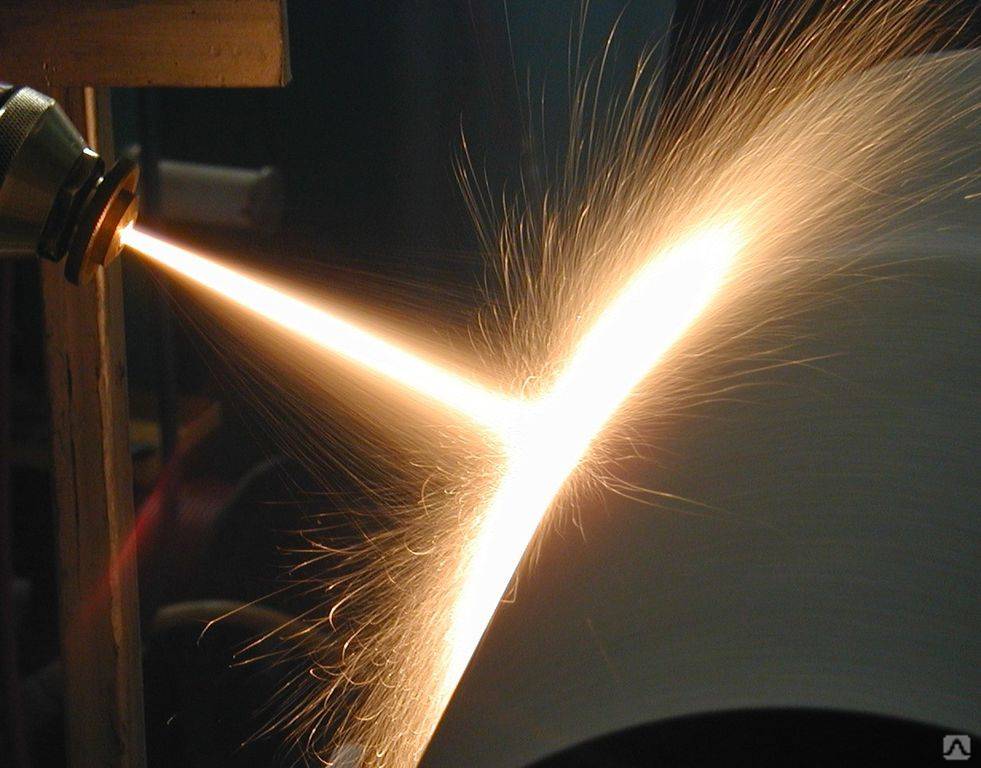
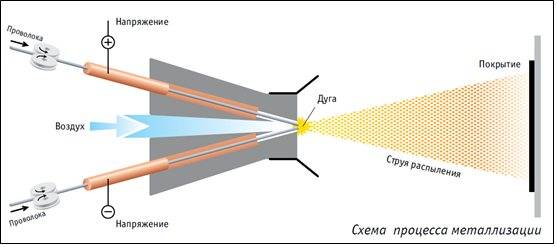
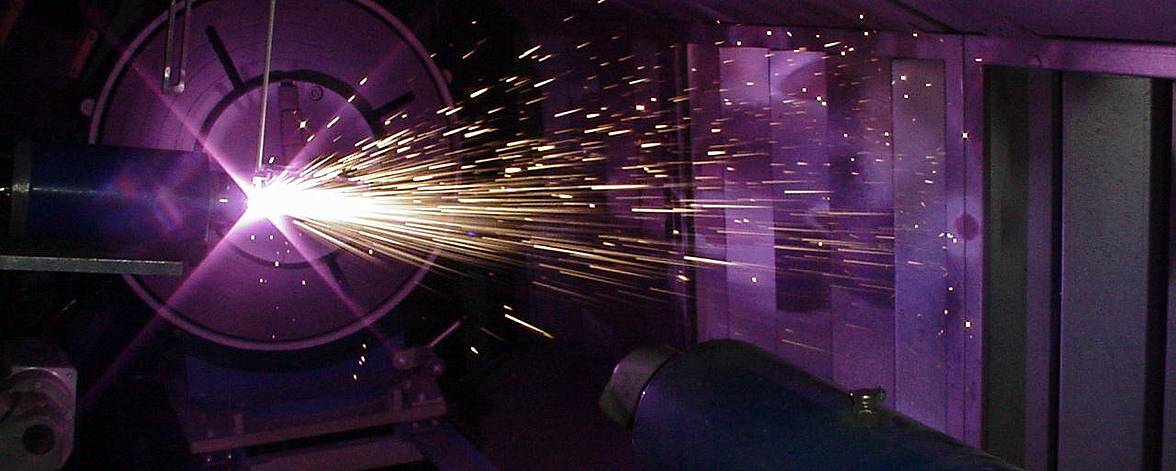
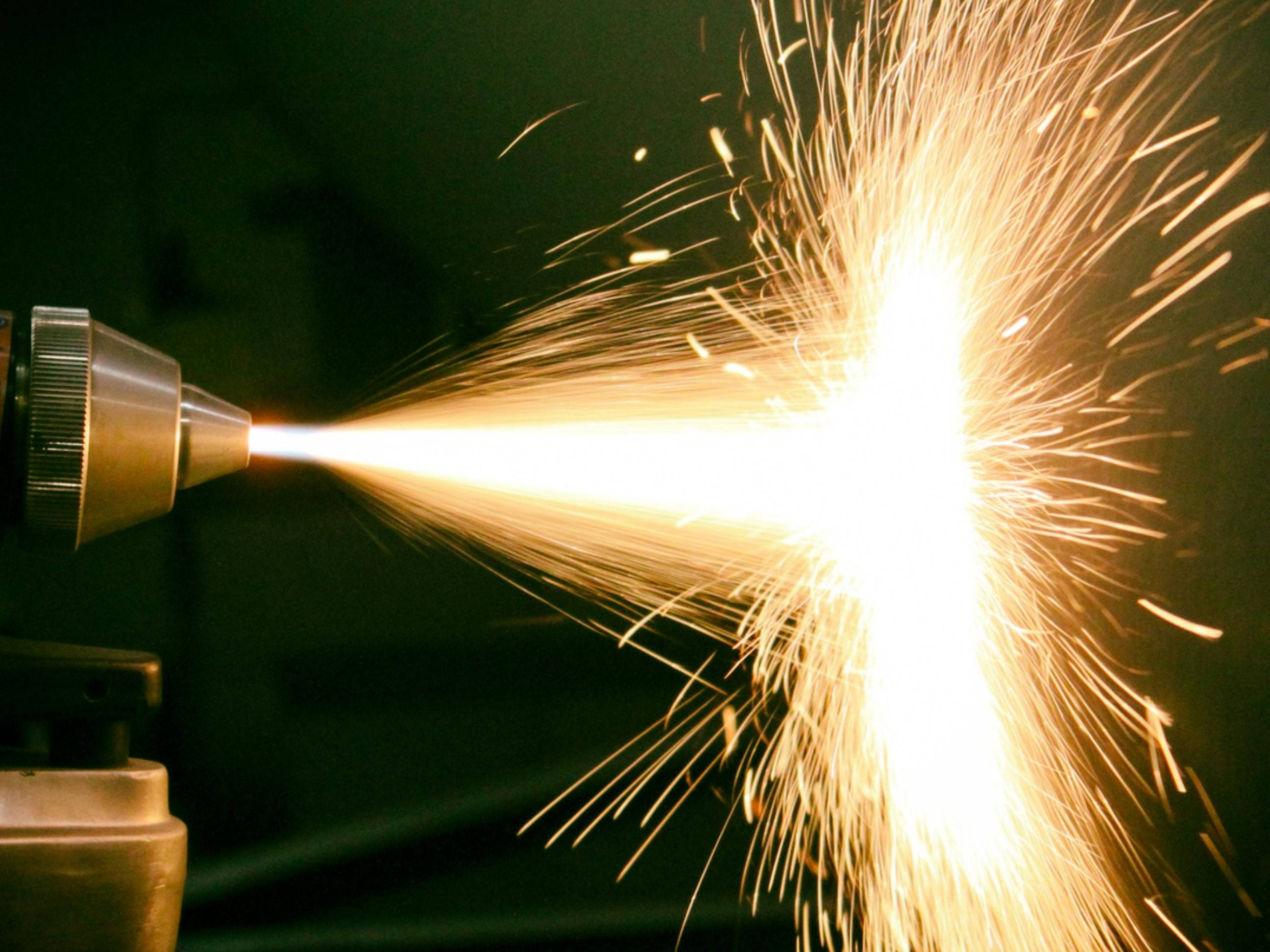
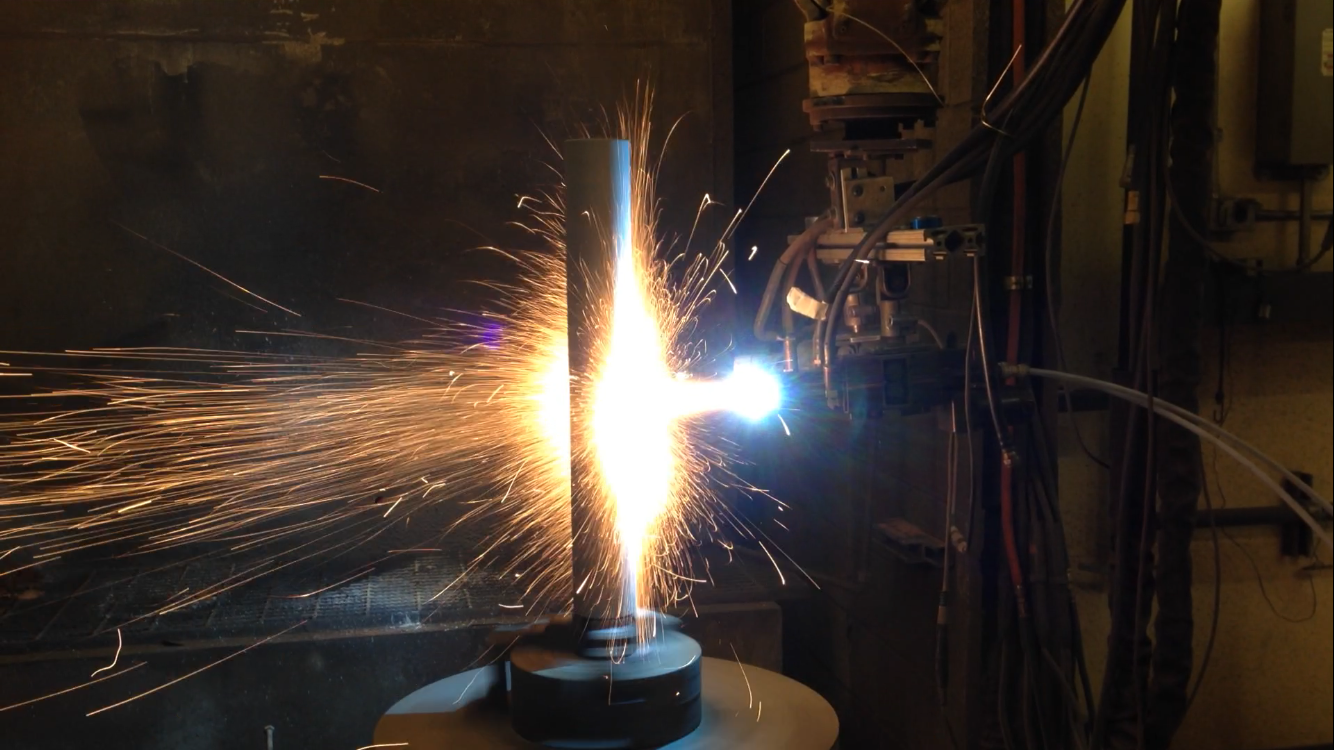
Электродуговая металлизация — это холодный процесс термического напыления, при котором температура поверхности не превышает 150°C. Такая малая температура исключает изменения в структуре металла и его деформацию. Процесс электродуговой металлизации происходит с использованием двух проволок, расплавляемых электрической дугой, имеющей температуру 5000 — 6000 С. Сжатый газ — воздух — распыляет расплавленные концы проволоки и подает капли на поверхность детали, со скоростью более 100 метров в секунду, формируя покрытие с высокой прочностью сцепления и низкой пористостью.
Преимущества процесса электродуговой металлизации
- Процесс электродуговой металлизации – это процесс термического напыления, имеющий высокую производительность и низкие эксплуатационные расходы.
- Более прочные покрытия с высокой адгезией по сравнению с газопламенным способом
- Безопасный процесс
- Холодный процесс напыления, исключаются деформации и структурные изменения в основном металле
- Не требуется использования кислорода, керосина или горючего газа , что уменьшает стоимость покрытия.
- Оператор может использовать две различные проволоки во время металлизации для получения покрытий с требуемыми свойствами
Область применения электродуговой металлизации
Электродуговая металлизация применяется для антикоррозионной защиты цинком и алюминием путем нанесения на детали или изделия.
Наносимый материал должен быть токопроводящим. Наиболее используемые материалы — это металлический материал или порошковые проволоки.
Низкие эксплуатационные расходы, высокая скорость напыления, и эффективность делают процесс хорошим инструментом для покрытия больших поверхностей или большого числа деталей.
Антикоррозионные металлические покрытия выдерживают температуры до -60 °C, не отслаиваясь и не разрушаясь.
Правильно нанесенные металлизационные покрытия обладают высокой адгезией к металлу и не отслаиваются от самой конструкции, даже при существенных механических деформациях самой конструкции, металлизированное защитное покрытие держит изгиб при радиусе до двух толщин без отслаивания.
Существенно долгий срок службы металлизированных покрытий, вплоть до 30 лет.
