Виды газовой сварки
Существуют правый и левый способы газовой сварки.
Левый способ
Применяя левый способ, работа выполняется справа налево. Вначале идёт присадочная проволока, а вслед за ней газовая горелка. Из-за этого пламя нацелено на ещё не соединённые кромки заготовок.
Такой вид работы чаще всего применяют для легкоплавких и тонких деталей.
Правый способ
Данный метод подразумевает проведение работы слева направо. Пламя газовой горелки направлено на уже соединённый участок деталей. Впереди идёт горелка, которая плавит основной металл, а за ней следует присадочная проволока. Благодаря тому, что пламя направлено на формируемый сварочный шов, удаётся достичь массы положительных факторов:
- улучшенная защита сварочной ванны от попадания в неё кислорода;
- возрастает глубина, на которую проплавляется основной металл;
- свариваемый шов остывает дольше.
При таком методе работы удаётся снизить рассеивание теплоты. Это происходит из-за ограничения газового пламени: по бокам – кромками, а спереди – сварочным швом. При правом способе угол разделки шва составляет 60-70 градусов вместо 90. В результате снижается объём наплавляемого металла.
Проведение работы вышеуказанным способом рекомендуется, если толщина соединяемых заготовок превышает 5 мм.
Сварка с помощью полуавтомата
Сварка полуавтоматом, производимая в среде аргона, позволяет значительно увеличить производительность работ. Такую технологию можно использовать для соединения деталей из нержавейки даже значительной толщины. Наряду с высокой производительностью, технология сварки полуавтоматом в среде аргона позволяет получать соединения, отличающиеся высоким качеством, надежностью, привлекательным внешним видом.

Режим сварки фланца с трубой: горелка на 11 часов, направление вращения по стрелке
Существует несколько нюансов сварки нержавейки полуавтоматом, которые обязательно следует учитывать в работе. Сварочная проволока для повышения качества формируемого соединения должна обязательно содержать в своем составе никель. Если необходимо варить детали большой толщины, то в состав защитного газа, кроме аргона, добавляют углекислый газ, который обеспечивает лучшую смачиваемость краев шва.
Сварка нержавейки полуавтоматом в защитной среде аргона может выполняться по нескольким технологиям – с использованием:
- короткой дуги;
- струйного переноса;
- импульсного режима.
Наиболее контролируемой является технология с использованием импульсного режима. В данном случае сварочная проволока подается в зону действия дуги короткими импульсами. Это позволяет минимизировать разбрызгивание расплавленного металла, уменьшить зону термического воздействия на основной металл, снизить расход дорогостоящей сварочной проволоки. Обработка готового шва и прилегающей к нему поверхности при использовании данной технологии занимает минимальное количество времени, так как брызги металла на них практически отсутствуют.
Как происходит сварка нержавейки аргоном? Весь процесс технологии будет освещен в этой публикации!
Нержавейка принадлежит к высоколегированным сталям, устойчивым к ржавчине. По химическому составу бывает на основе хрома и хрома-никеля, а по металлическому составу делится на дисперсионно-твердеющую, аустенитную, мартенситную, аустенитно-ферритную и ферритную.
Благодаря прекрасным свойствам, нержавейка широко применяется в быту и промышленности. Поэтому владея навыком сварки такого металла, вы избавите себя от многих домашних неурядиц.
Материал имеет ряд нюансов, которые следует знать:
- низкая теплопроводность повышает риск прожечь тонкий металл насквозь (лечится уменьшением силы тока);
- большая усадка порождает образование трещин (необходим правильный зазор между заготовками);
- потеря антикоррозийных свойств в месте сварки нержавеющей стали (требуется быстрое охлаждение).
В чем заключаются сложности сварки нержавеющей стали
Сложность сварки нержавейки объясняется свойствами данного металла, которые ему придают легирующие добавки. По сравнению с низкоуглеродистой сталью, нержавейка имеет более низкую теплопроводность (в два раза ниже), что является негативным фактором для сварочных работ. Высокая температура из-за низкой теплопроводности металла будет концентрироваться в месте выполнения соединения и недостаточно активно отводиться от него. Это может стать причиной перегрева области соединения и даже прожога металла. Именно поэтому технология сварки нержавейки предусматривает снижение сварочного тока: его значение выбирается на 20% ниже, чем при сварке обычных сталей.

