Тип обработки
В зависимости от характера обработки, осуществляемой в процессе изготовления деталей, технологический процесс делят на несколько шагов:
Черновая обработка материала – представляет собой первоначальное удаление объемной стружки, чтобы сформировать общий профиль детали. Этот этап отделки имеет низкий класс точности с припусками в зависимости от материала 3–7 мм.
Получистовая – последующий тип зачистки с отводом болеем мелкой стружки и точностью производимых работ от 4 до 6 класса.
Чистовая – детальная отделка высокой точности 6 или 8 класса. В данном случае максимальный припуск составляет от 0.5 до 1 мм, что позволяет обеспечить высокое качество формируемой поверхности.
Классификация фрез по металлу
Этот инструмент различают:
- по месту нахождения режущих частей;
- по направлению (винтовые, наклонные и т. д.);
- по креплению режущих элементов;
- по их заточке;
- по конструкции инструмента (сборный, монолитный, составной);
- по их материалу.
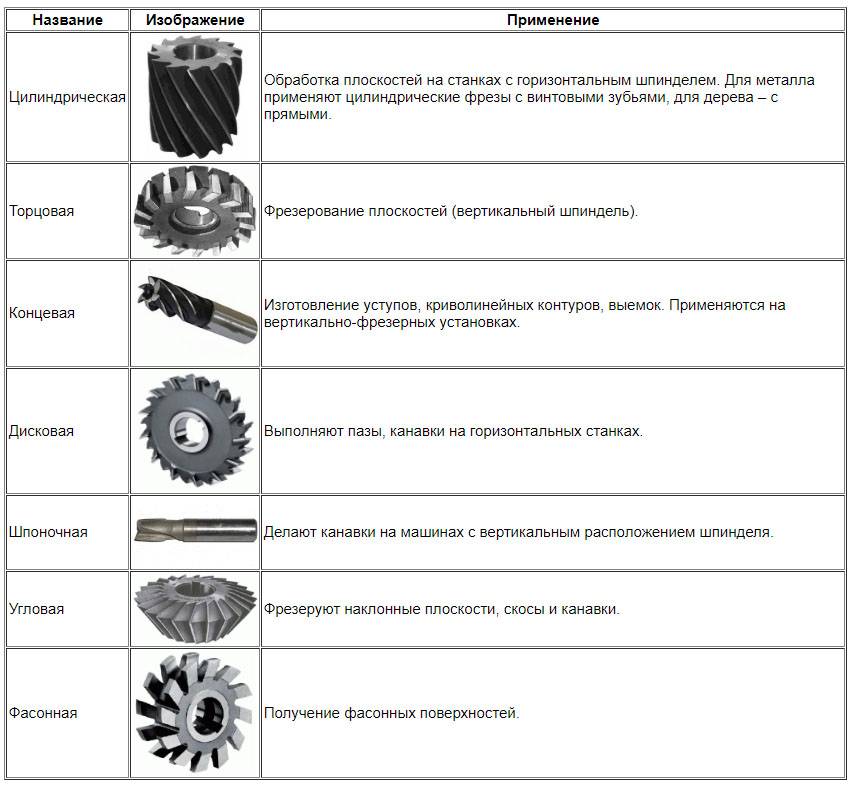
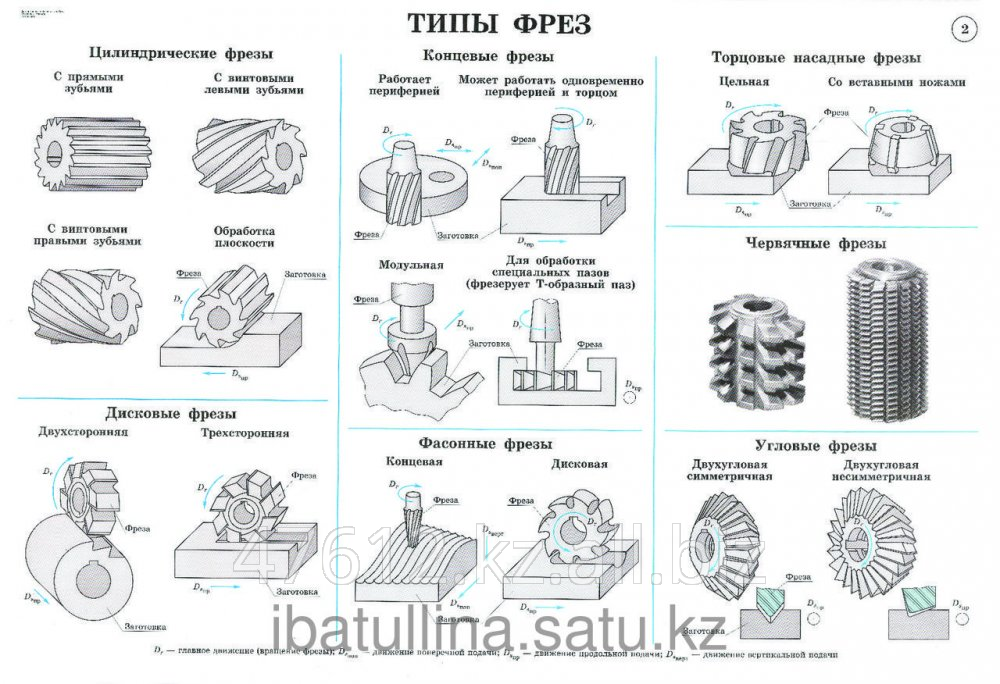
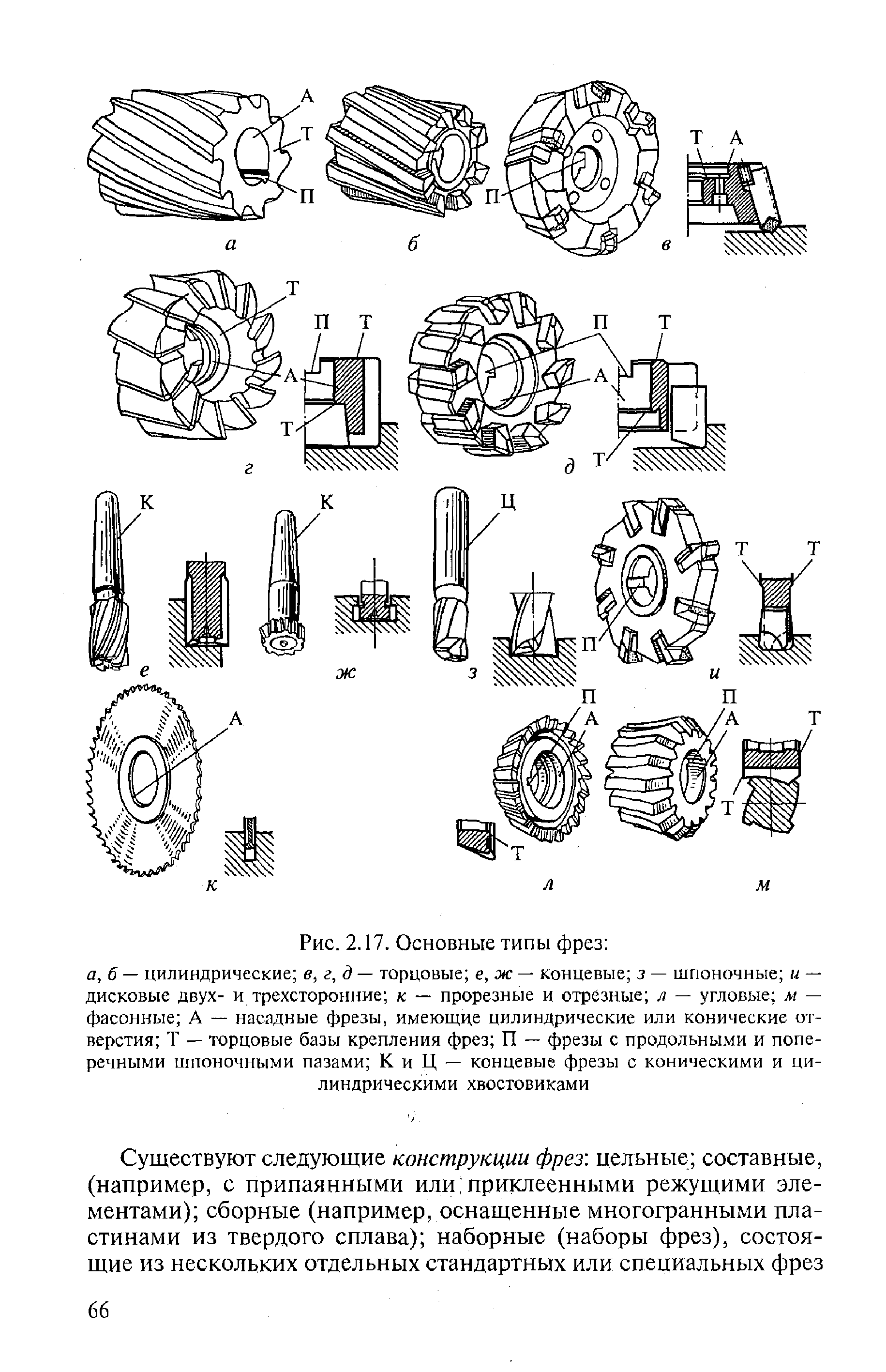
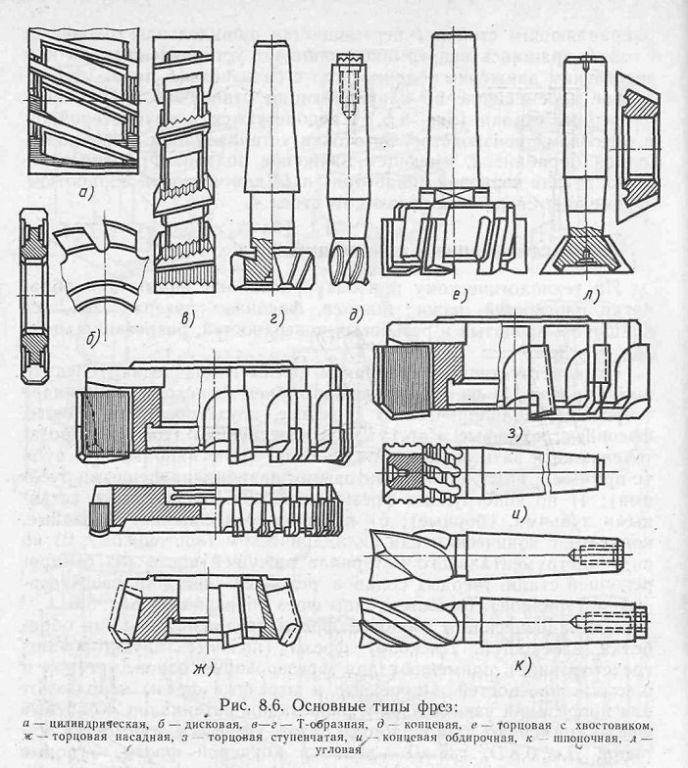
Цилиндрические фрезы
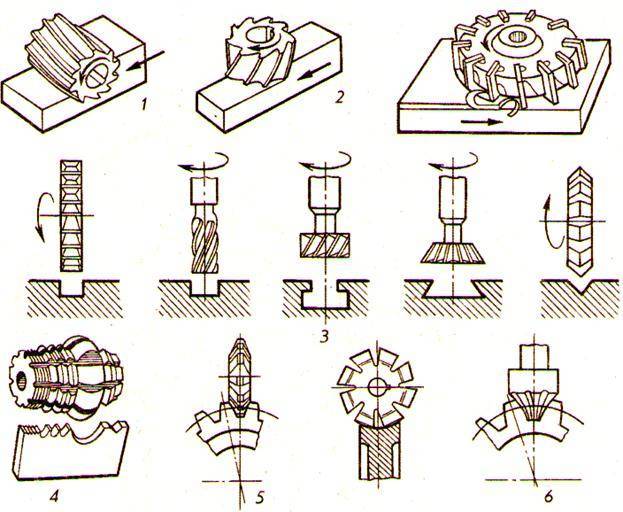
Такой тип используется для горизонтально-фрезерных станков, предназначенных для обработки плоскостей. Цилиндрические фрезы могут быть:
- с винтовыми зубьями;
- с прямыми зубьями.
Инструмент с винтовыми зубьями работает довольно плавно и его широко используют на предприятиях. Фрезы, имеющих прямые зубья, применяют только для обработки узких плоскостей, где достоинство инструмента с винтовыми зубьями не оказывает на процесс резания большого влияния. Изготавливается такой вид из быстрорежущей стали и оборудован в основном винтовыми, твердосплавными или плоскими пластинками.
Торцовые фрезы
для обработки плоскостей
Сами торцевые кромки являются дополнительными, а основная работа осуществляется боковыми заостренными кромками, которые находятся снаружи этой детали. Даже имея небольшую величину припуска, такой инструмент обеспечивает довольно ровную работу. Это происходит из-за того, что угол соприкосновения у торцевых фрез с обрабатываемой деталью зависит не от показателя припуска, а от диаметра режущего инструмента и ширины процесса фрезерования.
По сравнению с цилиндрическим типом, торцовая фреза является более жесткой и массивной. Это обеспечивает удобство размещения и надежность закрепления режущих элементов и оснащение их твердыми сплавами. Торцовое фрезерование характеризуется гораздо большей производительностью. Именно поэтому на сегодняшний день работы по фрезерованию плоскостей осуществляются торцовыми видами инструмента.