Сферы применения электродуговой металлизации
- Износостойкие покрытия
- Мосты (бетон и сталь)
- Производство цемента
- Инженерные покрытия
- Ветряные электростанции
- Нефть и газМеталлургия
- Судостроение/судоремонт
- Металлические конструкции
- Теплоэлектростанции
- Горнодобывающая промышленность
- Утилизация и переработка отходов
- Целлюлозно-бумажная промышленность
Использование металлизированных материалов
Широкое использование процесса вакуумной металлизации является недавним. Оно появилось в Европе в 1930-40 гг., и стало существенной индустриальной деятельностью только к середине шестидесятых. С тех пор произошло значительное продвижение в технологии этого процесса, который состоит из нанесения чрезвычайно тонкого металлического слоя на «основание», которое, в области наших интересов, является главным образом пластмассовой пленкой, бумагой или легким картоном.
Самые частые применения для металлизации бумажного и легкого картона:
- упаковка
- этикетки
- бумага для пачек сигарет
- ярлыки
- художественное оформление
- специальные применения (например термочувствительные бумаги)
Самые общие применения пластиковых пленок:
- гибкая упаковка
- этикетки
- художественное оформление
- токоприемники для микроволновых пленок
- парча (или нить для металлической ткани)
В настоящее время вакуумная металлизация стала одним из фундаментальных процессов во многих отраслях, в том числе упаковочной и полиграфической промышленности. Металлизированные пленки находят применение там, где ранее использовались материалы, кашированные алюминиевой фольгой. Что касается металлизированной бумаги – возросло ее потребление для изготовления этикеток.
Исходя из экономических соображений, а так же благодаря функциональным, качественным и эстетическим показателям заметно повышается потребность в металлизированных материалах.
Механическая обработка покрытий
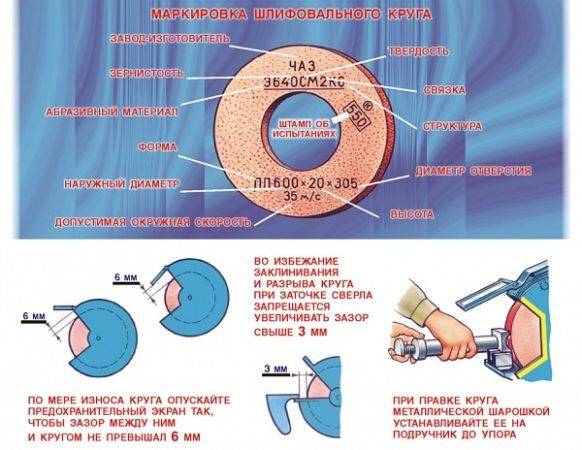
