Как собрать плазменный резак самостоятельно?
Правильное подключение ручного плазменного аппарата обычно подробно описывается производителем в инструкции по эксплуатации. Общая последовательность сборки следующая:
- Подсоединить шланг, подающий сжатый воздух, к специальному разъему на задней панели устройства от соответствующей промышленной системы или компрессора.
- Подключить шланг-пакет плазмотрона к специальному разъему на передней панели аппарата.
- Подсоединить кабель к положительному полюсу источника питания, а перед включением прибора и выполнением резки – к обрабатываемому материалу.
Далее нужно отрегулировать давление подачи сжатого воздуха, настроить ток в соответствии с толщиной и маркой разрезаемого металла. Затем можно поджигать дугу и выполнять раскрой. Подробно весь процесс настройки и рекомендованные рабочие параметры указаны в инструкции.
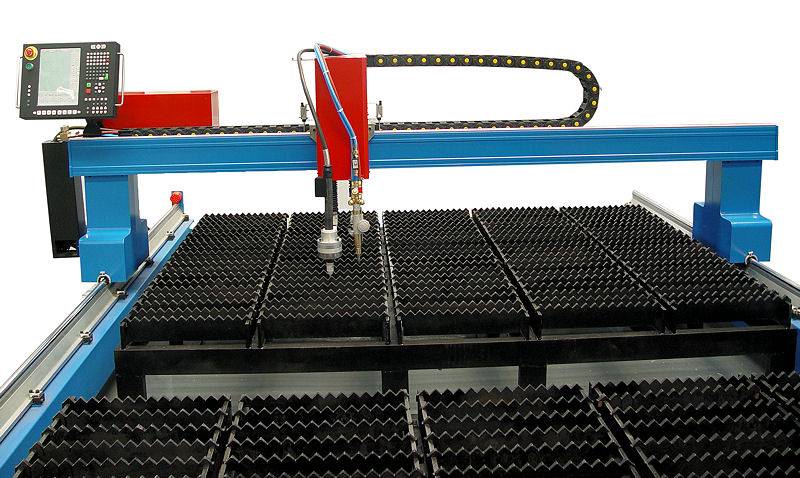
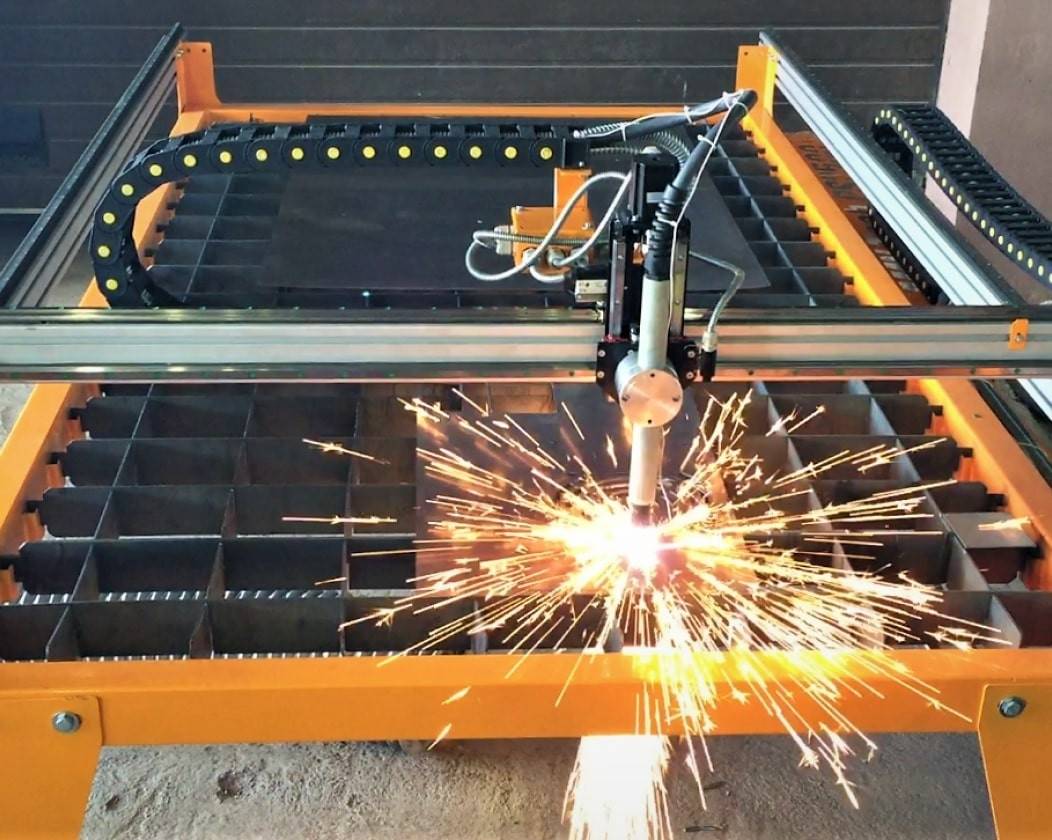
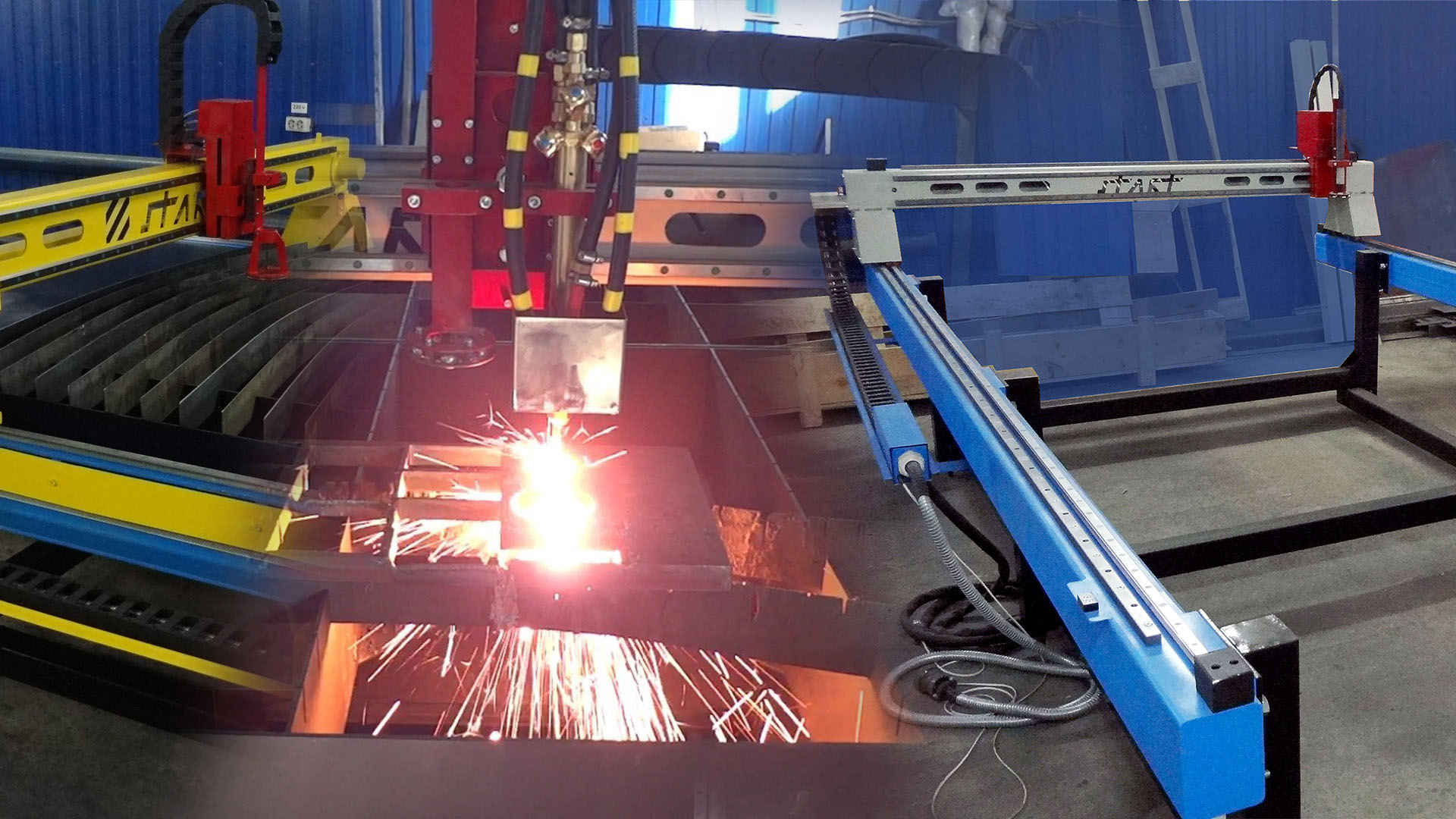
Процесс фигурной резки металла при помощи станка плазменной резки MAXILITE 3000
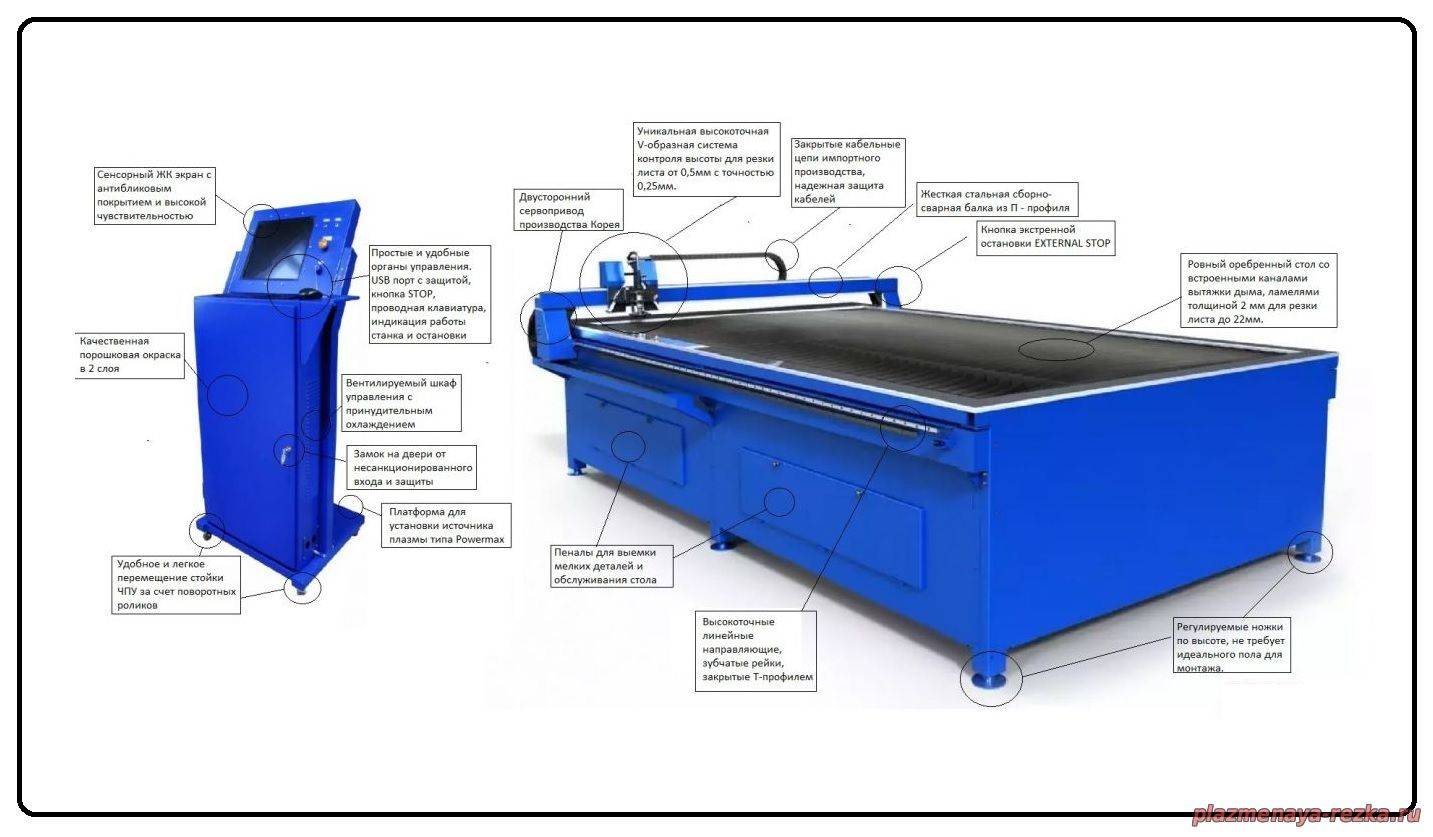
Давайте рассмотрим установку плазменной резки MAXILITE 3000 в базовой комплектации. MAXILITE 3000 это станок который применяется для резки металла толщиной от 0,3 до 20 мм с хорошей скоростью и высоким качеством. Толщина металла которую может раскроить наш станок зависит от мощности источник плазмы. Станок имеет модульную конструкцию, поэтому перевезти его в необходимое место не составит труда. Итак, перечислим основные отличительные особенности станка:
- разборная рама имеющая малый вес
- портал из профиля прямоугольного сечения, так же имеющий малый вес