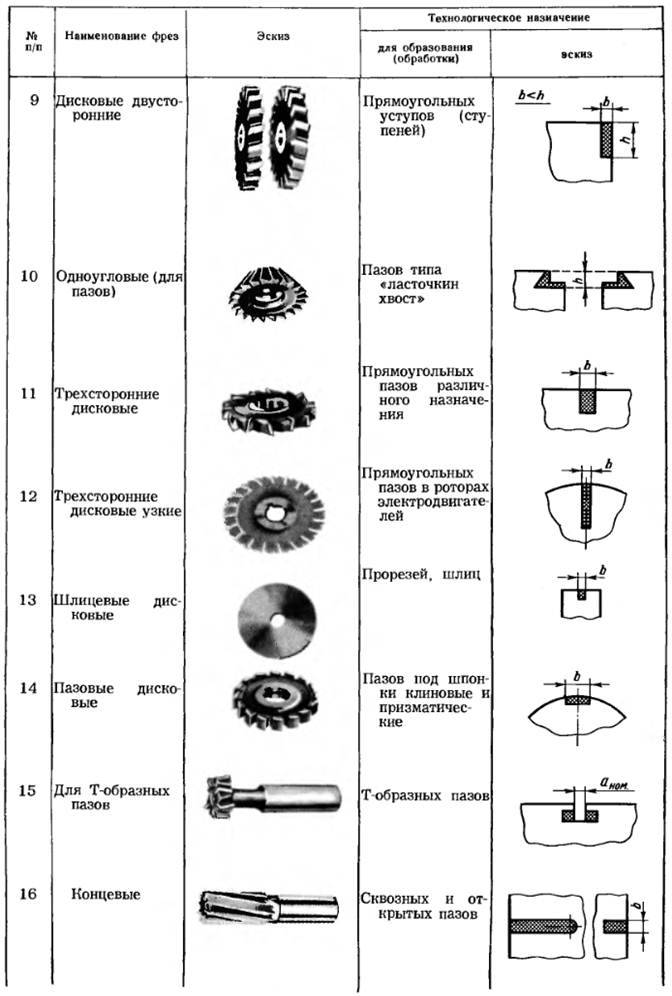
Дисковые фрезы
Этот вид представляет собой необходимое и современное оборудование, которое используется при фрезеровании канавок и пазов. Дисковый инструмент бывает трех видов:
- пазовый;
- двусторонний;
- трехсторонний.
У пазовых дисковых фрез зубья располагаются только на цилиндрической поверхности и используют их для обработки неглубоких пазов. Двусторонние дисковые фрезы, кроме зубьев, расположенных на торце, имеют зубья, находящиеся на поверхности. Особенностью трехсторонних дисковых инструментов является то, что зубья находятся не только на обоих торцах, но и на поверхности.
Дисковые фрезы имеют высокую производительность, несмотря на то, что у них часто срезаны зубья.
Чтобы прорезать на деталях шлицы и узкие пазы, используют топкие дисковые фрезы, называемые пилами. У такого оборудования то с одного, то с другого торца начинают затачивать фаски. Обычно фаска срезает половину длины режущей кромки. Именно из-за этого каждый зуб срезает стружку такой ширины, которая будет меньше ширины прорезаемого паза. Благодаря этому стружка более свободно начинает размещаться во впадине зуба и улучшается ее отвод. Если ширина среза будет соответствовать ширине паза, то в этом случае торцы стружки будут соприкасаться с боковыми сторонами прорезаемого паза. Это будет затруднять свободу размещения стружки во впадине зуба, в результате чего дисковая фреза может сломаться.
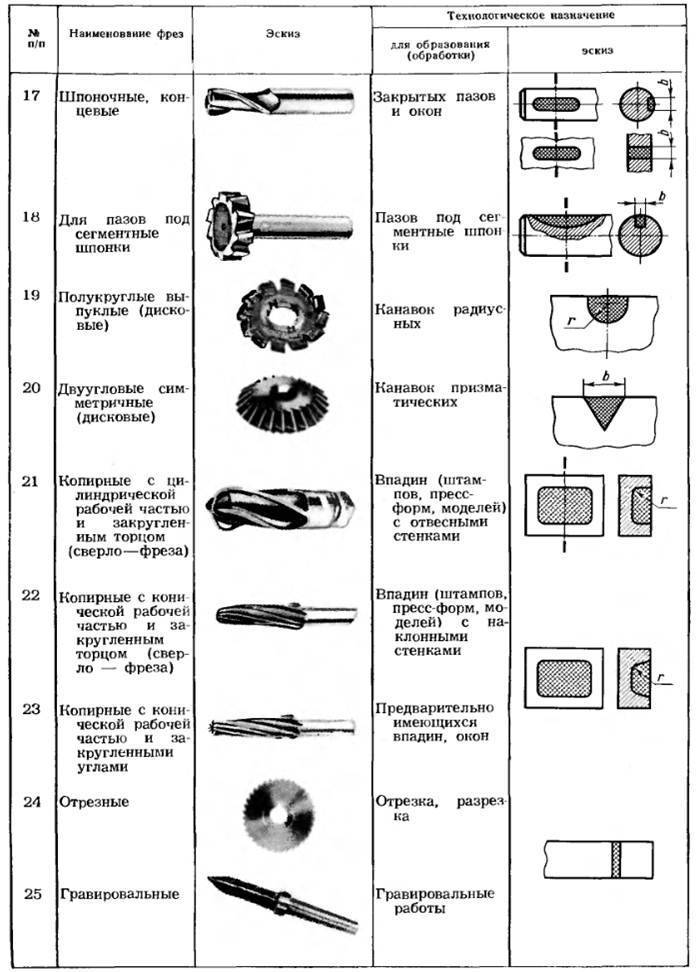
Угловые и концевые фрезы
располагаются на двух конических поверхностях
Концевые фрезы используются для обработки глубоких пазов в корпусных деталях уступов, контурных выемок, а в шпинделе станка крепятся цилиндрическим или коническим хвостовиком. У такого оборудования основную работу, связанную с резанием, осуществляют главные режущие кромки, которые располагаются на цилиндрической поверхности. А вот вспомогательные режущие кромки производят зачистку дна канавки. У таких фрез зубья обычно винтовые или наклонные.
Шпоночные фрезы
Они являются разновидностью концевых фрез и представляют собой шпоночный двузубый инструмент. Такой шпоночный инструмент наподобие сверла способен углубляться в материал заготовки во время осевой подачи и сверлить отверстие, а затем дальше продвигаться вдоль канавки. Во время осевой подачи основная работа резания осуществляется торцовыми кромками. Одна из них обязательно должна доходить до оси фрезы для обеспечения сверления отверстия.