Когда необходимо получить чистую поверхность с точными размерами и заданной шероховатостью, напыленное с некоторым припуском покрытие подвергают механической обработке. Основные виды механической обработки покрытий – резание и шлифование. Для обработки покрытий из углеродистых и коррозионно-стойких сталей методом точения или фрезерования можно использовать быстрорежущий и твердосплавный инструмент. Шлифование покрытий можно осуществлять как с подачей охлаждающей жидкости, так и без нее. «Мокрое» шлифование предпочтительнее в случаях, когда не возникает проблем, связанных с проникновением охлаждающей жидкости в поры покрытия. Грубое шлифование (как сухое, так и мокрое) может привести к образованию трещин на шлифуемой поверхности. Поэтому, чтобы получить качественную поверхность, необходимо правильно выбрать шлифовальный круг и режимы шлифования. Обычно для шлифования нанесенных покрытий используют круги со сравнительно грубой структурой и непрочной связкой.
После окончательного шлифования поверхность покрытия должна иметь матовый блеск и содержать мелкие поры. Слишком блестящая поверхность, на которой отсутствуют поры, указывает на неправильное шлифование.
Уплотнение покрытия, заполнение его пор уплотняющими материалами, когда это необходимо, производят перед шлифованием. Уплотняющие материалы препятствуют проникновению в поры покрытия частиц абразивных материалов, используемых при шлифовании. Если поры покрытия не заполнены уплотняющими материалами, то после шлифования необходимо промыть покрытие и удалить частицы, попавшие в него при шлифовании
Это особенно важно для покрытий, наносимых на поверхность подшипников. Покрытия из мягких материалов (олова, цинка, баббита) можно хонинговать, в результате чего получается гладкая поверхность с незначительной пористостью. Просмотров: 702
Просмотров: 702
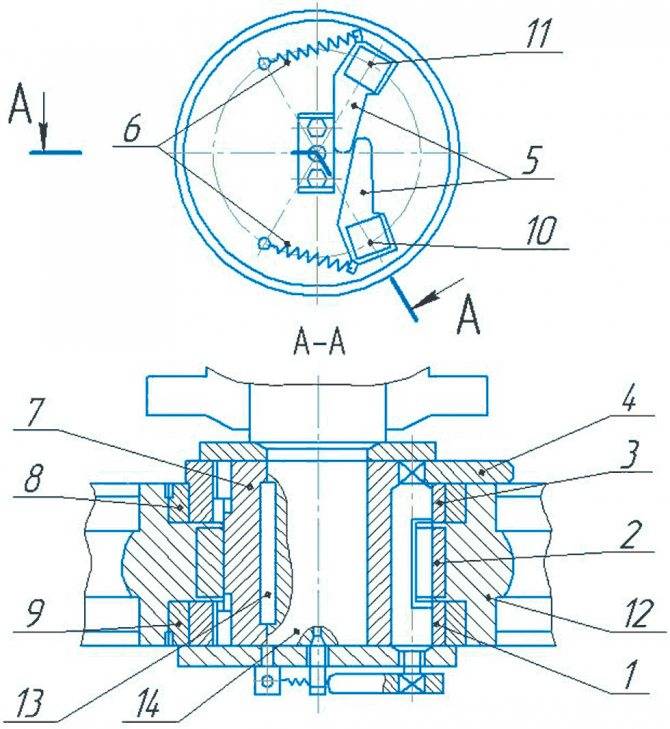
Принцип действия и устройство электродугового металлизатора
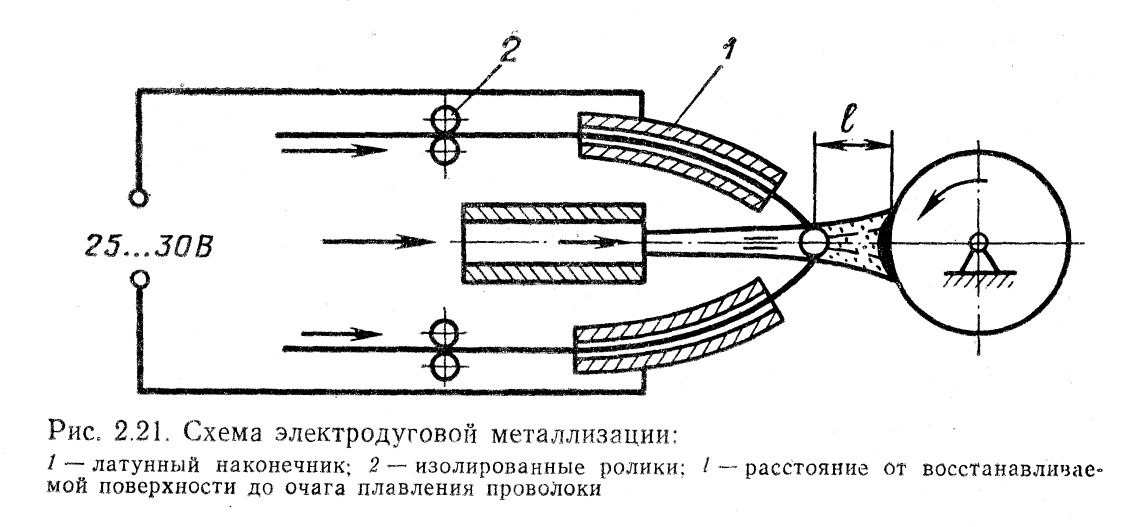
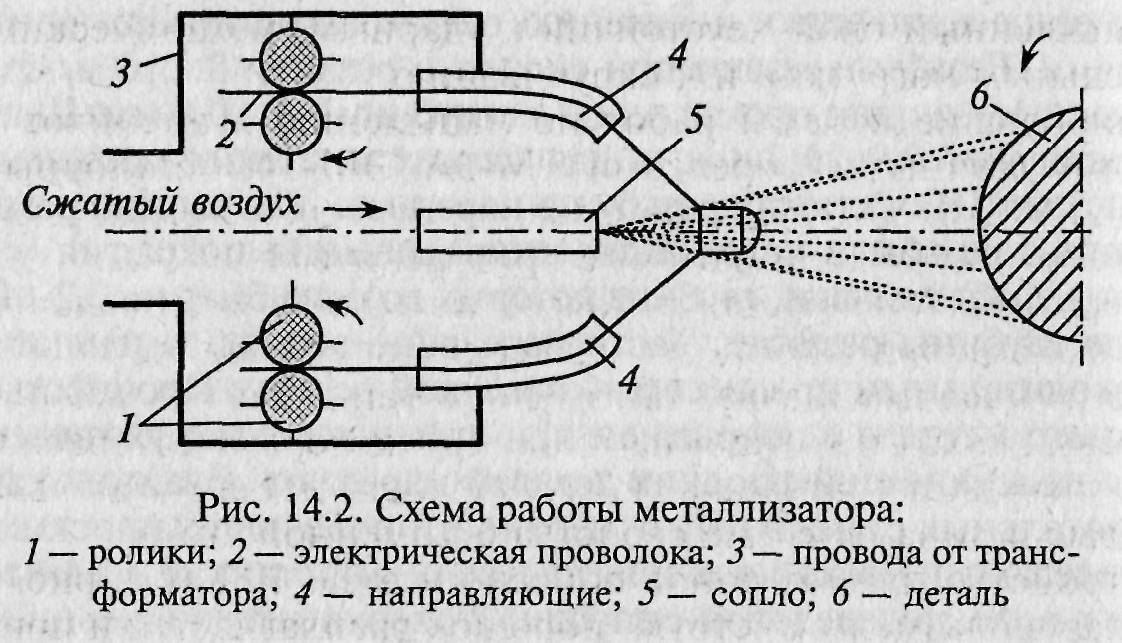
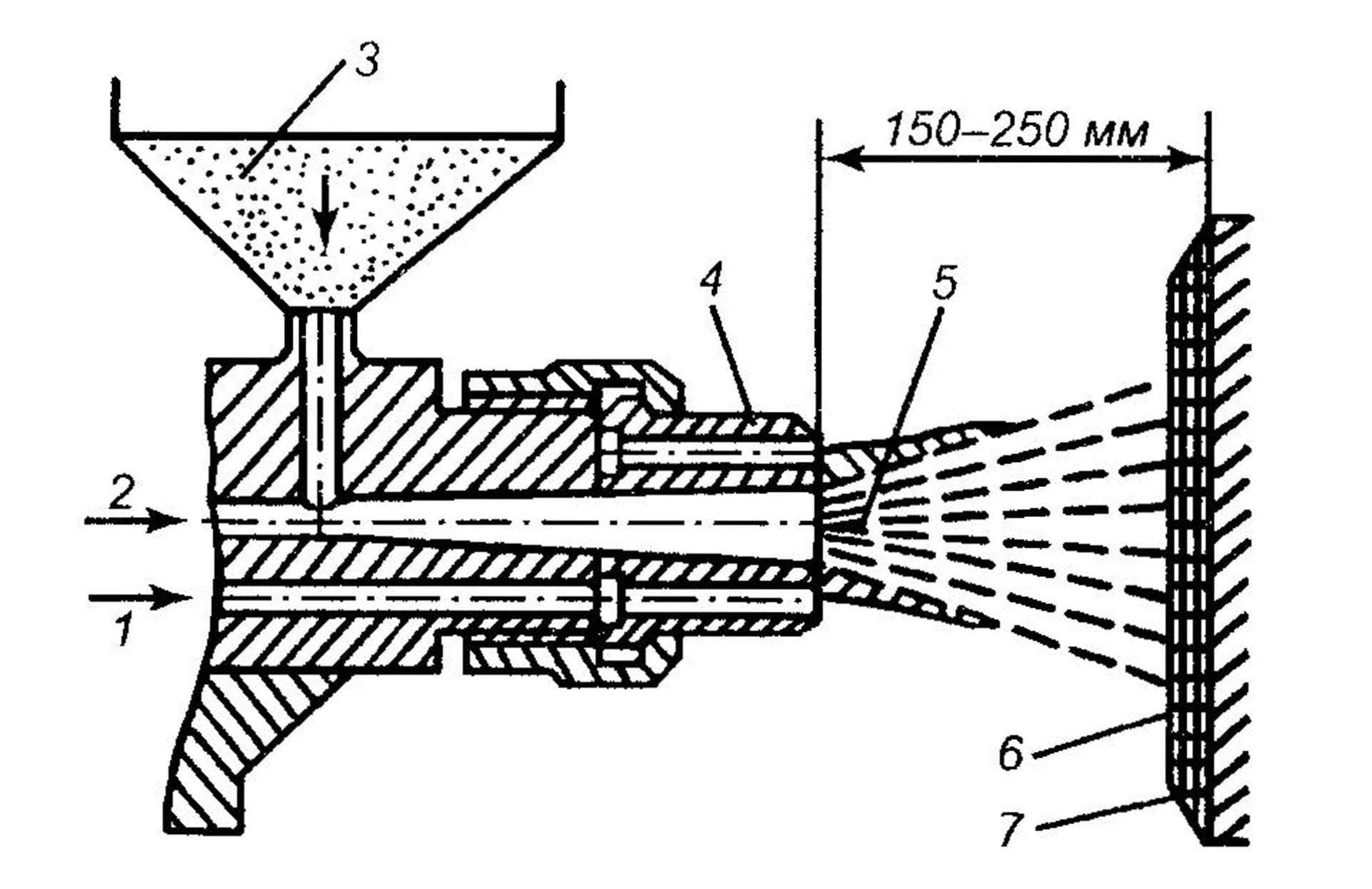
Принцип работы металлизатора состоит в расплавлении двух проволочных электродов электрической дугой и распылении расплавленного металла струей сжатого воздуха. Расплавленные частицы, попадая на покрываемую поверхность, сцепляются с ней и образуют сплошное покрытие, при этом толщина слоя регулируется числом проходов металлизатора и скоростью его перемещения относительно металлизируемой поверхности (рис. 1).


