Смазка ножниц кривошипных листовых ножниц Н3118
Основные трущиеся поверхности ножниц Н3118 смазываются от рычажного шприца для густой смазки через масленки. Шестерни привода и подшипники смазываются путем закладывания смазки соответственно на зубья шестерни и в стаканы подшипников. В процессе работы ножницы нужно смазывать так, чтобы смазка выступала с боковых мест расположения подшипников. Выступающую из зазоров смазку нужно вытирать. Необходимо периодически проверять состояние масленок и маслопроводящих отверстий в деталях и обязательно их прочищать.
Смазочные отверстия промывать чистым керосином не реже одного раза в три месяца.
Меры безопасности при работе на кривошипных листовых ножницах Н3118
- производить осмотр и ремонт электроаппаратуры при включенном вводном выключателе;
- производить ремонт ножниц Н3118 при включенном электродвигателе;
- осуществлять наладку, регулировку, чистку, смазку и отладку ножниц Н3118 на ходу;
- работать при отсутствии надежного заземления;
- работать затупленными ножами во избежание деформации обрабатываемого материала;
- работать на ножницах Н3118 со снятыми ограждениями.
Не разрешается допускать к работе и обслуживанию ножниц Н3118 лиц, не ознакомившихся с руководством и не прошедших проверку практических знаний и навыков по управлению кривошипных листовых ножницами Н3118 .
Гильотина Н3118
служит для поперечного и продольного разрезания любого листового материала. Основное применение гильотина находит в цехах по заготовке материала (предприятия машиностроительной отрасли).
Разрезка обрабатываемого материала может производиться по предварительной разметке или без неё. Для этого служат боковые или задние упоры. Гильотина Н3118 заслуженно принадлежит к безотказному и долговечному оборудованию.
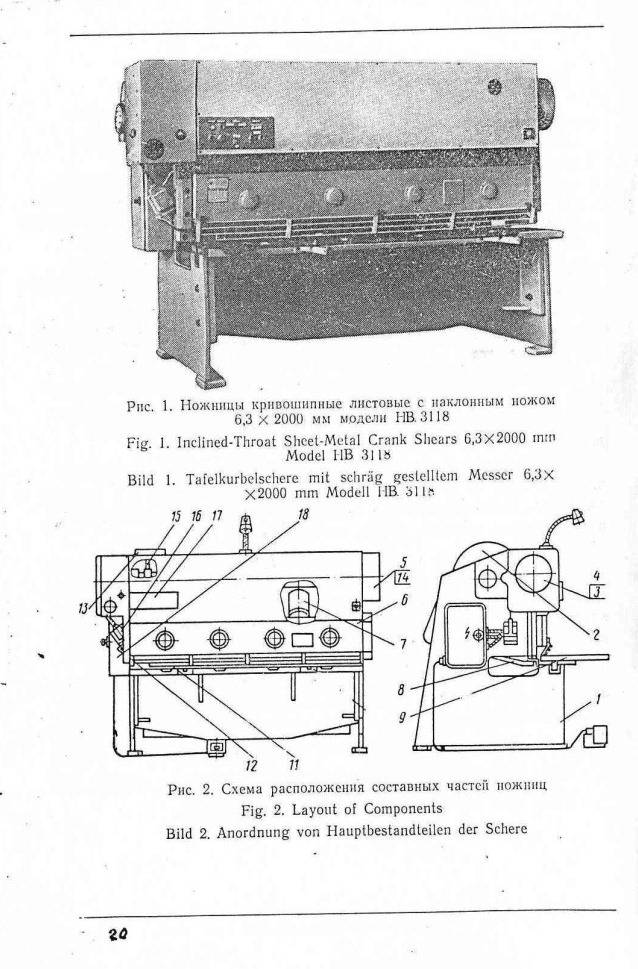
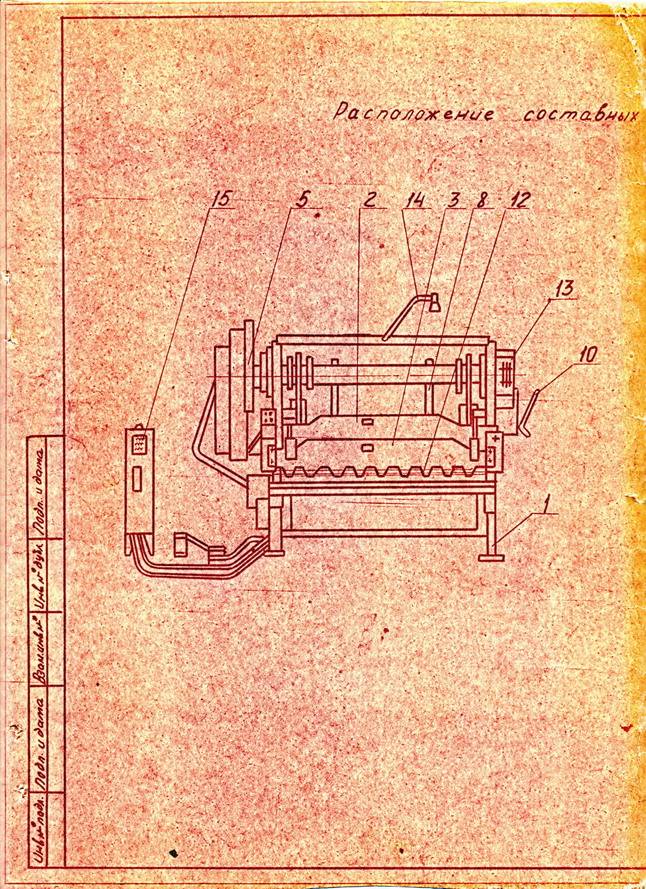
Сами ножницы Н3118
конструктивно обустроены верхним приводом, движителем для которого служит электрический мотор. Передаточный механизм использует клиновидный ремень с двухступенчатым редуктором цилиндрической конструкции. Такое решение значительно снижает шум при работе гильотины.