Отрезные — виды и назначение
Отрезные фрезы являются подвидом дисковых насадок. Их главное назначение заключается в названии — резка или разделение целой заготовки пополам или на части. Острые кромки на отрезной фрезе по металлу расположены по периферии, то есть по краям диска. В зависимости от размера режущих зубьев, рассматриваемый вид оснастки классифицируют на три вида:
- С большими зубьями
- Со средними зубцами
- С малым зубом
Насадка с большим зубом применяется для резки металлов, относящихся к категории легких и мягких. Большой зуб при контакте с мягким металлом не отламывается, а осуществляет его резку. Для фрезерного распила чугуна и прочих видов прочных сталей используются устройства с малым и средним зубом. Чем выше прочность обрабатываемой заготовки, тем меньший размер зуба должна иметь борфреза. Для производства отрезных устройств используются стали следующих марок — Р6М5, Р12, Р18.
Это интересно! Для чего нужны отрезные борфрезы, когда для резки металла имеются абразивные диски? Диск служит исключительно для обрезания металлических заготовок, а отрезной фрезой можно не только выполнять работы с высокой точностью, но еще и проделывать разного размера углубления в деталях.
https://youtube.com/watch?v=HLFUYDwB5II%3F
Требования к дрели
Под фрезерованием понимается обработка предмета фрезой, она стоит в корпусе двигателя. Мастер управляет рабочими процессами, он регулирует скорость оборотов и глубину проникновения в заготовку. При работе на фрезерном станке двигается обрабатываемая часть.

Электродрель с насадками
Когда используют дрель, перемещают само устройство, которое должно подходить для фрезеровки. От этих операций требуется большая точность, где основное усилие приходится на привод.





Если в мастерской планируется выполнять небольшие фрезерные работы, которые не обещают серьезных нагрузок, подойдет обычный электроприбор.
Принцип работы такого инструмента основан на скорости движения вала, а обеспечивает её двигатель. От функциональной части передается нагрузка на установленный исполнительный механизм — сверло или фрезу.

Элементы оснастки
Это элементы оснастки, им предстоит выполнять конкретные действия с материалом:
- углубленную выборку;
- контурную выемку;
- вырезку пазов или уступов.
Режущий элемент устанавливают с учетом:
- мощности силового агрегата;
- способов управления;
- марки дрели;
- центра тяжести.
Только на большой скорости можно чисто обработать предмет. На специальном станке достигают в среднем 25000 об/мин. У самой высоко оборотистой дрели такой показатель равен 4500 единиц. Ни на одной модели нельзя добиться такого же качества как на производственном фрезере, но она не всегда нужна в домашней мастерской и даже на строительной площадке. От ручного электрического инструмента, который передает вращательные движения оснастке требуется соблюдение условий:
- вращение вала с минимальной скоростью 1500 об/мин., желательно чтобы обороты регулировались;
- мощность механики с запасом прочности, так как фрезерование происходит с большими боковыми нагрузками;
- установку патрона, который обеспечит надежный захват хвостовика.
Если фрезеровать дрелью в не том положении, неправильно направить силы сопротивления:
- изменится вектор нагрузки, который выведет редуктор из рабочего состояния при дополнительном давлении на материал;