- стойка управления ЧПУ имеющая очень «взрослый» вид
- интегрированный рабочий стол
- для стабильной работы с тонколистовым металлом имеется механический контроль высоты горелки
- оптимальная стоимость при достойных характеристиках
Мы можем подобрать вам аппарат и плазматрон под ваши задачи, например, можно уменьшить размер рабочего стола, при необходимости и, соответственно, это отразится на стоимости в меньшую сторону.
Имейте ввиду, что для работы станка отдельно вам потрбуется следующее оборудование:
- вытяжной вентилятор с рабочим колесом не менее 200мм;
- воздушный компрессор производительностью не менее 400 л/мин;
- рефрижераторный осушитель сжатого воздуха;
- магистральный фильтр для очистки воздуха по 1 классу от твердых примесей, масла и воды.
Для того, чтобы начать работу, станок необходимо правильно установить, подключить к питанию и обязательно грамотно организовать вытяжку для отвода дыма с частичками горящего металла
Это важно, потому, что дыма при работе образуется очень много, и дышать этими испарениями не очень полезно для здоровья. Программное обеспечение при помощи которого управляется станок в базовой версии имеется, это Pure Motion российской компании Purelogic
В следующих статьях мы постараемся подробно разобрать это программное обеспечение, поскольку оно, всё таки, не такое простое, как хотелось бы
В следующих статьях мы постараемся подробно разобрать это программное обеспечение, поскольку оно, всё таки, не такое простое, как хотелось бы.
Итак, что бы вырезать хоть какую-то деталь, вам потребуется сначала её нарисовать. Вы можете использовать любое программное обеспечение, которое позволяет экспортировать или сохранять любой чертеж в формате DXF. Это могут быть такие программы как AutoCAD, Компас, Corel Draw и т. п. Они, разумеется, в комплекте не идут.