Для заранее размеченного листового материала ножницы Н3118
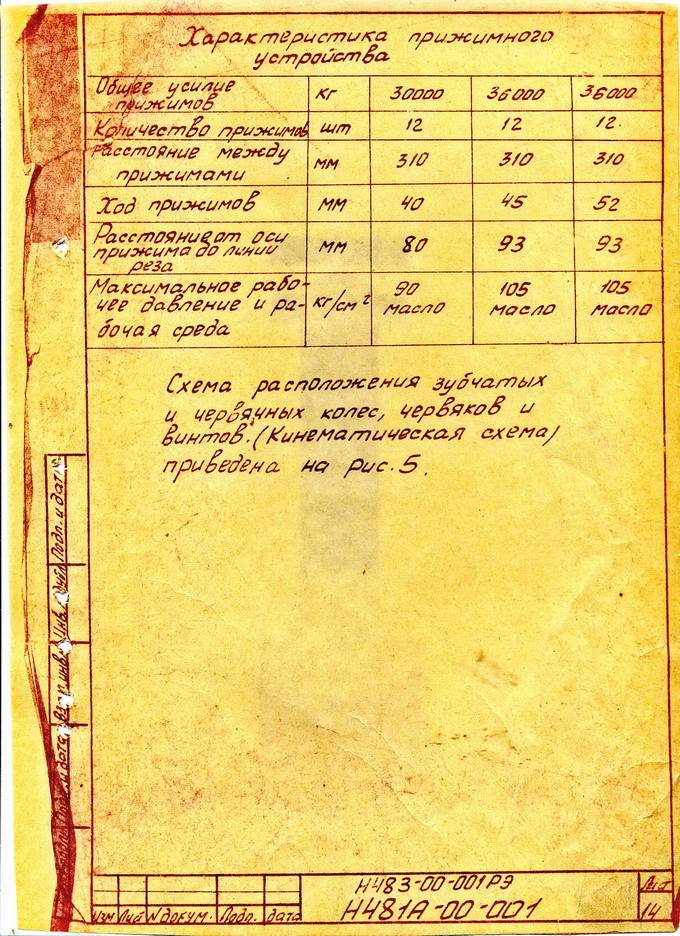
оборудованы задним упором, конструктивно расположенным с внешней стороны ножевого механизма. Разрезаемый материал надёжно удерживается прижимной кулисой, синхронно функционирующей с ножевым механизмом. Нужный прижим обусловлен мощными пружинами, расположенными в специальных стаканах прижимного механизма.
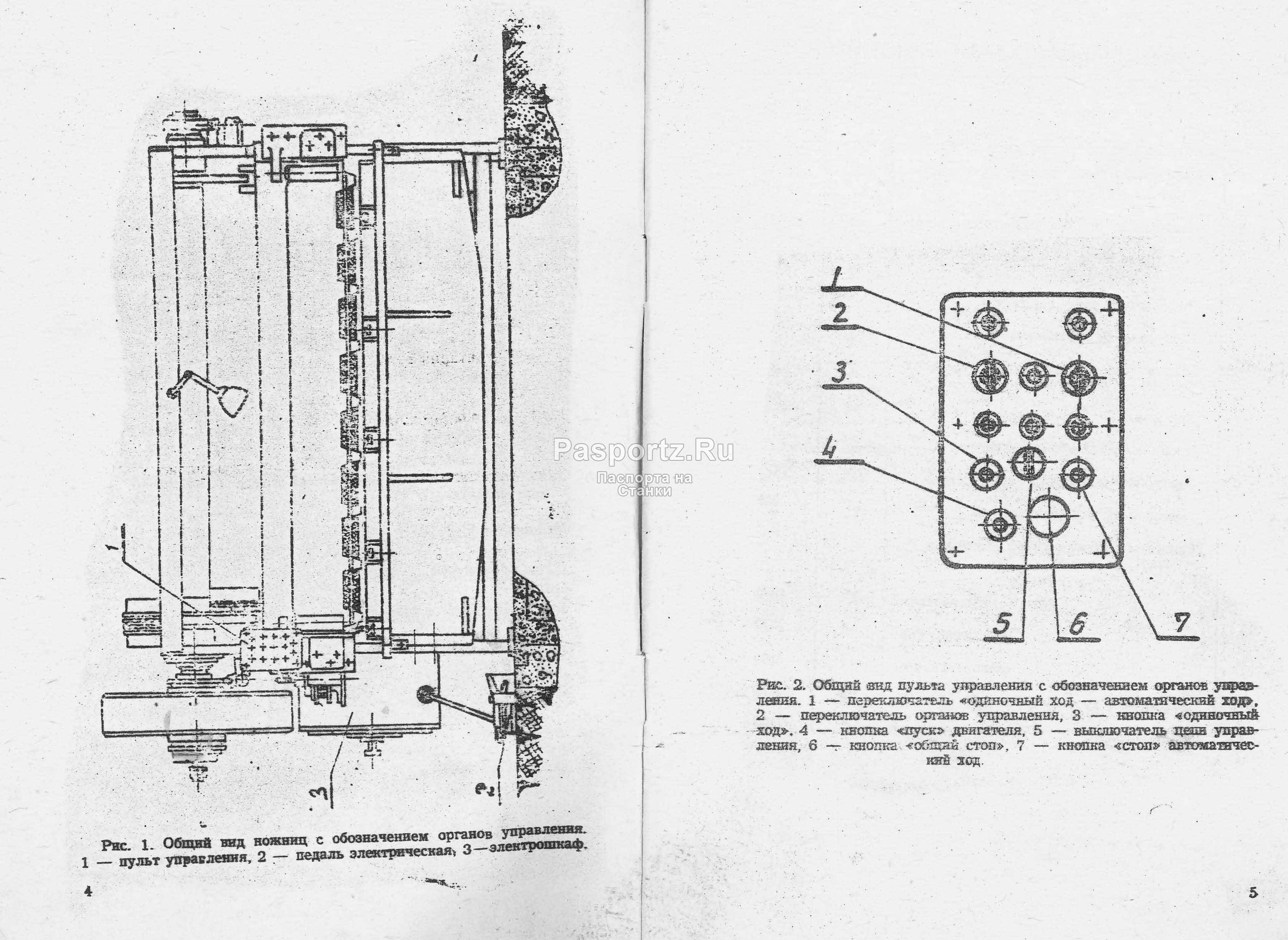
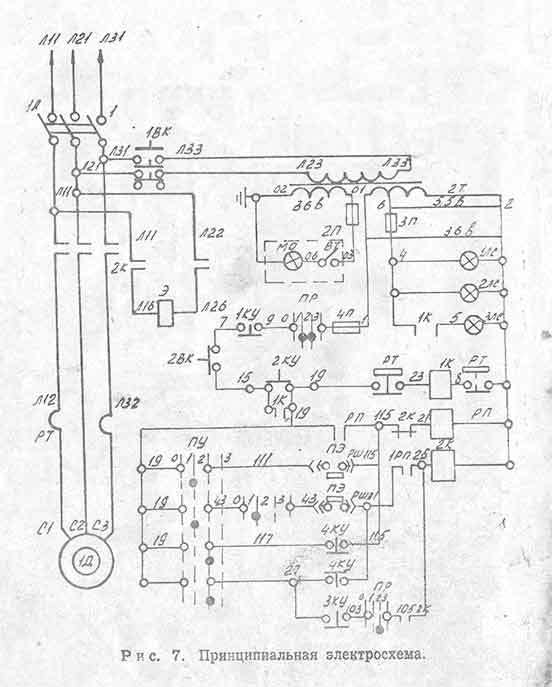
Электронная схема управления гильотины 3118
позволяет производить резку материала в одиночном и автоматическом режимах. Гильотина приводится в движение при помощи педали или посредством кнопки.
Смазка трущихся частей гильотины комбинированная. Включение ножниц Н3118
осуществляется посредством жёсткой муфты, имеющей две шпонки и электрический магнит. Всё это служит для уменьшения расходов на эксплуатацию при использовании в производстве гильотин Н3118
.