- двигателю понадобится частое отключение, чтобы избежать перегрев;
- якорь деформируется;
- патрон не выдержит влияния чрезмерных усилий.
Чтобы вырезать в заготовках профильные выемки с разными углублениями, выборкой или желобами, нужно подобрать не только дрель, но и режущую часть в соответствии с конфигурацией и шириной.
Фрезы по металлу
Специально созданной оснастки по металлу для ручного фрезера не существует. Обычно мастера используют оснастку, предназначенную для станков, с подходящим диаметром хвостовика. Чаще всего на ручных агрегатах используют концевые фрезы для создания пазов. Но следует знать, что фрезер является машиной, развивающей высокие обороты, что не очень подходит для концевых резаков. Поэтому металл должен сниматься минимальными слоями, толщиной в несколько десятых мм, и в несколько проходов. На следующем фото показана спиральная фреза по металлу.

Также на фрезерах можно устанавливать борфрезы различной конфигурации, которые без труда справляются со сталью, чугуном, нержавеющей сталью, латунью и даже титаном. Но поскольку они чаще всего имеют малый диаметр хвостовика (6 мм), то для установки в восьмимиллиметровую цангу потребуется переходник.
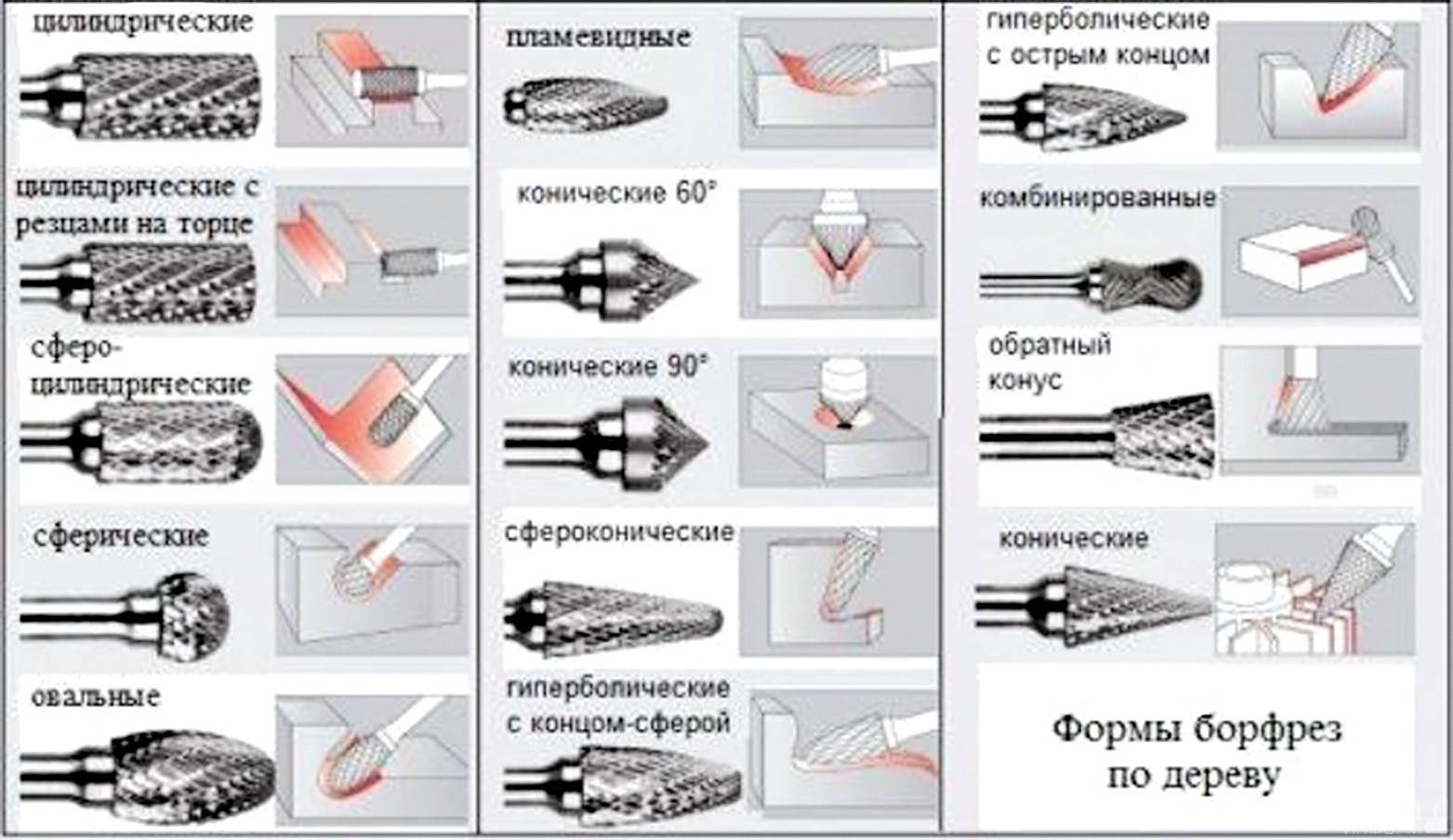
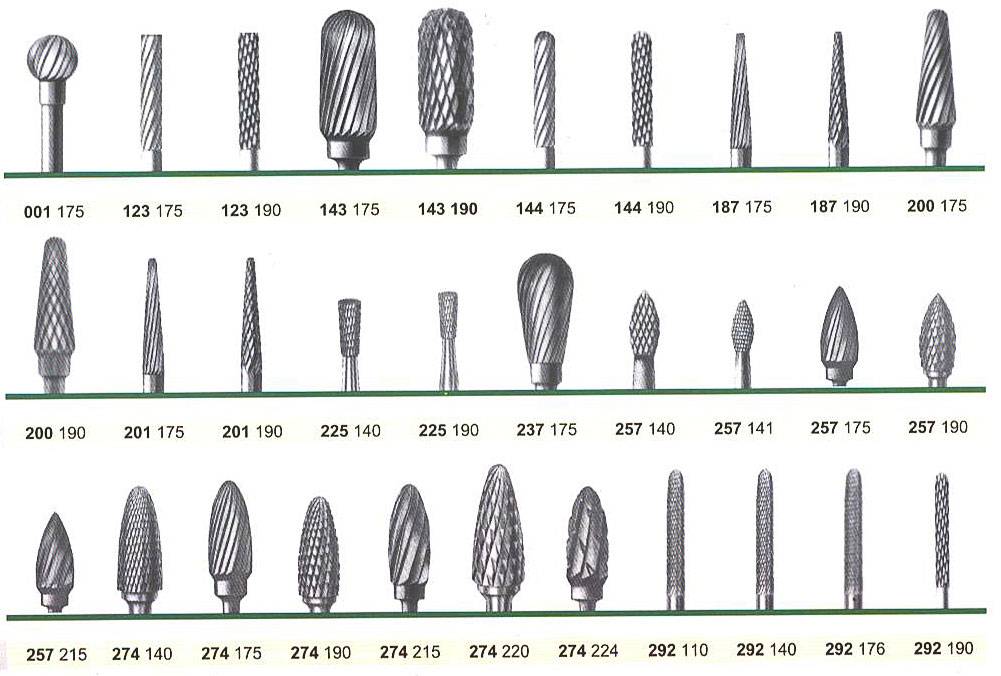
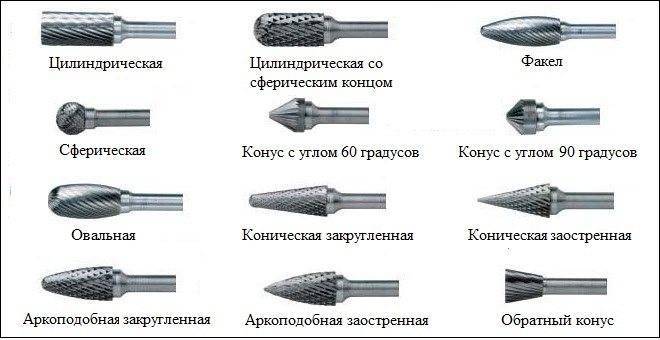
Борфрезы по металлу бывают следующих видов.
- Дисковые. Можно выполнять всевозможные надрезы и обрабатывать пазы.
- Конические (60°). Применяют для зенкования отверстий.
- Конические с обратным конусом. Оснастку применяют для расшлифовки пазов, обработки острых углов заготовки, снятия сварных швов в углах изделия, обработки труднодоступных мест отверстий.
- Конические с закруглением. Применяют для обработки сопряжений, зачистки сварных швов, обработки плоскостей.
- Конические заостренные. Инструментом можно обрабатывать острые углы, места сопряжения деталей, а также производить фрезеровку в труднодоступных местах.
- Овальные. Ими обрабатывают и расширяют отверстия, а также выравнивают сварные швы в углах деталей.
- Пламевидные. Благодаря универсальной форме инструмент используют для создания галтелей, а также для их обработки.
- Сферические. Оснастку можно применять для обработки отверстий, создания сопряжений полукруглой формы и обработки пазов.
- Сфероконические заостренные. Можно проводить обработку меду соединенными под острым углом плоскостями.
- Сфероконические закругленные. Обрабатываются сопряжения с внутренними радиусами.
- Сфероцилиндрические. Можно обрабатывать кромки, профили, сварные швы, радиусные пазы. Также данной оснасткой снимают фаски и заусенцы и подготавливают поверхность для сварки.
- Цилиндрические с гладким торцом. Используются для обработки контуров, швов после сварки, кромок, для снятия фасок и удаления заусенцев.
- Цилиндрические с зубьями. Оснастку с зубьями на торце используют для тех же целей, что и оснастку с гладким торцом. Только данный тип инструмента может работать одновременно в двух плоскостях под прямым углом.

Какой бывает сборка
Кроме того, что исполнительные механизмы различаются по геометрической форме, их назначение бывает для разного сырья. Такие факторы влияют на состав режущей части, которая может быть изготовлена из:
- быстрорежущих металлов;
- твердых сплавов;
- минералокерамики;
- металлокерамики (алмазные);
- проволочного кардного массива.