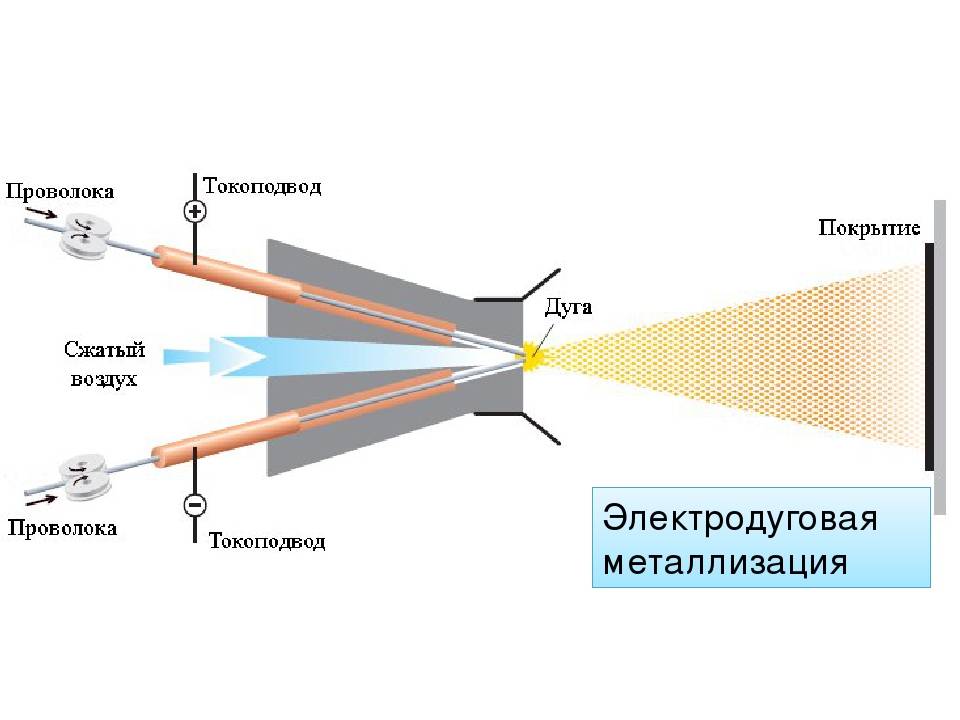

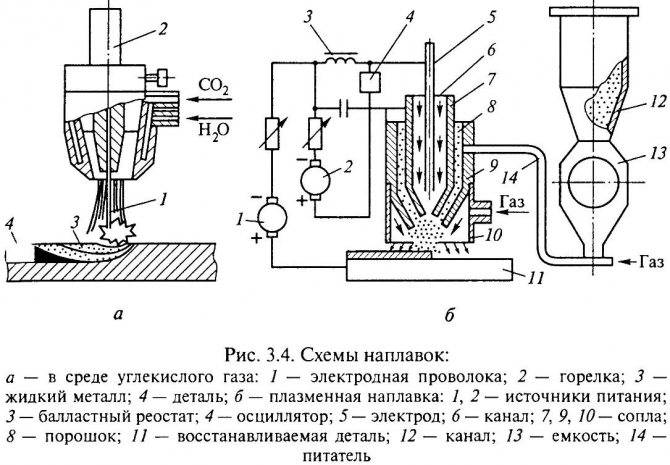

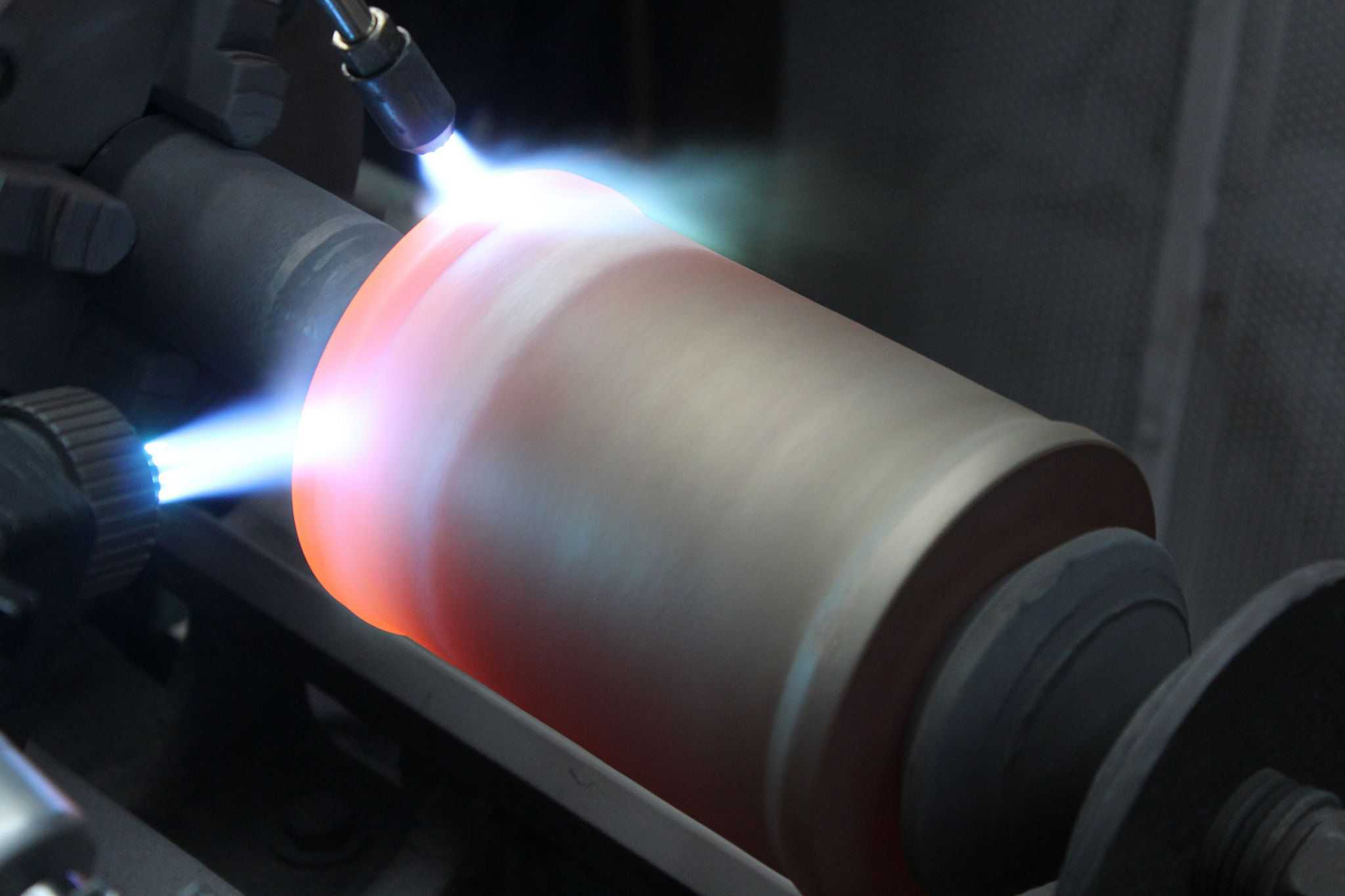
Конструкция электродугового металлизатора предусматривает специальные направляющие, через которые непрерывно осуществляется подача двух распыляемых проволок. Между концами этих проволок возбуждается электрическая дуга. В центральной части металлизатора имеется сопло, через которое подается сжатый воздух. Струя сжатого воздуха отрывает с проволок-электродов частицы расплавленного металла и уносит их к напыляемой поверхности.