2 Ножницы гильотинные Н3121 – паспорт и характеристики
Паспорт станка содержит следующие его технические данные:
- максимальная длина заготовок для резки – 200 см;
- масса – 7000 кг;
- ширина (по заднему упору) отрезаемой заготовки – 50 см;
- тормоз – ленточного типа;
- количество кромок для резки – 4 штуки;
- мощность двигателя – 18,5 кВт;
- наибольшее усилие реза – 50000 кгс;
- количество ходов режущего инструмента – от 40 и более в минуту;
- усилие прижима – 2900 кг;
- дистанция между стойками – 228,5 см;
- наклон ножа (угол) – 2°10′.
Ножи твердостью от 54 до 58 НRC для описываемой гильотины производят по Государственному стандарту 5950–73 из горячекатаных листов стали 6ХВ2С, 5ХВ2С, 6ХС. Их вес равняется 4,08 килограммам.

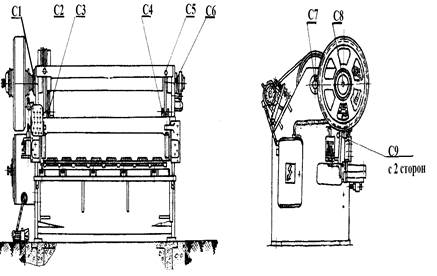
Ножницы состоят из таких основных конструктивных элементов:
- привод;
- станина;
- система смазки и электрического оборудования;
- прижимная и ножевая балка;
- муфта выключения;
- защитная решетка и ограждения;
- задний упор;
- стол;
- приводные валы.
Станина выполняется в сварной форме из листового металла. Три стяжки и рабочий стол соединяют в одно целое боковые стойки станка. Нижнее режущее приспособление (нож) крепится к столу. Оно позволяет задавать конкретную величину зазора и регулировать его значение.

Привод гильотины обеспечивается через редуктор цилиндрического вида с двумя ступенями и клиноременную передачу двигателем. Ножевая балка устройства через шатуны принимает движение (возвратно-поступательное) от коленвала. Для ее уравновешивания имеется специальный механизм пружинного принципа действия (его так и называют – уравновешивателем).
Муфта агрегата выполнена в жесткой форме, располагает электромагнитом и двумя шпонами (поворотными). Ее конструкция существенно уменьшает расходы на эксплуатацию гильотинных ножниц, так как они функционируют без подачи воздуха.

К рабочему столу лист, который разрезают, прижимается штоками. Принцип соединения шатунов с ножевой балкой позволяет повышать на 2 сантиметра высоту ножей. Такая функция очень важна, так как дает возможность осуществлять резку листа в продольном направлении.
Изготовление ножей для гильотин
Изготовление ножей для гильотин. Возможности производства позволяют изготавливать цельные ножи длиной до 2000мм. Для оборудования импортного производства с цельными ножами более 3000мм нами разработана технология производства их из составных частей без снижения качества реза и удобства выставления зазоров, это не только существенная экономия на самих ножах, но и удобство обслуживания — заточки ножей.
Ножи для прессножниц COMPACT.
Проверить наличие…
Роликовые ножи к спирально-навивочным станкам SPIRO
Подробнее…
Ножи СМЖ-175
Подробнее…
Внимание! ВЫГОДНОЕ предложение для профессионалов!
За счет применения современных способов термообработки, а также заточки режущих кромок на точном современном оборудовании удалось увеличить срок службы ножей к гильотинным ножницам в 2-2.5 раза по сравнению с ножами произведенными по стандартной технологии.
Применение высокостойких гильотинных ножей позволяет не только снизить финансовые расходы на инструмент в 1,5-2 раза, а также, сохранить ресурс Вашего оборудования: чем точнее и прочнее ножи, тем меньше и равномернее усилие реза, тем меньше износ деталей гильотины, а значит, оборудование прослужит дольше!
Санкт-Петербургский инструментальныйпредлагает следующие услуги:
НД3314Г ножницы гильотинные кривошипные для обработки листового металла. Назначение и область применения
Ножницы гильотинные НД3314Г разработаны в 1974 году и серийно выпускались с 1976 года. Разработчик .


Кривошипные листовые ножницы (гильотинные) с наклонным ножом НД3314Г предназначены для холодной резки листового материала с пределом прочности σBP ≤ 500 МПа (50 кгс/мм2) и с наибольшими размерами поперечного сечения 2,5х1600 мм. Поперечная резка листа толщиной и шириной в соответствии с технической характеристикой ножниц производится за один ход ножа, продольная резка — рядом повторных резов при продвижении листа вдоль линии реза.
Возможна резка неметаллических листовых материалов, исключающих быстрое затупление режущих кромок ножей и растрескивание вырезаемой заготовки.
Ножницы НД3314Г находят широкое применение в заготовительных цехах предприятий машиностроения, автотракторостроения, авиастроения, судостроения, сельхозмашиностроения и других отраслях промышленности.
Отличие гильотинных ножниц серий НД, НК, Н
Стрыйский завод КПО выпускает ножницы листовые кривошипные с наклонным ножом (гильотина), с пневмо-муфтой серии ”НД” , “НК” и “Н” и на протяжении 30-ти лет и экспортирует свою продукцию в 52 страны мира.
В серии ножниц “НК”, “Н” установка необходимой величины зазора между ножами выставляется автоматически, в зависимости от толщины разрезаемого листового материала, что позволяет резать металл различной толщины без переналадки. Ножницы данной серии оснащены механизированным задним упором, предназначенным для установки разрезаемого листового материала в заданный размер. Длина отрезаемой заготовки устанавливается по счетчику, установленному на лицевой части ножниц через привод механизированного заднего упора.
В серии ножниц “НД” регулировка зазора между ножами осуществляется вручную путем перемещения стола ножниц, согласно диаграммы, в зависимости от толщины разрезаемого листа. Длина отрезаемой заготовки устанавливается маховичком заднего упора, по линейке расположенной на направляющих рейках механизма заднего упора.
Ножницы модели НК3418Р оснащены ручным задним упором, аналогичным ножницам серии ”НД”.
Основные параметры машины для резки листового металла НД3314Г:
- Наибольшие размеры разрезаемого металла – 2,5 х 1600 мм
- Частота хода ножа – 65 мин-1
- Механическое перемещение заднего упора – 0..630 мм
- Тип муфты – пневматическая фрикционная многодисковая
- Тип тормоза – фрикционный однодисковый
- Мощность электродвигателя – 3,2 кВт
- Вес ножниц полный – 2340 кг
Электросхема обеспечивает работу ножниц в режимах:
- Одиночный ход
- Непрерывные (автоматические) ходы
- Наладочный режим – толчковый ход
Станина ножниц сборно-cварная, что увеличивает жесткость конструкции и снижает трудоемкость изготовления. Она состоит из двух стоек, стола и стяжки. На стойки и траверсу опирается стол. Регулирование зазора между ножами ножевой балки и станины осуществляется путем перемещения стола с помощью эксцентриков, расположенных с обеих сторон стола. В стойках выполнены расточки, в которых установлен на подшипниках качения кривошипный вал с шатунами.