Вид производства бывает:
- цельным – идет один материал;
- сварным – хвостовик и зубья делают из разного сырья, которые сваривают;
- напайным – лезвия с основанием соединяют пайкой;
- сборным – состоят из различных компонентов, на фиксацию идет стандартный крепеж – болты, винты, гайки.
Для литья подбирают сталь из высоколегированных марок с повышенной теплостойкостью.
Достигают усиленных свойств сплава:
- молибденом;
- хромом;
- ванадием.
Фрезы закаляют для получения мартенситной структуры с увеличенной износостойкостью.
Термическую обработку выполняют по технологии:
- светлой – после нагревания сталь охлаждают в специальном растворе;
- прерывистой, чтобы не образовывались трещины на готовом изделии;
- непрерывной – применяют в исключительных случаях по принципу ускоренного охлаждения;
- ступенчатой – вначале заготовки находятся в горячей среде, затем их помещают на открытый воздух.
Чтобы изделия соответствовали высоким эксплуатационным характеристикам, они должны пройти через качественную закалку.
Сталь для изготовления фрез
Для изготовления фрез применяются только и исключительно высококачественные материалы. К таковым материалам относятся высоколегированные стали, обладающие повышенной износостойкостью к температурному воздействию. Чтобы повысить прочность оснастки при нагреве, в состав сплава вводятся твердосплавные материалы — молибден, хром, ванадий, а также вольфрам.
Для достижения высокой твердости будущего изделия, в составе сплава должно присутствовать не менее 0,7% углерода. Если количество углерода меньше этого значения, значит готовая фреза будет недостаточно твердой. В состав сплава, из которого изготавливаются рассматриваемые типы оснастки, входят следующие вещества:
- Вольфрам с молибденом — за счет этих твердосплавных материалов достигается особая прочность, высокая износостойкость и красностойкость стали
- Хром — в состав сплава входит этот элемент, количество которого ограничивается до 4%. Хром в умеренном количестве позволяет получить повышенной прочности к прокаливанию металл
- Кобальт — влияет положительно на красностойкость, но при этом его большое количество негативно отражается на прочности. Кобальт подавляет углерод, в результате чего снижается прочность
- Сера и фосфор — в составе сплавов их количество должно быть ограниченным до значения 0,03%. Чем больше серы и фосфора в составе, тем ниже качество насадки
Для изготовления фрез применяются стали марки Р6М5, Р18 и Р12. Первая марка стали является самой дешевой, но при этом получаемая оснастка обладает низкой износостойкостью. Высокая износостойкость присуща для сплавов марки Р18, в составе которых содержится много вольфрама. Марка стали Р12 отличается повышенными показателями тепловой устойчивости. Разновидности рассматриваемых оснасток в работе показаны в видео ролике ниже.







https://youtube.com/watch?v=6kiNFGZFZ2s%3F
Подводя итог, нужно отметить, что фрезы по металлу стоят достаточно дорого, поэтому покупать устройства без предварительного выяснения его назначения, крайне нерационально. Каждый вид фрезы имеет не только предназначение, но и характерные технические параметры, которые нужно учитывать, перед тем, как купить насадку для обработки металлических заготовок. Зная о том, какие основные виды фрез по металлу выпускаются современными производителями, не составит большого труда выбрать их для выполнения соответствующих манипуляций.
Публикации по теме
Насадки на дрель, шуруповерт и болгарку для полировки авто — виды и их выбор
Выбор и виды катушек на триммеры вся правда о качестве оснастки
Гибкий вал на дрель конструкция применение и изготовление
Насадки на перфоратор или как расширить функционал инструмента
Методы повышения износостойкости
Высокие эксплуатационные характеристики гарантирует качественная термическая обработка оборудования. Фрезу могут подвергать различным вариантам закалки, которые увеличивают их износостойкость. Выполняется закалка следующими методиками:
- Светлая. Это разновидность термической ступенчатой обработки. Чтобы её осуществить, необходимо охладить сталь специальными соединениями. В основном для этих целей применяется смесь расплавленной щёлочи и воды.
- Прерывистая. Такая технология популярна, так как она исключает риск появления в готовых изделиях трещин.
- Непрерывная. Применяется этот вид закалки редко, так как выполняется он с ускоренным охлаждением. А такие манипуляции часто вызывают появление трещин на приспособлении.
- Ступенчатая. Этот вид закалки включает в себя охлаждение заготовок в горячей атмосфере (до 600 градусов), а после — на открытом воздухе.
- Очень редко могут применять изотермические неполные или полные закалки, а также индукционный нагрев.
При термообработке нагрев производят:
- В соляных специальных ваннах.
- В газовых и электрических агрегатах в защитной среде.
- Высокочастотными токами.
Фрезы необходимы для обработки металлических изделий и прорезывания в них канавок и прочих отверстий, именно поэтому правильно подойдите к её выбору. Учтите все нюансы последующего процесса обработки и тип металла, с которым вы собираетесь работать.
https://youtube.com/watch?v=w_YyLNXzenE
Выбор режимов обработки
При выборе режимов обработки важно учитывать жесткость крепления заготовки к станку, твердость заготовки, условия отведения стружки, охлаждение. При фрезеровании металлов увеличение скорости резания и снижение подачи снижает сопротивление обрабатываемого материала и повышение стойкости инструмента
Для пластиков такая стратегия не подойдет, поскольку приведет к повышенному тепловыделению. Фрезерная обработка полимерных материалов выполняется преимущественно на высоких подачах.
Существует несколько общих рекомендаций по фрезерной обработке полимерных материалов:
- Литые заготовки меньше подвержены короблению, чем экструдированные. Многие производители полимерных материалов предлагают лист, круг и трубу с термообработкой. Такая заготовка не имеет внутренних напряжений и позволяет добиться хорошей точности размеров.
- Избыточное тепло хорошо отводится путем удаления стружки. При фрезеровании пластиков охлаждение выполняют сжатым воздухом или обычной водой.
- Фрезерование мягких пластиков выполняют при помощи однозаходных фрез с полированной канавкой для отвода стружки.
- Обороты шпинделя выбирают так, чтобы стружка была рассыпчатой.
- При встречном фрезеровании шероховатость получается ниже, чем при попутном.
- Качество поверхности повышается, если чистовая обработка выполняется с припуском 0,2 – 0,5 мм поле полного остывания заготовки.
Одна из самых серьезных проблем при фрезеровании – накручивание стружки на фрезу. Для решения этой проблемы на станках MULTICUT мы рекомендуем выполнять врезание на низкой скорости подачи, после чего увеличить ее до оптимальной. При фрезеровании пазов применяют спиралевидное движение инструмента. Сверление отверстий выполняют в несколько проходов с полным извлечением фрезы, сверла или гравера.