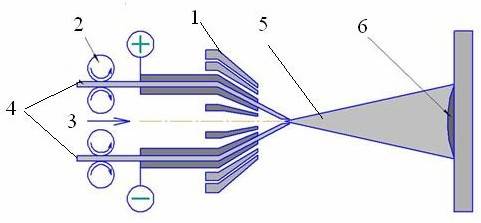
Рис. 1. Схема процесса электродуговой металлизации: 1 – корпус металлизатора; 2 – механизм подачи проволоки; 3 – канал подачи воздуха; 4 – электродные проволоки; 5 – электрическая дуга с распыленными частицами проволок; 6 – напыленное покрытие
Электродуговой металлизатор может работать как на постоянном, так и на переменном токе. При использовании переменного тока дуга горит неустойчиво и сопровождается большим шумом. При постоянном токе характер работы становится устойчивым, напыленный материал имеет мелкозернистую структуру, производительность процесса при этом достаточно высокая. Поэтому в настоящее время для электродуговой металлизации поверхностей используют источники постоянного тока. Для работы металлизатора обычно применяют проволоку диаметром 0,8…2 мм.
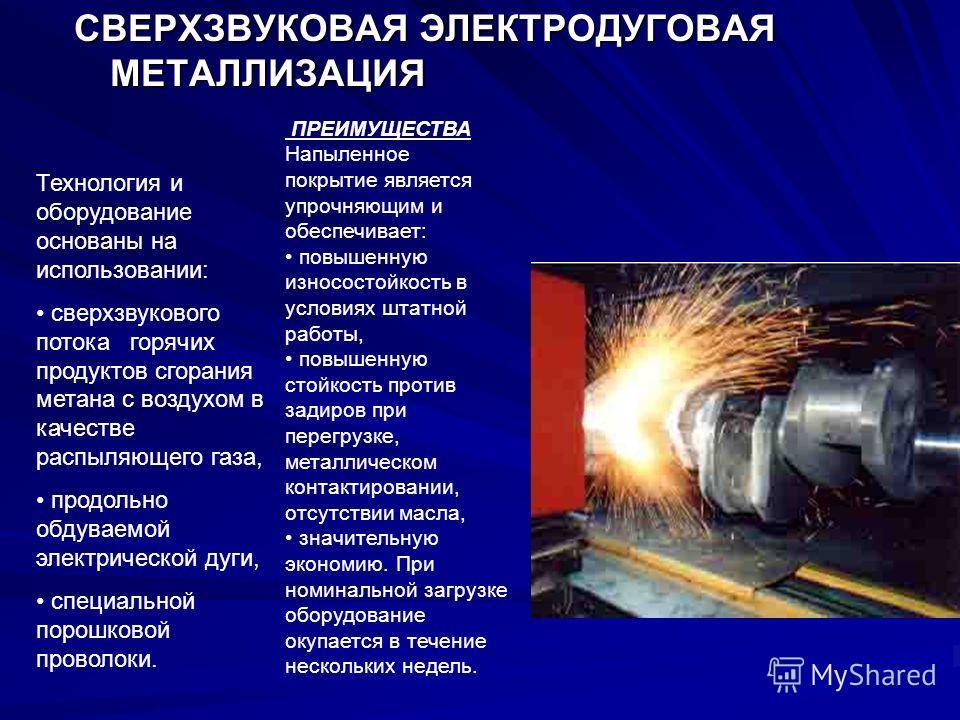
Преимуществом способа электродуговой металлизации является высокая производительность процесса и возможность значительного сокращения затрат времени на напыление. Например, при силе тока до 700 А можно напылять стальное покрытие с производительностью 30…35 кг/ч, что превышает в несколько раз производительность газопламенного напыления. По сравнению с газопламенным напылением металлизация позволяет получать более прочные покрытия с высокой степенью адгезии.
При использовании в качестве электродов проволок из двух различных металлов можно получить покрытие из их сплава. При напылении покрытия распылением двух электродов из разнородных материалов желательно использовать такие электрометаллизаторы, которые бы позволяли производить отдельную регулировку скорости подачи каждого электрода.
Недостатком рассматриваемого метода является перегрев и окисление напыляемого материала при малых скоростях подачи распыляемой проволоки. Кроме того, большое количество теплоты, выделяющейся при горении дуги, приводит к значительному выгоранию легирующих элементов, входящих в напыляемый сплав. Это необходимо иметь в виду при разработке технологии нанесения покрытий и применять для напыления проволоку, содержащую повышенное количество легирующих элементов.
Металлизатор обычно состоит из следующих основных частей: корпуса, привода механизма подачи проволоки, распылительной головки, шлангов защитных для проволоки и пульта управления. Например, электродуговой металлизатор ЭДМ-5У (рис. 2) предназначен для нанесения металлических покрытий со сверхзвуковым истечением воздуха на специально подготовленную поверхность. Асинхронный двигатель мощностью 0,25 кВт позволяет работать с проволоками диаметром до 3,5 мм. Авторы этой конструкции (ООО НПФ «ТОМ») разработали специальное сверхзвуковое воздушное сопло (скорость выхода воздуха до 500 м/с), позволяющее как значительно увеличить скорость полета частиц расплавленного металла (повысить адгезию), так и уменьшить угол распыления, что приводит к увеличению коэффициента использования проволоки. Пульт управления металлизатором оснащен частотным преобразователем для плавного регулирования режимов напыления и соединения металлизатора со сварочным источником питания.
Кроме указанного металлизатора разработаны и используются для нанесения коррозионно-стойких покрытий, восстановления и упрочнения поверхностей изделий металлизаторы типа ЭМ-14М, ЭМ-17, ЭМ-19 с различными характеристиками и производительностью.
Источниками питания для работы металлизаторов служат сварочные выпрямители типа ВДУ-504, -505, -506, ВС-600, ПСГ-500, ПСУ-500 и другие с регулируемым напряжением и жесткой вольтамперной характеристикой. Эти источники тока позволяют производить распыление практически любых металлов в широком диапазоне режимов работы.