Привод ножниц от электродвигателя, закрепленного на поворотной плите, через клиноременную передачу на приводной вал редуктора и далее на кривошипный вал.
Редуктор выполнен в виде агрегатного узла и состоит из двух ступеней зубчатой передачи.
Муфта-тормоз пневматическая, фрикционная, многодисковая, смонтирована на входном конце вала редуктора.
Механизм реза состоит из прижимной и ножевой балок. При совершении рабочего хода одновременно опускаются ножевая и прижимная балки.
Прижимная балка качающейся (консольной) конструкции: в ее прямолинейных направляющих движется ножевая балка. Прижим листа осуществляется за счет силы сжатых пружин и собственного веса балки. Прижимная и ножевая балки связаны между собой рычажной системой, которая соединена с приводом ножниц. В верхней частя прижимной балки установлены винтовые упоры, служащие для возврата ее в верхнее положение.
Ножевая балка снабжена пневматическими уравновешивателями, смонтированными в кронштейнах, закрепленных на станине.
Механизм заднего упора закреплен на ножевой балке и состоит из двух ходовых винтов, по которым перемещаются ползушки, с закрепленной (шарнирно) упорной планкой.
Для резки тонкого листа на ножницах предусмотрен поддерживатель.
Для защиты рук оператора в зоне реза служит защитная решетка, сблокированная с пусковым устройством ножниц.
Режим работы:
- автоматический
- наладочный
- одиночные ходы
- ручной проворот
Управление кнопочное или педальное.
Система смазки централизованная и позволяет эксплуатацию в условиях низких температур.
Порядок установки ножниц гильотинных, кривошипных НА-3218
Транспортирование ножниц гильотинных НА3218
Для транспортирования распакованных ножниц гильотинных НА3218 используется канат или цепь, соответствующие паспортному весу машины. Подцепка машины производится за строповочные отверстия, укрепленные на станине. Доставка к месту установки должна производиться без ударов и толчков.
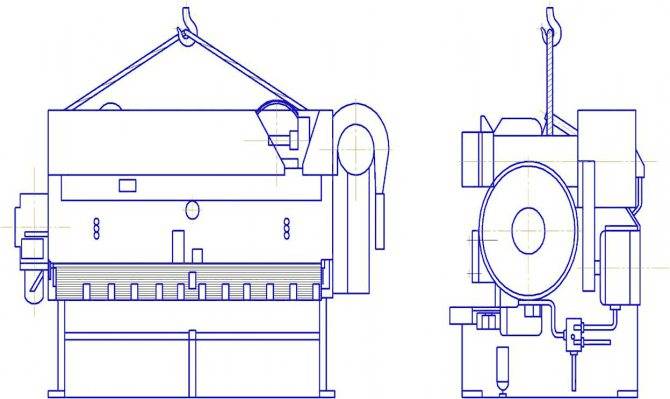
Установка на фундамент гильотинных ножниц НА3218
- Фундамент для гильотинных ножниц НА3218 должен быть изготовлен на основании чертежа фундамента, приведенного в паспорте.
- Планировка объектов машины на фундаменте может быть изменена с учетом местных условий.
- Фундаментные болты и другие закладные детали в комплект поставки не входят.
- Перед установкой на фундамент очищаются од грязи и краски поверхности машины, подлежащие окончательной заливке бетоном. Выверка ножниц НА3218 на фундаменте до окончательной заливки производится с помощью прокладок из тонкой листовой стали, укладываемых под стойки машины, по уровню, прикладываемому к поверхности стола.
- После предварительной выверки фундаментные болты и поверхности опор заливаются раствором (одна часть цемента, три части песка). Окончательная выверка и затяжка фундаментных болтов производится после полного затвердевания раствора. Точность установки в продольном и поперечном направлениях должна выдерживаться в пределах 0,15 мм на длине 1000 мм во время установки на фундамент и в процессе эксплуатации ножниц.
- После установки ножниц производятся все дополнительные работы по монтажу снятых объектов в соответствии с общим видом машины, электрические соединения с обязательным монтажом заземления и подвод сжатого воздуха.
- Перед подключением к машине энергии необходимо произвести полную расконсервацию машины с нанесением на обработанные поверхности тонкого слоя чистого Машиного масла.
Модели для резки металлических заготовок
Ручная гильотина для металла, гидравлическая, пневматическая или электромеханическая — это то оборудование, которое в настоящее время, является довольно распространенным. Во многом это благодаря тому, что резка металла в наше время — это одна из наиболее востребованных операций. Кроме того, используются они не только крупными предприятиями, но и домашними мастерами. Из-за такого широкого спроса производители данного оборудования выпускают его в самых различных комплектациях. Благодаря этому есть возможность выбора модели, которая будет точно соответствовать требованиям, необходимым для резки определенных заготовок.
Высокая популярность гильотинных станков также обеспечивается за счет того, что все они обладают достаточно высоким показателем точности и производительности
Стоит обратить внимание на то, что резать можно не только металл. Медь, латунь, алюминий и другие подобные материалы также могут быть обработаны на таких станках. Еще одно общее преимущество, которое объединяет все станки — это простота в обращении
Эксплуатация данных машин достаточно простая, а значит, после короткого ознакомления и выполнения нескольких операций даже домашний мастер сможет полноценно использовать такое оборудование
Еще одно общее преимущество, которое объединяет все станки — это простота в обращении. Эксплуатация данных машин достаточно простая, а значит, после короткого ознакомления и выполнения нескольких операций даже домашний мастер сможет полноценно использовать такое оборудование.