Так же вам устанавливается программа SheetCAM, при помощи которой будет генерироваться специальный G-код, который необходимо будет передать в программу Pure Motion.
Получается, что порядок действий таков, что сначала в сторонней программе вы рисуете необходимый художественный элемент, сохраняете его в формате .dxf, импортируете его в SheetCAM, сохраняете сгенерированный G-код, а затем импортируете его в программу Pure Motion и уже она передаёт непосредственно на стол раскроя все необходимые действия и координаты.
Ещё вам нужно будет правильно настроить программу Pure Moiton поскольку при работе с разными толщинами и металлами, настройки скорости, высоты врезания и рабочей высоты горелки, тоже будут разными. В одной из следующих статей мы так же подробно рассмотрим данные настройки.
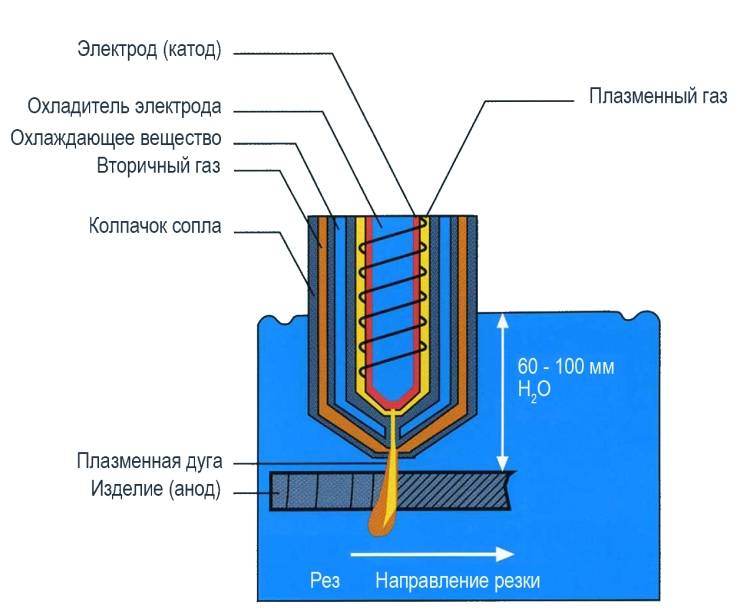
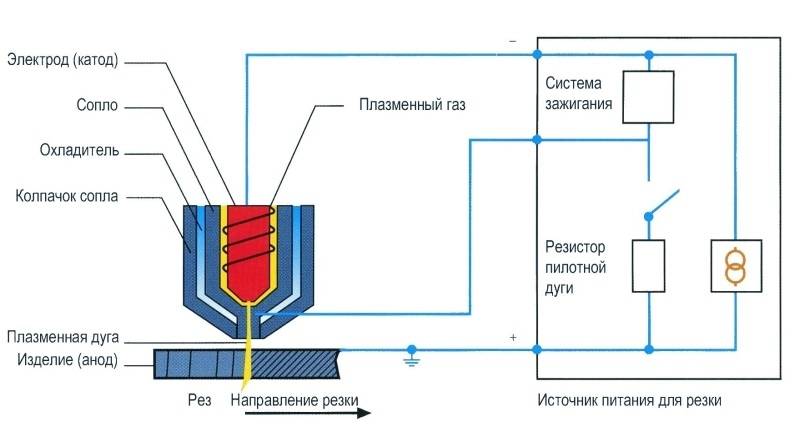
Художественная резка металла плазмой выполняется плазменной струей, которая используется как режущий инструмент. После того, как вы нажали кнопку запуска процесса резки изделия, образуется электрическая дуга (между металлом и электродом), зажигание которой происходит за счет импульса или короткого замыкания; из сопла подается газ, находящийся под давлением; под действием электрической дуги он превращается в плазменную струю, температура которой достигает 30 тыс. градусов, а скорость — 1,5 тыс. м/с. Скорость реза зависит от толщины металла, мощности источника плазмы, и сложности вырезаемого рисунка. В процессе работы рисунок который вы нарисовали в программе будет вырезана листе металла.