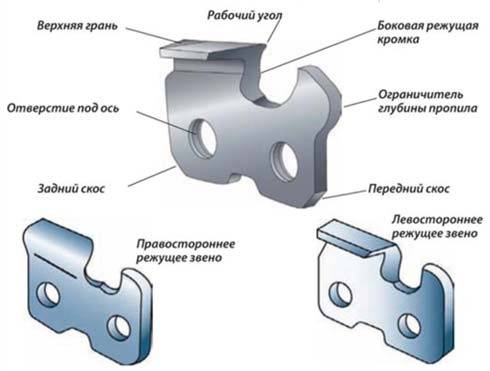
Для чего предназначаются фрезы по металлу
Фреза — это режущая деталь, которая используется в паре с электроинструментом. В качестве электрического инструмента используется фрезер. Другое название фрез по металлу — борфрезы и шарошки. Главное назначение рассматриваемых насадок в том, чтобы в процессе механического воздействия получить в итоге детали необходимых размеров и форм.
Фрезой называется насадка, состоящая из двух основных частей — хвостовик и рабочая зона. Хвостовик нужен для присоединения насадки к фрезерному станку, а рабочая часть входит в непосредственный контакт с обрабатываемой заготовкой. Рабочая зона оснащена острыми зубьями, посредством которых осуществляется снятие слоя металла с обрабатываемой заготовки.
Форма рабочей части влияет на результат, поэтому производители выпускают фрезы по металлу разных видов. На виды насадки классифицируются по внешнему виду и назначению. Применяются они в следующих сферах:
- Автомобилестроение и машиностроение — служат для изготовления разных отверстий, канавок и прочих углублений в составных деталях и механизмах будущих автомобилей
- Производство разного оборудования и инструментов
- Энергетика и строительство
- Производство судов
- Железнодорожный транспорт
В хозяйстве фрезы по металлу востребованы крайне редко, но при необходимости их использования, всегда можно применить шарошку для дрели.
Фрезами можно не только получать разного вида отверстия и выемки в заготовках, но еще и осуществлять зачистку сварочных швов, увеличивать имеющиеся отверстия, ровнять края, зачищать поверхности в труднодоступных местах. Особой популярностью такие насадки пользуются не только в промышленности, но еще и среди мастеров, занимающихся изготовлением разных металлоконструкций.
Это интересно! Фрезы не предназначены для применения с дрелями и шуруповертами, но многие их активно используют не по назначению. Главный недостаток применения фрез на дрели в том, что электродвигатель инструмента испытывает сильные боковые нагрузки, и при этом быстро выходит из строя. Применять на дрели можно насадки с цилиндрическим типом хвостовика.
Фрезы импортного производства
Цена на изготовление фрез в Европе и США выше, чем в России. Это связано с оплатой таможенных пошлин при ввозе деталей на территорию страны. Лидером по производству режущего инструмента считается Европа. Изделия американских компаний приравнивают по качеству к европейским, однако они стоят дороже из-за расходов на транспортировку.
Зарубежные производственные компании используют прогрессивные технологии. В частности, станочный парк предприятий практически на 90 % состоит из оборудования с ЧПУ. Производство имеет узкоспециализированных характер.




Возможно изготовление фрез на заказ и покупка типового оборудования в компаниях Ceratizit, Emuge Franken, Guhring, Sandvik, Sekira.
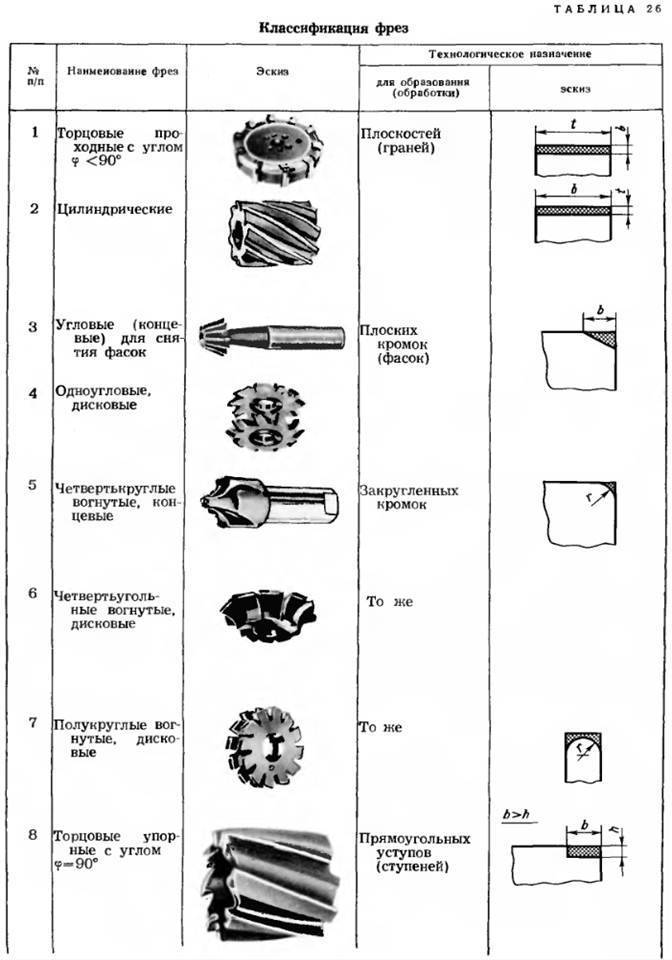
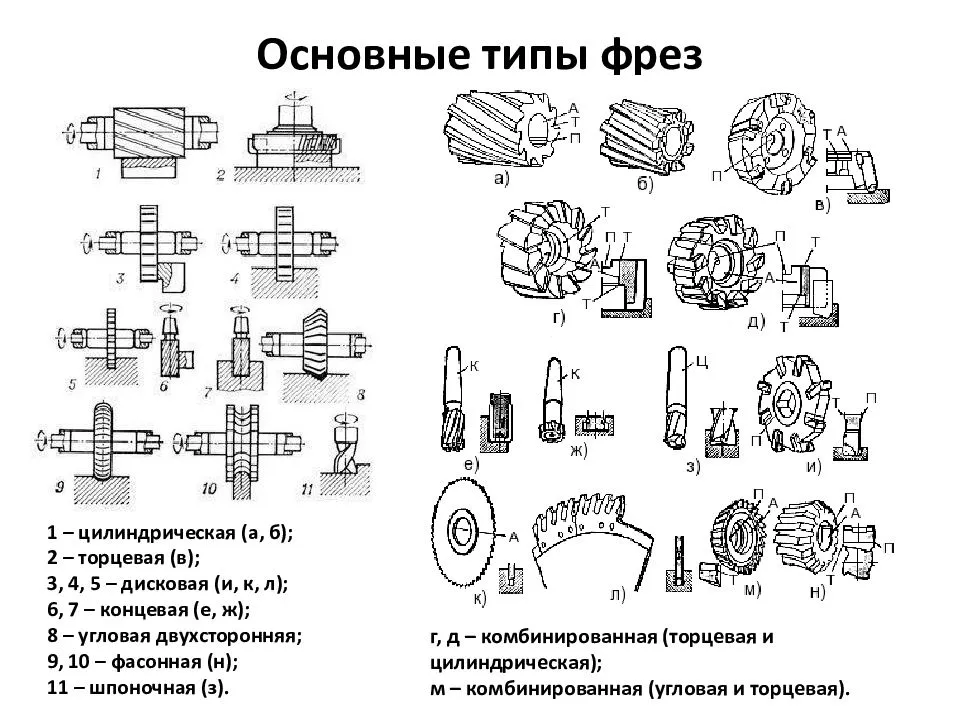