Стоит обратить внимание на то, что если мастер обладает достаточно высокой слесарной квалификацией, необходимыми инструментами и материалами, не исключается возможность сборки таких гильотин собственными силами. Однако этот процесс все же довольно сложный, а потому чаще такие станки просто покупаются в уже готовом виде
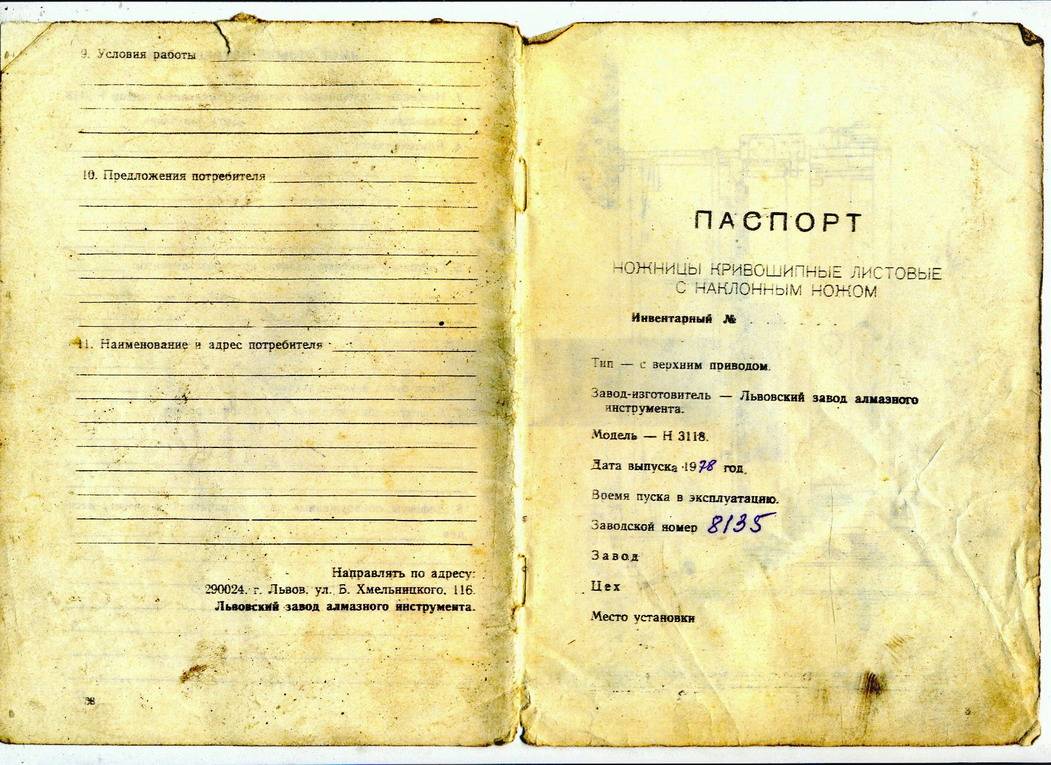
Н3121 Ножницы гильотинные для обработки листового металла. Назначение и область применения
Ножницы кривошипные гильотинные Н3121 выпускались по ГОСТ 6282-64 с 1968 года по 1983 год и были заменены более совершенной моделью НА3121
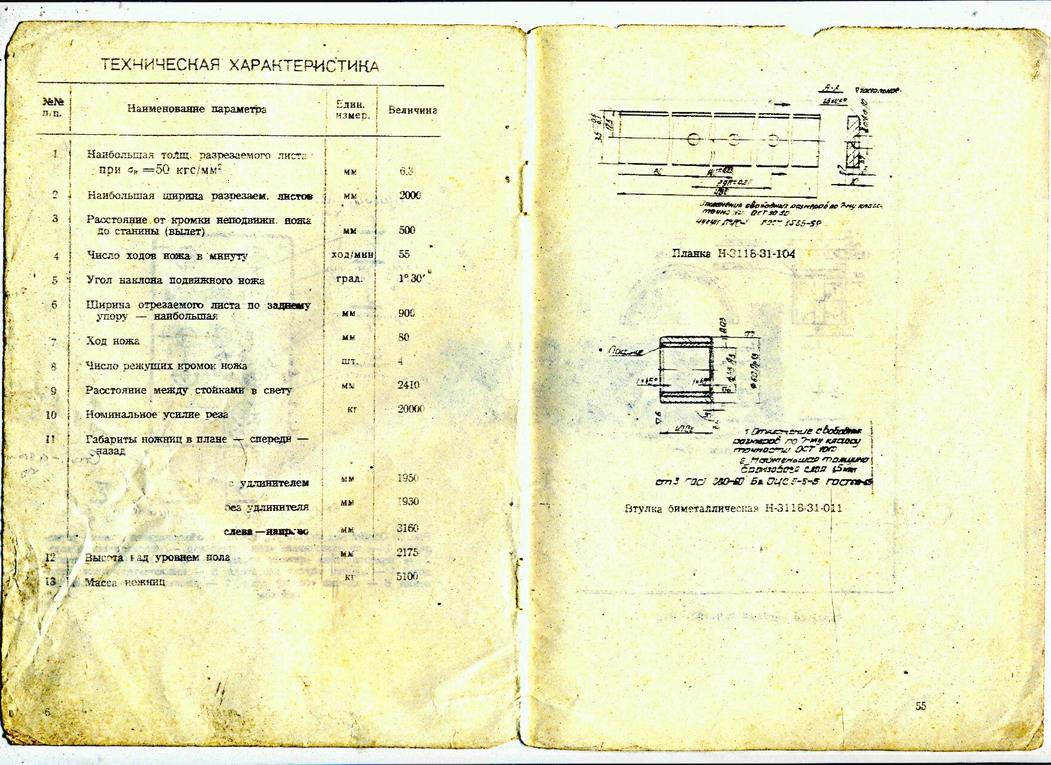
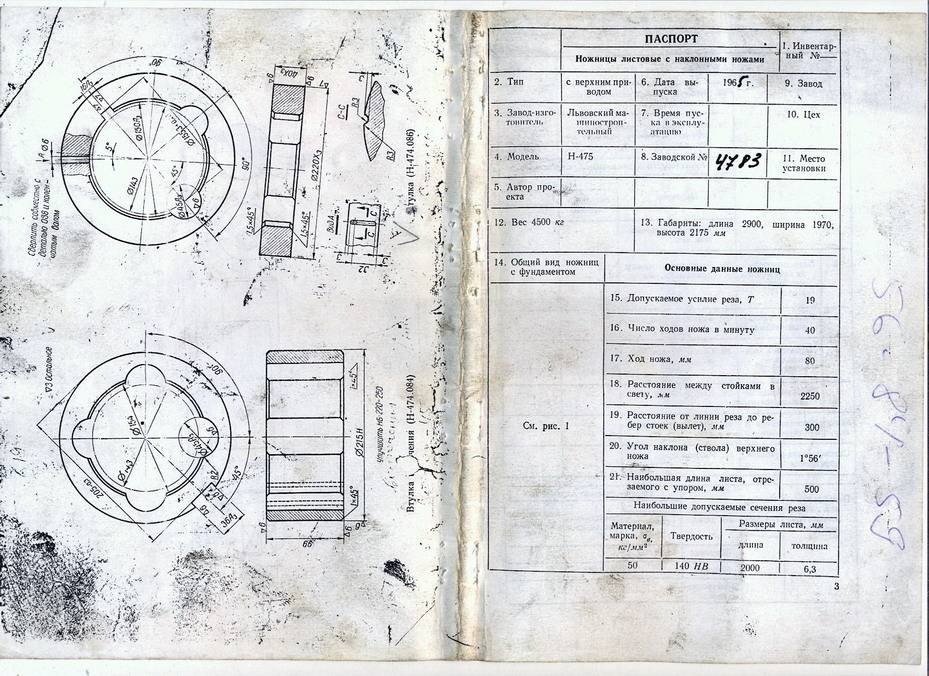
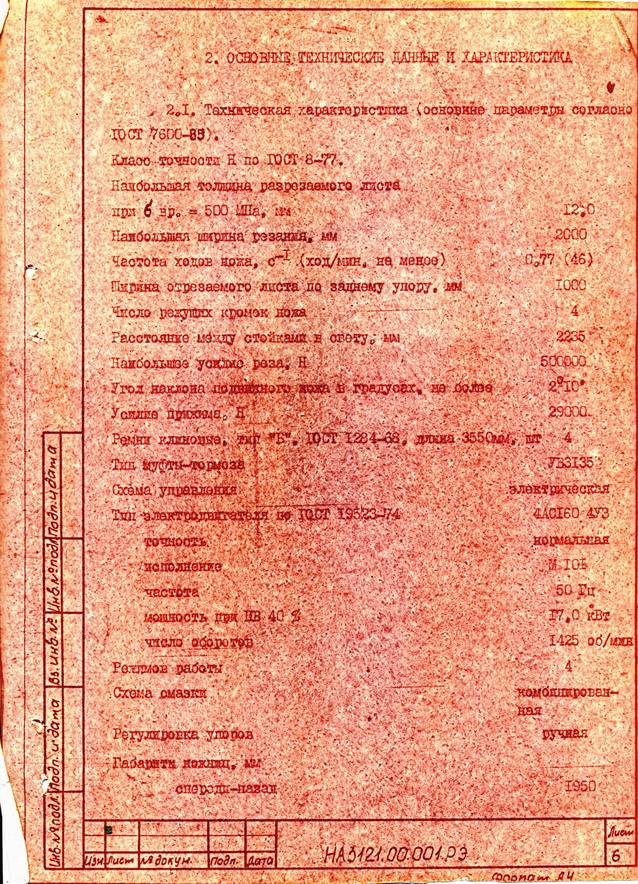
Ножницы механические гильотинные Н3121 с наклонным ножом предназначены для резки листового металла с пределом прочности (временное сопротивление) σ BP = 500 МПа (50 кг/мм2). Поперечная резка листа толщиной до 12,5 мм и шириной до 2000 мм производится за один ход ножа. Продольная резка — при длине листа более 2000 мм — производится рядом повторных резов при продвижении листа вдоль линии реза.




Основные параметры машины н3121:
- Наибольшие размеры разрезаемого металла — 12,5 х 2000 мм
- Предел прочности (временное сопротивление) металла σ BP, не более — 500 МПа (50 кг/мм2)
- Максимальное усилие реза — 500 кН (50 тс)
- Максимальное усилие прижима — 29 кН (2,9 тс)
- Частота ходов ножа, не менее — 40 мин-1
- Ход ножа — мм
- Угол наклона подвижного ножа — 2°10′
- Мощность привода — 18,5 кВт
- Вес машины полный — 7 т
Особенности конструкции гильотинных ножниц Н 3121
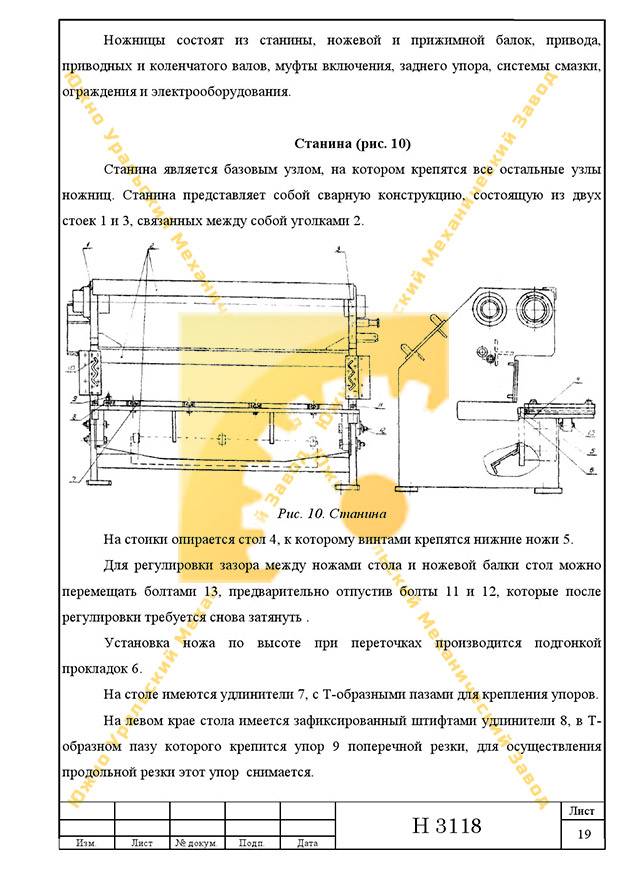
Станина гильотины сварная, из листовой стали. Две боковые стойки соединены столом и тремя стяжками. Стол, к которому крепится нижний нож, имеет регулировку для установки необходимого зазора.