Может показаться, что работать на станке плазменной резки с ЧПУ для фигурной резки металла, это очень сложно, но это только поначалу, как в любом другом деле, сначала будут ошибки, без этого никак, но потом вы набъёте руку и получите неиссякаемый источник реализации самых смелых творческих решений.
Обработка цветных сплавов
Во время обработки цветных металлов применяются различные способы резки с учетом плотности материала, его типа и иных технических показателей. Для разрезания цветных металлов необходимо соблюдение таких рекомендаций:
- Резка алюминия — для материала толщиной до 7 см, может применяться сжатый воздух. Использование его нецелесообразно во время низкой плотности материала. Качественный рез алюминиевого листа до 2 см достигается во время применения чистого азота, а с толщиной 7−10 см при помощи водорода с азотом. Порезка плазмой алюминия при толщине более 10 см производится смесью водорода с аргоном. Такой же состав советуют применять для толстостенной высоколегированной стали и меди.
- Порезка нержавеющих сталей — для проведения работ не советуют применение сжатого воздуха, с учетом толщины материала может использоваться чистый азот или смеси с аргоном. Нужно учесть, что нержавеющая сталь довольно чувствительна к действию переменного тока, что может приводить к изменению ее структуры и более быстрому выходу из эксплуатации. Порезка нержавейки производится при помощи установки, которая использует принцип косвенного действия.
Какие газы используются, их особенности
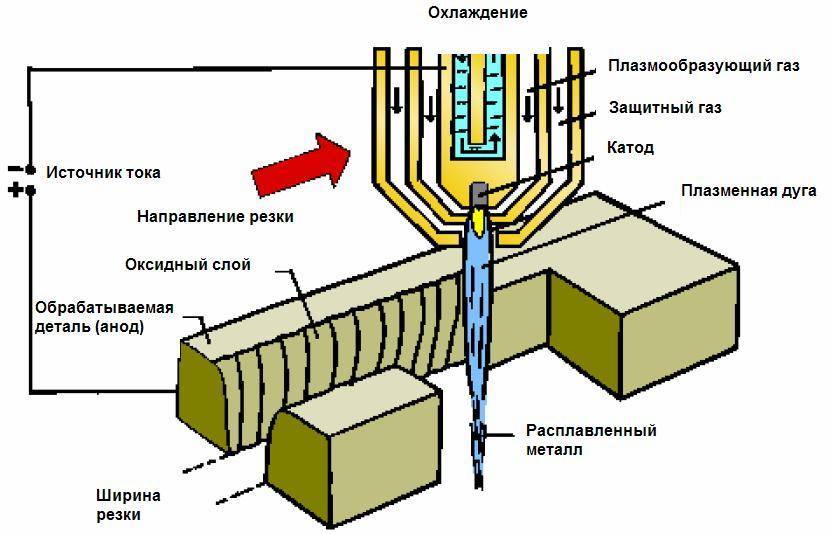
Плазменная резка металла представляет собой процесс проплавления и удаления расплава за счет теплоты, получаемой от плазменной дуги. Скорость и качество резки определяются плазмообразующей средой. Также, плазмообразующая среда влияет на глубину газонасыщенного слоя и характер физико-химических процессов на кромках среза. При обработке алюминия, меди и сплавов, изготовленных на их основе, используются следующие плазмообразующие газы:





- Сжатый воздух;
- Кислород;
- Азотно-кислородная смесь;
- Азот;
- Аргоно-водородная смесь.
Все газы, используемые при выполнении плазменной обработки, условно делятся на защитные и плазмообразующие.
В целях бытового назначения (толщина до 50 мм, сила тока дуги – менее 200 А) применяется сжатый воздух, который может использоваться как защитный, так и плазмообразующий газ, а в более сложных условиях промышленного назначения применяются другие газовые смеси, которые содержат кислород, азот, аргон, гелий или водород.
Особенности процесса резки
Пользуясь плазморезами, надо учитывать их технические характеристики, химсостав применяемых смесей, параметры изделий, особенность их обработки.
Если у листов небольшая толщина (до 1см), достаточно будет иметь температуру маломощной плазменной дуги. Заготовки с большей толщиной можно кроить, добавочно стабилизировав дугу. Когда же толщина превышает 10 см, нужны плазменные установки, которые в состоянии сформировать дугу с более мощным воздействием.
Много значат виды источника. Для тонколистовой стали до 6 мм достаточно иметь небольшой ток. Чтобы обрабатывать листы, вдвое толще, понадобится источник с высоким уровнем тока. Когда же источник тока окажется более слабым, участки срезов будут иметь отложения шлака.