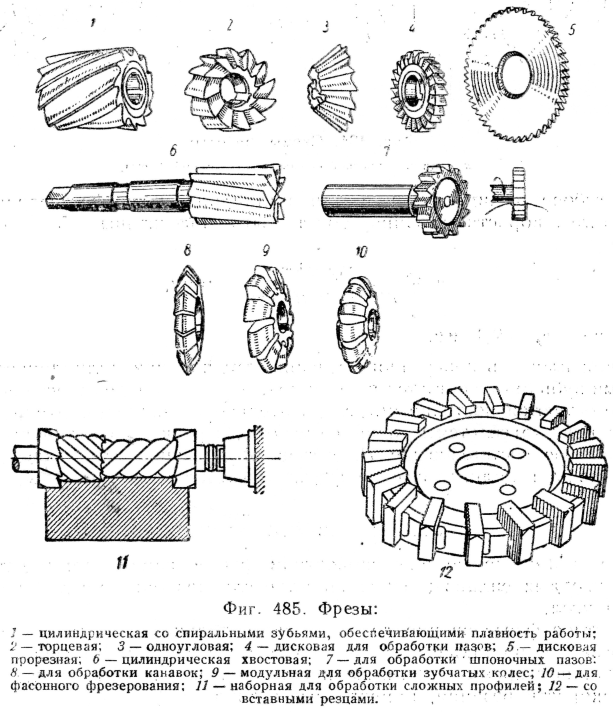
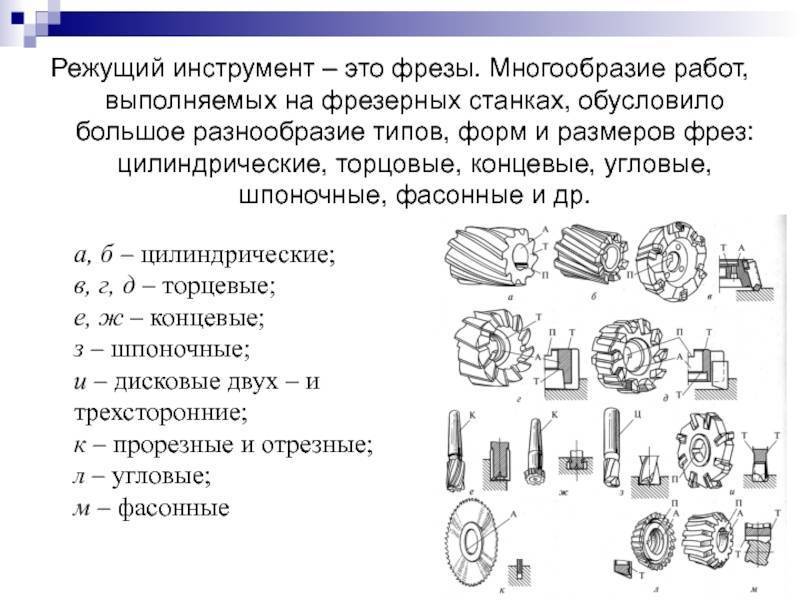
Разновидности
Определённый вид фрезы предусмотрен для отдельной работы. Они подразделяются на следующие виды:
- Отрезные.
- Дисковые.
- Угловые и концевые. Предназначаются для обработки выемок, уступов, наклонных поверхностей и пазов.
- Шпоночные. Они похожи на сверло и выполняют те же функции, что и концевые.
- Торцовые. Применяются на металлообрабатывающих станках вертикального типа для обработки различных плоскостей.
- Цилиндрические. Могут иметь винтовые или прямые зубцы, устанавливаются на станки горизонтального типа. Ими режут плоские поверхности.
К самой применяемой и широко распространённой группе относят отрезные и дисковые фрезы, на рассмотрении которых мы и остановимся.
Дисковая фреза
Этот тип оборудования является одним из самых производительных, он используется для выполнения уступов, отрезания заготовки, выделки разных выемок, канавок и пазов. У их зубцов на концах имеются дополнительные рабочие кромки, диаметр которых сильно превышает длину самого инструмента.
Этот тип фрезы был создан для работы с металлом в более сложных условиях, с зажатием и вибрацией. Вибрация может быть связана с маленькой жёсткостью тела оборудования или плохого отхода стружки из рабочей зоны.
Фреза по металлу дисковая делится на следующие разновидности:
- Прорезные.
- Трёхсторонние.
- Пазовые.
- Двухсторонние.
В пазовых дисковых фрезах имеются режущие зубцы только по внешней цилиндрической поверхности. Для фрезерования мелких канавок они очень удобны. У двухсторонних имеются и поверхностные, и торцовые зубья. У трёхстороннего оборудования зубцы покрывают поверхности и два торца, с их помощью можно одновременно обрабатывать несколько перпендикулярных плоскостей в уступах или пазах.
Чтобы на заготовках выполнять шпицы и узкие канавки, используют топкие дисковые инструменты, их ещё называют «пила». Фаски у них на торцах затачивают поочерёдно. В основном фаской снимается 50% рабочей кромки. Именно по этой причине слой металла, который срезается зубцами, меньше ширины будущей канавки. Подобная конструкция оборудования предусматривает промежутки между зубцами для стружки, которая за счёт этого легче выводится. Если ширина реза будет такой же, как у канавки, то стружка зацепится за стенки и застрянет, что может вызвать поломку режущей поверхности.
Отрезные фрезы
Фреза отрезная является разновидностью дисковой. Созданы они для деления целой заготовки на части и отрезания фрагментов болванок. Рабочих острых кромок на торцах нет, так как они размещены по периферии. По размерам зубьев различают такие типы отрезных фрез:
- С большими зубьями.
- С малыми.
- Со средними (нормальными).
Многие отрезные фрезы относятся к классу «В» по точности и имеют толщину больше 1 мм. Инструменты со средними и малыми зубцами применяются для фрезерования чугуна и стали, а с большими — для лёгких и мягких металлов.