Привод ножниц Н3121 осуществляется от электродвигателя через клиноременную передачу и двухступенчатый цилиндрический редуктор, конструкция закрытого цилиндрического редуктора обеспечивает значительное уменьшение шумовых характеристик ножниц. Ножевая балка гильотины получает возвратно-поступательное движение от коленчатого вала через шатуны. Уравновешена ножевая балка пружинным уравнавешивателем.
Усилие на ножевую балку от коленчатого вала передается двумя шатунами. Муфта включения ножниц с двумя поворотными шпонками, тормоз ленточный, периодического действия. Периодичность торможения достигается за счет эксцентричного расположения шкива по отношению к оси коленчатого вала. Это торможение происходит тогда, когда ножевая балка находится в верхнем положении, чем устраняется ее забегание под действием сил инерции.
Муфта включения жесткая с двумя поворотными шпонками и электромагнитом. Конструкция муфты включения главного привода обеспечивает надежную работу листовых ножниц без воздуха, что значительно снижает эксплуатационные расходы.
Разрезаемый материал прижимается к столу ножниц прижимной балкой, движение которой согласовано с движением ножевой балки.
Механические ножницы Н3121 снабжены задним упором. Для безопасной работы на ножницах предусмотрена защитная решетка.
Гильотинные ножницы Н3121 могут работать на одиночных и автоматических ходах. Управление кнопочное с пульта управления и от ножной педали.
Конструкция соединения ножевой балки с шатунами предусматривает возможность увеличения открытой высоты ножей на 20 мм, что необходимо для продольной резки листа.
Прижим разрезаемого листа к столу осуществляется индивидуальными подпружиннеными штоками.
Резка может производиться как по разметке, так и с помощью заднего упора.
Ножницы могут быть использованы на складах и цехах различных предприятий, где требуется резка листовой стали.
При резке стали с пределом прочности больше или меньше 50 кг/мм 2 для расчета максимальной толщины реза необходимо пользоваться формулой, указанной в разделе «Регулировка ножниц». При этом твердость разрезаемого листа не должна превышать 35 единиц Роквелла по шкале «С».