“Сварог CUT 40 B”
Устройство отличается небольшим весом и компактными габаритами, его главное предназначение заключается в обработке тонких материалов. Оно создано на основе инверторной схемы и специальных транзисторов. Агрегат оснащается евроразъемом для горелки и удобной панелью управления. В процессе работ не возникает деформация материала, при этом желательно резать листы с толщиной в пределах 0,12 см.
Он имеет следующий принцип работы: ток подходит к электроду плазмотрона, сам плазменный факел поджигается осциллятором с высокой частотностью после нажатия на кнопку.
Достоинства:
- отсутствие возможности опрокидывания благодаря достаточной устойчивости;
- экономичность;
- низкая стоимость;
- нет необходимости в создании определенных условий работ;
- интуитивно понятное управление;
- удобная перевозка за счет специальной рукояти и небольшой массы.
Среди недостатков стоит отметить невысокий ресурс плазматронного устройства.
Какие есть недостатки и ограничения плазменной резки?
Основным недостатком инвертора является невозможность его использования для нарезания металлических изделий большой толщины.
Трансформатор эффективно используется при резке толстостенного металла, с которым не справится инвертор. Он выдерживает перепады сетевого напряжения, но отличается низким КПД. Неудобны трансформаторы по причине своего большого веса.
Компрессор представляет собой устройство, подающее воздух к электродуге. Механизм способствует созданию вихревых воздушных потоков, направляемых к ней. Компрессором обеспечивается четкое нахождение катодного пятна дуги в центре электрода. При нарушении процесса возникают последствия в виде:
- образования сразу двух электродуг;
- слабого горения дуги;
- поломки плазмотрона.
Через компрессор в процессе работы обычного непромышленного плазмореза пропускается только сжатый воздух. Он создает плазму и охлаждает электроды. На промышленных агрегатах применяют смеси газов на основе кислорода, гелия, азота, аргона, водорода.
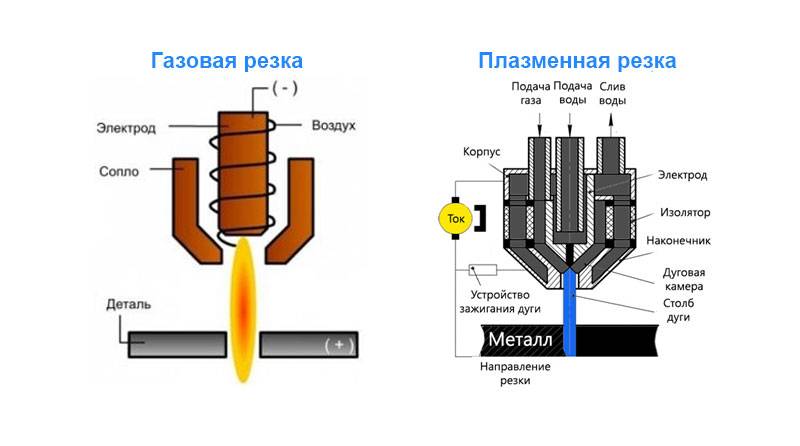
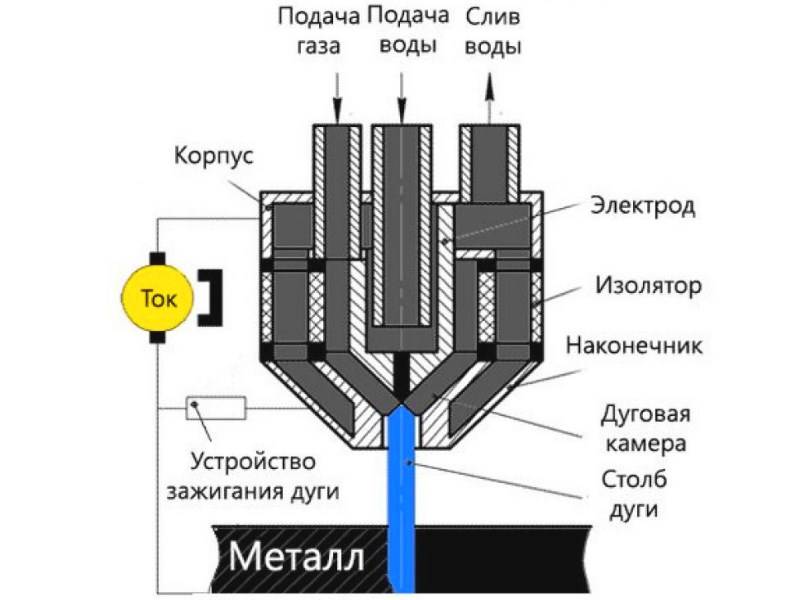
Плазмотрон выполняет основную функцию аппарата — режет изделие. В его устройство входят:
- охладитель;
- электрод;
- колпак;
- сопло.
Внутри плазмотрона содержится гафниевый электрод, возбуждающий электродугу. Применяются циркониевые, реже бериллиевые и ториевые электроды. Их оксиды токсичны и даже радиоактивны.