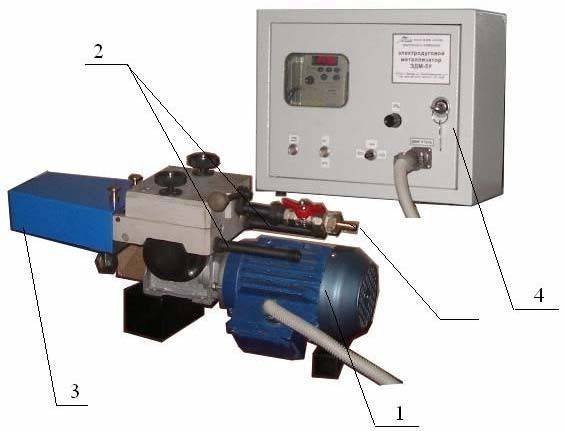
Рис. 2. Электродуговой металлизатор ЭДМ-5У: 1 – электродвигатель; 2 – каналы подачи проволок; 3 – сопло; 4 – блок управления; 5 – канал подачи воздуха
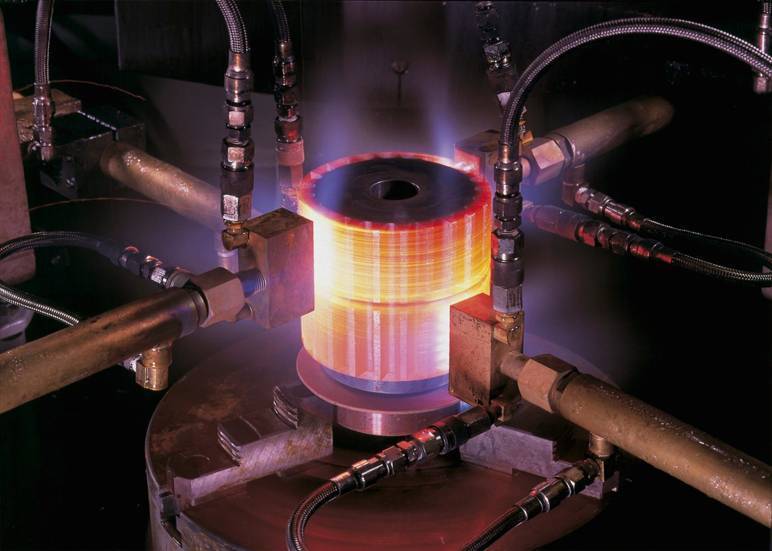
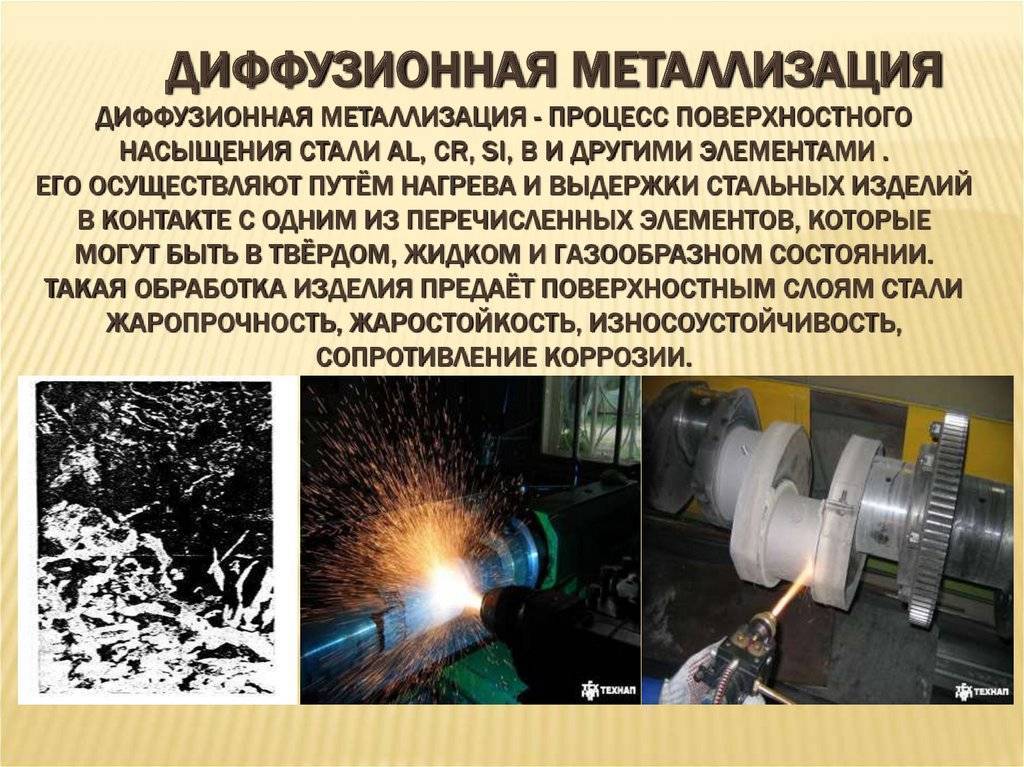
Диффузионная металлизация деталей судна
Диффузионная металлизация — насыщение поверхностного слоя детали каким-либо элементом для придания поверхности определенных свойств. Наиболее распространены следующие виды диффузионной металлизации:
- алитирование — насыщение алюминием для повышения жаростойкости;
- хромирование — насыщение хромом для повышения коррозионной стойкости, жаростойкости, твердости и износостойкости;
- силицирование — насыщение кремнием для повышения коррозионной стойкости и кислотостойкое;
- сульфидирование — насыщение серой для повышения противозадирных свойств и износостойкости;
- фосфатирование — насыщение фосфором для улучшения прирабатываемости и износостойкости.
В последнее время применяют комплексные термохимические методы обработки деталей:
- сульфоцианирование;
- хромосилицирование (насыщение хромом и кремнием);
- боросилицирование;
- корбоборирование (насыщение углеродом и бором);
- хромоазотирование и др.
Такие покрытия обладают большой поверхностной твердостью и высокой износостойкостью.
Появились новые способы термохимической обработки:
- ионные;
- энерговыделяющими пастами.
Первые способы основаны на наибольшей активности газа, которая проявляется в ионизированном состоянии, — ионное азотирование, ионное цементирование и т. д. Ионную термохимическую обработку производят в герметически закрытой камере в атмосфере тлеющего дугового или искрового разряда.
Суть ионных способов можно проследить, например, на ионном азотировании. Деталь помещают в камеру, из которой откачивают воздух. Камеру заполняют газообразным аммиаком и производят электрический разряд. В данном случае электроды являются анодом, а деталь — катодом. Аммиак диссоциирует, распадаясь на ионы азота и водорода. Электрическое поле разгоняет их, ионы начинают бомбардировать поверхность деталиМетоды упрочнения и повышения долговечности деталей, и азот быстро насыщает поверхностные слои.
При втором способе деталь покрывают энерговыделяющей пастой, которую поджигают. При горении пасты поверхность детали сильно разогревается (до 600—800°С), а датирующие элементы, содержащиеся в пасте, проникают в верхние слои детали. Через 2—3 мин обгоревшую деталь погружают в воду для охлаждения.