Ножницы изготовляются с основными параметрами по ГОСТ 6282—64
Гильотина для сигар
Несмотря на грозное название и то, что другие машины используются для резки прочных материалов, есть и портативные (карманные) устройства, предназначенные для резки сигар. Гильотина для таких вещей отличается малыми размерами, а также тем, что лезвия могут быть самой разнообразной формы. Они могут быть круглые, овальные, с тремя ножами, с V-образными лезвиями. Такая вещь считается сугубо индивидуальной, а потому выбор довольно тщательный. Кроме того, существуют не только портативные приспособления, но и настольные. Они, естественно, несколько больше по размерам, чем карманные, но все же достаточно небольшие.

Несмотря на то, что, казалось бы, все они одинаковые, но люди, уже давно использующие эти приспособления, говорят обратное. Дешевые модели, лезвие которых сделано из некачественно материала, скорее всего, затупятся уже после 3-го или 4-го применения. Это очень плохо, так как острое лезвие необходимо для того, чтобы при срезе не оставалось табачных крошек или же обрывков табачного листа.
Возможности сжатого воздуха как энергоносителя в приводе
Преимущественной схемой резки листа на ножницах является резка наклонными ножами. При этом внедрение инструмента в металл происходит не одновременно по всей длине или ширине реза, а постепенно. Требуемые значение хода ножевой балки при этом увеличивается, зато технологическое усилие заметно снижается.
Видео – как работают пневматические гильотинные ножницы
Угол наклона ножей измеряется в пределах 1,5…100, причём с увеличением угла усилие снижается, поэтому инструменты с увеличенными углами наклона обычно устанавливают на более мощное оборудование. Угол наклона не должен быть больше 130 (угла трения), поскольку в этом случае происходит выталкивание разрезаемой заготовки из-под ножей. Причём при наличии прижима лист будет изгибаться, а не разделяться.
Сжатый воздух, имея значительно меньшую ( в сравнении в маслом или ионной гидравлической рабочей жидкостью) плотность не может создавать высокие давления. Однако является ли это препятствием для применения пневмопривода в гильотинных ножницах?
В соответствии с действующим ГОСТ 6240, основными параметрами пневмоцилиндров являются:
- Диапазон реализуемых значений рабочего хода.
- Максимальное давление.
- Диаметр поршня цилиндра.
- Конструктивное исполнение цилиндра.
При этом максимальным значением рабочего плунжера может быть 800 мм (при размерном ряде, пригодном для использования в приводе ножниц 160, 250, 320, 400мм; остальные типоразмеры достаточно габаритны, и в схеме ножниц использованы быть не могут).
Соответственно, диапазон рабочих ходов штока, что может быть использовано в конструкции рассматриваемого оборудования, также весьма различен: от 4 до 80 мм.
Двухсторонние пневмоцилиндры по ГОСТ 15608 выпускаются для максимальных давлений, значения которых, в зависимости, от соотношения размеров поршня и штока, могут быть выбраны по следующей таблице:
| Внутренний диаметр поршня, мм | Диаметр штока, мм | Развиваемое усилие, кг при давлении воздуха, кг/см2 | |||
| 4 | 5 | 6 | 8 | ||
| 160 | 40 | 678 | 847 | 1017 | 1357 |
| 200 | 40 | 1085 | 1356 | 1628 | 2170 |
| 250 | 63 | 1654 | 2067 | 2481 | 3307 |
Примечание. В таблице приведены только такие размеры поршней и штоков, которые могут быть установлены в пневматических приводах ножниц для резки листа.
Таким образом, при наличии двух пневматических цилиндров (а их никак не может быть меньше, учитывая неодновременность производства реза и длину ножевой балки оборудования) с учётом коэффициента потерь воздуха в пневмосистеме управления результирующее усилие резки может находиться в пределах 1220…5900 кг (12,2…59 кН).
Классификация
Крупные предприятия по металлообработке и небольшие цеха снабжены оборудованием для гильотин, которые отличается по следующим параметрам:
- типу привода;
- производительностью;
- уровню мощности;
- максимальными показателями толщины листа металла;
- представленным прокатом;
- числом проделываемых операций.
Изделия для резки функционируют по принципу воздействия на заготовку давлением и острой кромкой гильотинных ножниц. Два элемента устройства перемещаются по отношению друг к другу. Такой процесс включает в себя две операции сразу – резку и ломание. Качественное оборудование выполняет работу в соотношении 90:10. Стоит заметить, что рез в результате ровный, не нуждающийся в дополнительной обработке.
Теперь рассмотрим подробнее виды гильотинных ножниц в зависимости от привода.
Гидравлические
Станочное оборудование для резки/рубки металлических листов со специальным гидравлическим приводом является высокопроизводительной и мощной разновидностью промышленных гильотин. Они используются как при серийном, так и штучном выпуске металлоизделий с прямыми краями из материала, толщина которого от 2 до 20 мм, а длина реза от 1 до 3 метров.

Для крупных компаний, специализирующихся на машиностроении, изготавливается гидравлическое оборудование, технические показатели которого выше: толщина листа – от 20 мм, а длина реза – до 6 метров. Они характеризуются значительным весом и габаритами, поэтому выпускается поштучно. Часто применяют современные автоматизированные установки С ЧПУ, снабженные гидравлическими гильотинными ножницами. Настройка системы минимальна по времени, а для управления станком необходимо нажатие только одной кнопки.


Из нюансов отмечают абсолютную бесшумность при работе, чего нельзя сказать про другие типы устройств. В гидравлической установке ножи совершают плавные нерезкие движения, полностью отсутствуют ударные воздействия. Такие станки оснащены различными фотодатчиками и защитными экранами, поэтому рабочий процесс безопасен.
Электромеханические
По степени производительности этот тип гильотин схож с предыдущим, но отличается высоким уровнем шума при воздействии ножа на металлический лист. Электромеханическая установка используется в крупных или средних цехах, где необходима высокоточная резка заготовок, имеющих значительный размер и толщину. Такое оборудование актуально и для серийного изготовления, только в качестве инструмента выбираются ножницы с меньшей мощностью. Электромеханические гильотины занимают немного рабочего пространства, но позволяют работать с разным материалом: сталь, медь, пластик, алюминий и т. п.

Некоторые устройства способны функционировать автоматизированы – они оснащены ЧПУ, что способствует ускорению процесса. Они отличаются простотой, невысокой стоимостью и широкой областью применения. Использовать подобное оборудование можно даже в условиях домашней мастерской или маленького цеха.
Пневматические
Для работы на этой гильотине необходим компрессор, как аналог используют центральную магистраль, в которой присутствует сжатый воздух. Это оборудование актуально для больших заводов по металлообработке, занимающихся преимущественно крупносерийным производством.

Пневматические гильотины относятся к стационарному типу. К основной конструкции добавляют просторные рабочие столы, конвейеры выдвижного вида и автоматизированную систему контроля. Нередко станки оборудуются специальной системой ЧПУ, с помощью которой металлоизделия обрабатываются быстрее, а точность конечного результата максимальна.