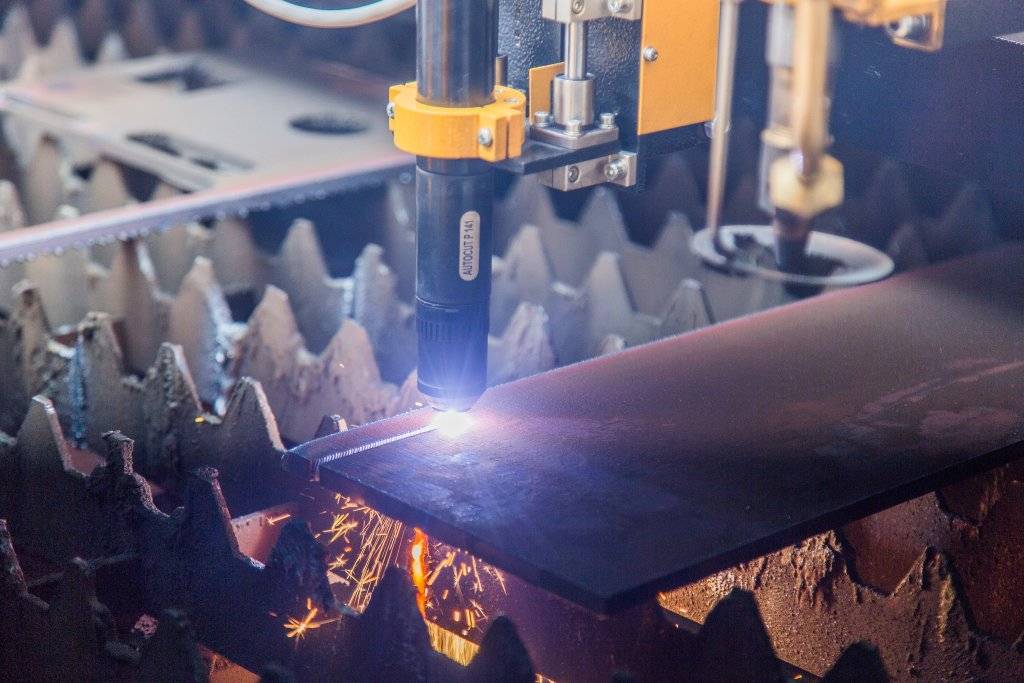
Через плазмотронное сопло проходит плазменная струя, разрезающая изделия. От его диаметра зависят качество резки, технология, скорость работы агрегата, ширина разреза и скорость охлаждения.
Через кабель проходит ток, идущий от инвертора или трансформатора. По шлангам движется сжатый воздух, образующий плазму в плазмотроне.


Установки для плазменной сварки
Для ручной и механизированной сварки плазменной дугой применяют как универсальные, так и специализированные установки. Плазменные установки представляют собой комплекты из плазмотрона (плазменной горелки), источника его питания, механизма подачи присадочной проволоки, механизма перемещения плазмотрона вдоль и поперек оси шва и системы управления электрическими и газовыми параметрами плазменной дуги.
Источники питания плазмотронов для сварки выполнены на базе сварочных выпрямителей с падающими внешними вольтамперными характеристиками и повышенным напряжением холостого хода (до 80 В) марок ВДУ-305, ВДУ-504-1 и др.
Система управления включает в себя пульт и при необходимости шкаф управления, в которых размещены устройство зажигания дуги УПД-1 (или осцилляторы ОСИ-300, ОСИ-500), регуляторы расхода газа, электроблокировки, отсекатели и другие элементы водяных и газовых коммуникаций, коллектор кабельшлангового пакета плазмотрона, разъем электрического кабеля для подключения к источнику питания. На пульте расположены приборы контроля и регулирования параметров плазменного процесса. В установках для ручных плазменных процессов пульт управления чаще всего встроен в корпус источника питания, а в установках для механизированных процессов вмонтирован в панель управления установок.
Для ручной сварки малоуглеродистых и низколегированных сталей толщиной до 5 мм выпускают установки УПСР-300-2 и УПСР-300-3, в состав которых входят источник питания ВД-303, шкаф управления и плазмотрон ПРС-0401.
Установки для плазменной сварки производят двух типов: для ручной сварки УПС-301 и механизированной УПС-503.
Комплект установки УПС-301 содержит источник питания ВДУ-305, блок управления, комплект ротаметров и ручной плазмотрон ПРС-0301. Установка УПС-301 предназначена для сварки на постоянном токе прямой полярности меди и ее сплавов толщиной 0,5–3,0 мм; коррозионно-стойкой стали толщиной 0,5– 5,0 мм и на постоянном токе обратной полярности алюминия и его сплавов толщиной 1–8 мм; может быть использована для ручной аргонодуговой сварки.
Напряжение холостого хода этой установки 80 В, рабочее напряжение дуги 18–40 В. Плазмотрон установки УПС-301 имеет комплект сменных сопел с различными диаметрами канала и обеспечивает сварку на токах силой 25–315 А при прямой и 25–70 А при обратной полярности. Его конструкция обеспечивает возможность возбуждения дуги касанием свариваемого изделия.
Наличие переносного пульта управления позволяет приблизить его к сварщику, облегчает зажигание дуги, настройку расхода газа и величину сварочного тока. Установка обеспечивает работу в трех режимах: непрерывном, импульсном, точечном. Длительность импульса и паузы регулируют в пределах 0,1–1,0 с.
Установка УПС-503 предназначена для сварки в среде инертных газов на постоянном токе прямой полярности меди и ее сплавов толщиной до 6 мм, коррозионно-стойкой стали толщиной 3–8 мм и на постоянном токе обратной полярности алюминия и его сплавов толщиной 5–16 мм. В состав установки УПС-503 входят самоходная подвесная головка с направляющей балкой, источник питания ВДУ-504-1, блок управления и блок газовой и водяной аппаратуры, плазмотроны ПМС-315 и ПМС-501.
Специализированные установки снабжены автоматическими системами управления сварочными режимами и коммутационной аппаратурой. Установка УДГ-161 предназначена для сварки коррозионно-стойких сталей постоянным током. Защитный газ подается за 1–2 с до начала сварки и прекращается через 10 с после ее окончания. Дистанционный пульт управления позволяет с расстояния до 10 м регулировать режим сварки, изменять время заварки кратера, управлять газовым клапаном и встроенным осциллятором.
Установка УДГ-501-1 предназначена для сварки переменным током алюминия и его сплавов. У этого аппарата две ступени плавного регулирования сварочного тока. Время заварки кратера от 0 до 30 с, после чего ток автоматически отключается.
Плазменный резак своими руками
Сразу заметим, что плазменной резки не обязательно быть профессиональным сварщиком, опыт в сварке здесь не нужен. Если вы задумали сделать такой аппарат своими руками, примите к сведению, что у вас появится возможность идеально резать кроме металла другие материалы: пластик, дерево, керамику и пр.