С помощью энерговыделяющих веществ в судовых условиях можно производить:
- алитирование;
- борирование;
- корбонитрирование и другие виды термохимической обработки.
Преимущество
Цели металлизации разнообразны, в большинстве случаев это придание или увеличение определенных качеств:
- устойчивости к коррозионным процессам;
- устойчивости к механическим повреждениям;
- износоустойчивости;
- декоративности.

Качество пленки зависит от состава металла:
самое дешевое цинковое покрытие повышает антикоррозионные качества, активно используется в строительстве для защиты закладных деталей, цинком покрывают стальной лист перед покрытием пластиками и профилированием;
- хром увеличивает твердость, придает жаропрочность, делает изделия привлекательными внешне;
- алюминиевым покрытием защищают детали оборудования, работающего при повышенной температуре (до 900°С);
- покрытие медью или оловом придает благородный вид даже пластиковым предметам;
- серебро образует зеркальный блеск.
При проведении работ основное условие для получения результата — соблюдение технологии.






Какая бывает металлизация
В зависимости от способа нанесения металлической пленки на поверхность металлизация может быть:
- химическая;
- вакуумная;
- электродуговая;
- плазменная.
Химическая металлизация чаще всего используется при хромировании различных автомобильных деталей – их погружают в гальваническую ванну. Популярная гальваника, хромирование в Москве является одним из самых дешевых вариантов получения защитной металлической пленки на автодеталях. При наличии достаточно большой ванны для гальванической металлизации, выполняются работы не только по хромированию, но и по цинкованию относительно крупных автодеталей.
Вакуумная металлизация пластмасс чаще используется для нанесения алюминиевой пленки на поверхность пластмассовой детали автомобилей. Процесс вакуумной металлизации пластика осуществляется в специальной вакуумной камере. Следует заметить, что такому типу металлизации подвергаются детали небольших размеров. В основном этот вариант служит для получения декоративной поверхности. Вакуумная металлизация пластика популярна при тюнинге мотоциклов – так обрабатываются пластмассовые детали мотоциклов, а также на них наносятся различные рисунки.
Электродуговая металлизация позволяет обрабатывать детали практически любых размеров и конфигурации. С помощью современных технологий таким образом можно обработать весь кузов автомобиля – цинкование, о котором мечтают многие автолюбители. Электродуговая металлизация в Москве предлагается многими компаниями, но в основном это хромирование деталей. Следует заметить, что этот вид нанесения металлической пленки на поверхность изделия обходится дороже, чем химическая металлизация, однако, качество получаемой пленки при этом лучше.
Также металлизацию различают по металлу, который напыляется на поверхность. Таким образом, это может быть цинкование, хромирование, алюминирование и другие варианты. Но для автомобильных деталей в подавляющем большинстве случаев применяются именно эти три металла: цинк, хром и алюминий.
Основные закономерности процесса химического меднения
Для протекания реакции восстановления необходимо присутствие в растворе достаточно сильного и активного восстановителя. Выбор возможных восстановителей тем шире, чем положительнее стандартный потенциал металла. Необходимым является также автокаталитический характер реакции восстановления, то есть способность образующегося металла катализировать восстановление. Это обеспечивает преимущественное осаждение металла на требуемой поверхности и получение компактного покрытия значительной толщины.
Степень автокатализа зависит и от природы металла, и от природы восстановителя. В отсутствие автокатализа реакция восстановления протекает во всем объеме раствора и приводит к образованию порошкообразного металла.
Движущей силой автокаталитического процесса восстановления является окисление восстановителя, эффективность действия которого может оцениваться по его окислительно-восстановительному потенциалу.
Для получения осадка металла в виде сплошного слоя разность между потенциалами восстановителя и восстанавливаемого металла не должна быть слишком велика, так как в противном случае происходит быстрое, иногда почти мгновенное, образование высокодисперсного продукта восстановления. Чтобы предотвратить быстрое протекание реакции, в состав растворов вводят лиганды, образующие достаточно прочные комплексы с ионами восстанавливаемого металла и приводящие к уменьшению разности потенциалов за счет сдвига редокс-потенциала пары ион металла — металл в более отрицательную область (табл. 1). Лиганды выполняют и другую функцию: они предотвращают образование гидроксидов металлов в щелочной среде.
Таблица 1. Нормальные окислительно-восстановительные потенциалы некоторых металлов в водных растворах при температуре 25 °С
Практически единственным восстановителем, используемым в растворах химического меднения, является формальдегид. Он доступен, дешев и позволяет получить медные покрытия при комнатной температуре. Восстановление меди формальдегидом является автокаталитическим процессом. Потенциалообразующая реакция для формальдегида следующая:
Величина потенциала в зависимости от рН при стандартных условиях описывается уравнением
Значения потенциала окисления формальдегида при различных значениях рН представлены в таблице 2.
Таблица 2. Зависимость потенциала окисления формальдегида от рН
Каталитическая реакция на поверхности меди протекает при комнатной температуре при рН > 10,0-10,5. Для начала этой реакции на активированной поверхности диэлектрика обычно необходимы более высокие значения рН: 11-11,5 при 1-2 моль/л СН20 и 12,0-12,5 при 0,1-0,5 моль/л СН20.
Что такое металлизация химическая? Химическая металлизация своими руками:

Эффективная защита и декоративное оформление — это очень актуальная тема как для масштабного производства, так и для домашнего мастера. Одним из самых популярных методов решения этих задач является металлизация химическая. Она широко применяется в производстве, а также выполняется своими руками.
Виды металлизации
Металлизация — это нанесение на поверхность тонкого металлического слоя. Так могут обрабатываться не только металлические изделия, но также пластиковые, деревянные, стеклянные и другие.
Самые популярные и известные виды этого процесса — хромирование (то есть металлизация хромом) и цинкование (когда поверхность изделия покрывают слоем цинка).
Менее известный вид — это алитирование (нанесение на поверхность слоя алюминия). В зависимости от оборудования и технологии различают несколько разновидностей металлизации:
- Гальваническая. Выполняется в специальном электролите, который наливают в ванны.
- Металлизация электродуговая. Покрытие здесь наносится следующим способом: применяется электродуговое плавление металлического электрода.
- Газоплазменное напыление по технологии похоже на электродуговую металлизацию, когда расплавленный, мелкодисперсный металл наносится на поверхность. Газоплазменное напыление, как и электродуговая металлизация — это достаточно сложный технологический процесс, поэтому применяется он в основном в производстве.
- Плакирование. При этом методе слой металла наносят на поверхность изделия, после чего применяется горячая прокатка.
- Металлизация диффузная. Высокая температура заставляет атомы наносимого металла проникать в поверхность обрабатываемого изделия.
- Горячий вид металлизации. Покрытие формируется во время погружения изделия в расплавленный металл.
- Металлизация химическая. Данный вид отлично подходит для применения в домашних условиях.