Ручная гильотина
Такие устройства снабжаются редуктором, который позволяет проводить обработку металлических листов с толщиной 1 мм и выше. Существуют три варианта станков: ручной – приводится в действие рычагом, ножной – начинает функционировать благодаря педали, комбинированный – сочетание вышеописанных видов.
Мобильную установку для рубки листового металла возможно монтировать на разную поверхность, где станок будет устойчив. Их используют на стройплощадках для нарезки профлиста (профнастила) или кровельной стали.

Особенности разделения металла на листовых ножницах
Если резку листа или широкой полосы производить параллельно расположенными по длине ножами, то площадь нагружения становится равной площади поперечного сечения листа. В результате требуется довольно большое усилие деформирования. Его можно существенно снизить, если реализовать постепенное внедрение ножей в металл исходной заготовки: когда усилие будет прикладываться постепенно, по мере внедрения ножей с металл. Этим достигают снижения суммарной энергоёмкости операции.
Конструктивно это реализуется при помощи одностороннего наклона подвижного ножа. В отличие от известной гильотины времён Французской буржуазной революции, угол наклона ножей современных гильотиннх ножниц намного меньше. Он зависитот толщины разрезаемого металла и колеблется от 1,5 до 30 (меньшие значения – для листовых ножниц, работающих с тонким, менее 1,6 мм, металлом). На продолжительности процесса разрезания листа это никак не сказывается. Вместе с тем, даже при малых углах наклона подвижного ножа, возникает горизонтальная составляющая усилия резки, которая стремится вытолкнуть заготовку из-под ножа в сторону. Поэтому перед началом резки лист/полоса должны быть надёжно зафиксированы, и сохранять свою неподвижность вплоть до окончания процесса разделения металла. Надёжный прижим исходной заготовки дополнительно способствует повышению качества резки.
Важной технологической особенностью листовых ножниц с наклонным ножом является громоздкость исходных заготовок. Поэтому большинство из исполнений данного оборудования оснащается механизированными столами, а также приводными, либо неприводными рольгангами
На них при помощи мостового крана или кран-балки размещают заготовку. Затем лист/полоса вводится в рабочую зону ножей. Удаление отрезанной полосы производится механически. В результате заготовка под действием собственного веса по склизу падает в тележку.
Устройство и работа листовых ножниц с наклонным ножом
Основные технологические параметры рассматриваемого оборудования регламентирует ГОСТ 6282-86. К ним относят толщину и ширину разрезаемого металла, наибольшая ширина нарезаемой полосы, число ходов в минуту.
Классификация гильотинных ножниц может быть выполнена:
- По типу привода. В качестве основного исполнительного механизма значительно чаще используется кривошипно-шатунный, хотя листовые ножницы металла для резки особо толстого листа – более 25 мм – имеют гидропривод.
- По компоновке привода, который может иметь верхнее или нижнее исполнение (последнее используется преимущественно для оборудования, предназначенного для разделения тонкого листа). Фактор влияет в основном на высоту оборудования.
- По расположению шатунов гильотинный нож выпускается с тянущими или толкающими шатунами. Привод с толкающими шатунами может быть только верхним, а с тянущими – и верхним, и нижним.
- По наличию/отсутствию средств механизации или автоматизации процесса. При массовом характере производства используют раскройно-заготовительные комплексы на базе листовых ножниц. Они позволяют вести резку листа на полосы по определённой программе, причём и в продольном, и в поперечном направлениях.
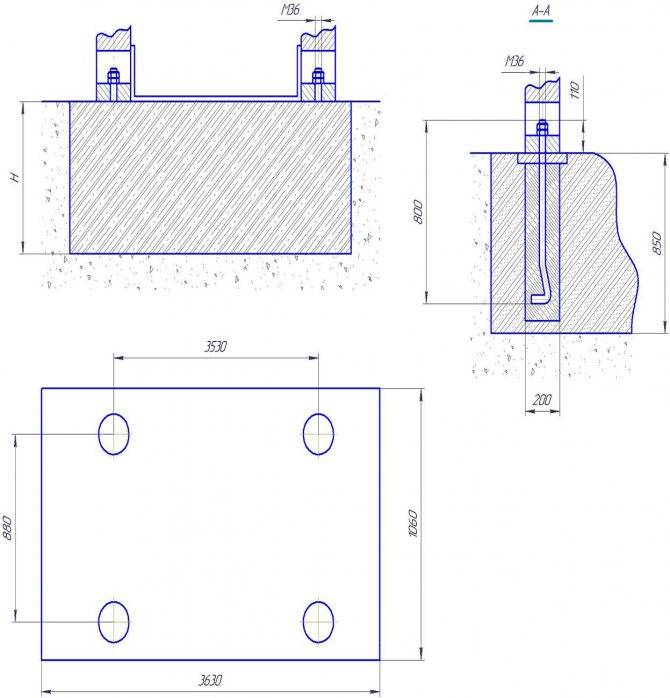
Типовая конструкция листовых ножниц с наклонным ножом и с механическим приводом кривошипно-шатунного исполнения включает в себя следующие узлы:
- Электродвигатель;
- Клиноременную передачу;
- Маховик, в котором расположена система включения оборудования — муфта-тормоз;
- Промежуточный вал с червячным приводом (в старых конструкциях используется понижающая открытая зубчатая передача);
- Коленчатый двухэксцентриковый вал;
- Два шатуна;
- Ножевая балка, где размещаются подвижные ножи;
- Система смазки, управляющая также и механизмом прижима листа;
- Передний и задний упоры;
- Рабочий стол, в котором установлены неподвижные ножи;
- Станина.
Ножницы листовые гильотинные работают так. По рольгангу лист подаётся до заднего упора, и затем фиксируется по переднему упору. При включении привода вначале срабатывает механизм прижима листа, а затем в движение приводится ножевая балка, и выполняет рез металла. Во время возвратного её перемещения механизм прижима отключается, и лист вручную, либо механически может быть передвинут на новый шаг полосы. Отрезанная полоса, удерживавшаяся задним упором, освобождается и сбрасывается тележку, расположенную с тыльной части ножниц. По достижении ножевой балкой своего крайнего верхнего положения система включения останавливает привод.
Что такое гильотина?

В первоначальном смысле гильотина – это механизм для отсечения головы, использующийся в ряде европейских государств для приведения в исполнение смертной казни. Орудие представляло собой огромный косой нож, вес которого колебался в пределах 40-100 кг, движущийся между вертикальными направляющими. Веревкой его поднимали на высоту около 3 м и закрепляли при помощи щеколды. Приговоренного к смерти клали на скамейку, а голову закрепляли между досками с выемкой для шеи. Нижняя была неподвижная, а верхняя – перемещалась вверх-вниз в пазах. Защелка, удерживающая нож, открывалась специальным рычагом и он на огромной скорости падал прямо на шею жертвы, из-за чего смерть наступала мгновенно.