Единственное, что нужно купить – это источник питания и сопло. Если вы все сделаете правильно, ваш аппарат не будет уступать заводским экземплярам по своим рабочим качествам.
Для образования плазмы нужен воздух, а для системы охлаждения нужна вода или тосол, которые заливаются в специальную емкость.
Стержень нужно брать вольфрамовый., с его помощью будет формироваться электрическая дуга. Все комплектующие всегда имеются в хозяйственных магазинах. Собрав все необходимое оборудование для плазменной резки металла, аппарат производится по схемам, которые представлены в сети в большом количестве.
Применение установок
Плазменные станки с ЧПУ выбираются для отраслей, где требуются близкие к идеальным точность и ровность реза. Это машино-, судо-, приборостроительные сферы, металлопрокатные заводы и т. д. Но монтаж оборудования для плазменной резки не ограничивается производственными и промышленными предприятиями. Станки нередко выбирают для комплектования частных мастерских, включая кузнечные цеха.

Итак, какими возможностями обладают плазменные станки:
- Резка листового материала. Это основная область, для которой достаточно небольшого компактного устройства. Плазме поддаётся большое количество разнообразных металлов. Толщина поддающихся материалов пропорциональна их теплопроводимым свойствам. Т.е. чем они выше, тем меньше должна быть толщина металла.
- Резка трудноподдающихся обработке металлов. Плазма одна из немногих без проблем справляется с чугуном, а также достаточно капризной нержавеющей сталью. При этом место реза получается чистым, без грота и оплавлений, что особенно ценно при производстве высококачественных изделий.
- Резка труб. При работе с трубопрокатом большого диаметра сложно обойтись только автогенным аппаратом. Тут и приходят на помощь плазменные труборезы, которые могут оснащаться дополнительными приводами для автоматизации процесса. К тому же, плазма гораздо чище и ровнее способна разрезать трубу, чем тот же автоген.
- Художественная фигурная резка. Станок позволяет вырезать оригинальные узоры сложной геометрической формы из листового металла. Изделия находят применение в строительстве, приборостроении, а также в качестве декоративных компонентов для украшения фасадов, заборов, беседок. Посредством фигурной резки можно воплотить любые дизайнерские задумки.
- Резка других материалов. Помимо прочего, станок плазменной резки купить можно и в целях обработки бетона, камня и других прочных материалов с плотной структурой (толщиной до 100 мм). Однако для этих целей необходимы специальные станки или модернизация существующего оборудования.
- Резка отверстий. С данной задачей прекрасно справляются практически все станки плазменной резки.
Технология начала активно внедряться во все промышленные сферы не так давно, но уже приобрела массу почитателей среди профессиональных мастеров, специалистов разного уровня. Они оценили универсальность плазменного метода резки, его высокое качество, а главное – экономическую эффективность.
Сегодня у многих на слуху мировые гиганты Hypertherm, Kjellberg, а также российские бренды. Один из ведущих отечественных разработчиков – это ПЛАЗМАКРОЙ, выпускающий высококачественное инновационное оборудование по доступным ценам. Количество производителей плазменного оборудования неуклонно растёт, что обусловлено всё возрастающим спросом. Уже сейчас можно говорить о будущем плазмы, которая, возможно, вскоре вытеснит с рынка многие аналоги и станет общедоступным инструментом для металлообработки.
Поджиг дуги
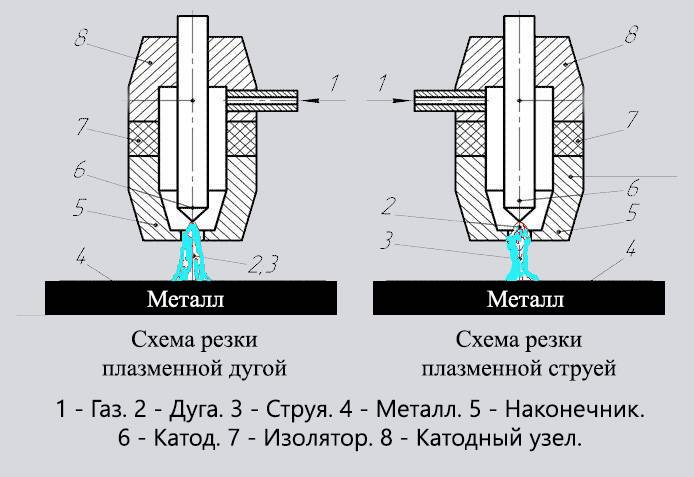
Все модели объединены идентичной схемой работы и общим конструктивным исполнением, при этом данные параметры одинаковы у любых изготовителей. Различие заключается в способе поджига дуги, здесь возможны следующие варианты:
- Включение пилотной дуги возбуждает плоскость основного элемента. То есть вначале приводится в действие пилотная дуга с низкой мощностью, которая находится на дополнительном контуре плазмотрона. При помощи сжатого воздуха образуется дуга, она замыкается на плоскости материала, тем самым формируя главную дугу. Аппарат для плазменной резки и сварки с подобным методом поджига является оптимальным вариантом для работ с металлической обрешеткой и сеткой.
- Возбуждение с высокой частотностью. В этом случае формирование дуги происходит только при условии электрического разряда между головкой плазмотрона и листом материала. Такая методика сегодня является наиболее распространенной.
- Контактный поджиг. Дуга возникает при соприкосновении с заготовкой. Чаще всего можно встретить на приспособлениях бюджетной категории, отличающихся небольшой силой тока. Они характеризуются быстрым износом сопла плазматрона и других его деталей. В настоящее время изготовители все чаще устанавливают другие варианты поджига.
Принимая в расчет информацию, указанную выше, будет проще определиться с желаемой моделью и не ошибиться с имеющимися свойствами.
В заключение
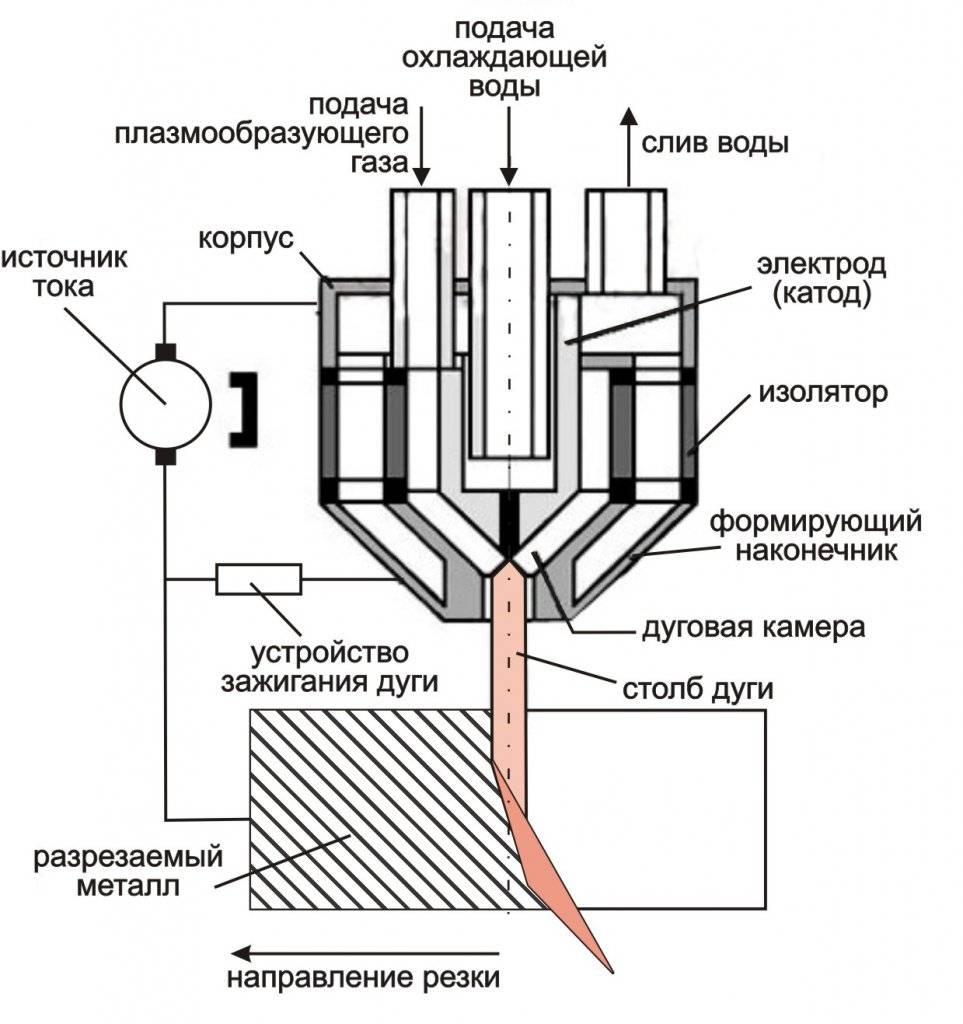
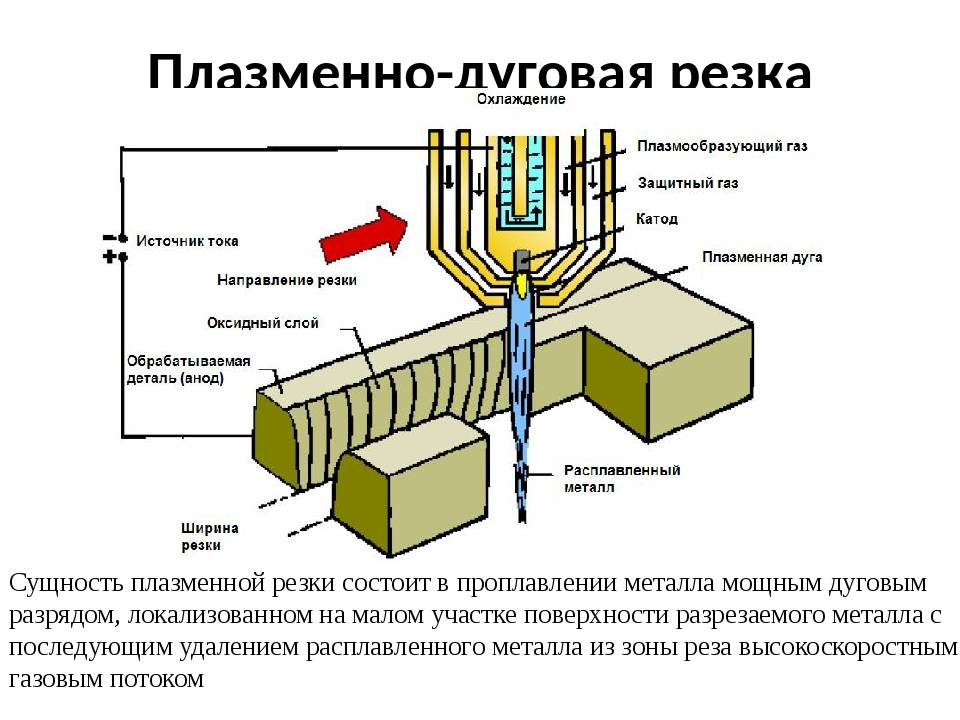
Плазменная резка — быстрый и эффективный способ нарезать металл толщиной до 200 мм. Она может применяться для любых материалов, обладающих электропроводностью: меди, стали, латуни, чугуна, титана, алюминия, сплавов. Принцип действия плазменного резака основан на плавлении металла тонкой струей ионизированного газа и сдувании расплавленного материала с области реза.
Оборудование для нарезки плазмой бывает ручное и механизированное; инверторное и трансформаторное; ручное, портальное и переносное. Несмотря на различия в тех или иных характеристиках, любое из перечисленных приспособлений состоит из источника питания, системы поджига дуги и плазмотрона. Зная принцип работы устройства, собрать генератор плазмы для резки металла можно в домашних условиях.