Дисплей сварочного полуавтомата с цифровой индикацией рабочего тока и напряжения
Еще одной характеристикой нержавеющей стали, которую обязательно следует учитывать при сварке, является повышенный коэффициент линейного расширения и, как следствие, значительная линейная усадка. Именно это свойство нержавейки приводит к тому, что детали из нее при выполнении сварочных работ подвергаются значительным деформациям, нередко приводящим к появлению трещин на их поверхности. Учитывая это, между соединяемыми заготовками следует оставлять больший зазор, который будет компенсировать деформационные процессы.
Нержавейка отличается повышенным электрическим сопротивлением, что очень негативно сказывается на сварке, если она выполняется электродом из высоколегированной стали. Такой электрод, который также имеет большое электрическое сопротивление, начинает сильно нагреваться. Это приводит к ухудшению качества формируемого сварного шва. Если вы соберетесь варить нержавейку такими электродами, следует использовать изделия минимальной длины.

Трещина сварного шва – самый опасный дефект, приводящий к разрушению конструкции
Объясняется это следующим. При значительном нагреве (свыше 500 градусов) на границах кристаллических зерен металла начинают образовываться карбид хрома и железа. Так появляются очаги возникновения и дальнейшего распространения коррозии. Чтобы избежать этого негативного явления, которое носит название межкристаллитной коррозии, необходимо очень быстро охлаждать детали из нержавейки сразу после окончания сварочных работ. Однако указанный метод эффективен лишь в том случае, если вы варите нержавеющую сталь хромоникелевой группы.
Режимы газовой сварки
Подбор режима газовой сварки зависит от множества факторов.
Для начала необходимо правильно подобрать газовую горелку. В ней в необходимых пропорциях смешивается кислород и ацетилен. С её помощью настраивается уровень пламени путём регулировки подачи горючих газов.
Бывают горелки безынжекторные и с наличием инжектора. На практике чаще всего применяются инжекторные. В таких горелках горючий газ подаётся под низким давлением в смесительную камеру, где проводится его инжектирование струёй кислорода.
Мощность сварочного пламени
Горелки отличаются в зависимости от мощности пламени:
- Г1 – микромалой мощности;
- Г2 – малой мощности с параметрами расхода ацетилена 25-700 л/ч и расходом кислорода 35-900 л/ч;
- Г3 – средней мощности, предполагающие подачу ацетилена 50-2500 л/ч, а кислорода 65-3000 л/ч;
- Г4 – повышенной мощности.
Для расчёта мощности используется формула: Q=A * h:
- расход ацетилена обозначается – Q и измеряется в м 3 /ч;
- толщина металла измеряется в миллиметрах и обозначается h;
- буква А обозначает коэффициент, описывающий затраты ацетилена на 1 мм свариваемого материала. Для стали коэффициент равен 0,10 — 0,12, для чугуна — 0,15, для алюминия – 0,10.
Исходя из соотношения кислорода и ацетилена, направленных в горелку, выделяют три типа пламени: нейтральное, окислительное и науглероживающее. В зависимости от нужных качеств наплавленного металла выбирают соответствующий тип пламени. Чаще всего применяется нейтральное пламя, которое обеспечивает наивысшие механические характеристики наплавленного металла. Иные типы пламени используются редко. Например, для легкоокисляющихся металлов применяется науглероживающее пламя.
Скорость сварки
При газовой сварке нужно соблюдать скорость проведения работы.
Для расчёта скорости используется формула: V =A / S, где:
- V – скорость работы, измеряемая в метрах в час;
- S – толщина металла в миллиметрах;
- А – специальный коэффициент, принимающий разные значения в зависимости от вида металла и его толщины.
Диаметр присадочной проволоки
В качестве присадочного материала может использоваться сварочная проволока, различные прутки или металлические гранулы. Диаметр присадочного материала рассчитывается по следующим формулам:
- d = S / 2+1 — при левом способе сварки;
- d = S / 2 – при правом способе сварки.
Если диаметр свариваемого металла превышает 15 мм, тогда диаметр присадочного материала должен быть не менее 6 мм.
Есть некоторые рекомендации для сварки разных металлов. Например, при газовой сварке сталей высокого качества работы получается достичь при использовании марганцевой и кремнемарганцевой проволок таких марок: Св-08ГС, Св-08ГА, Св-10Г2.










Для сварки чугуна используют прутки марок А и Б. Марка А используется в горячей сварке при разогреве всего изделия. Марка Б применяется в сварке с местным подогревом.
Угол наклона мундштука
Ещё одним важным параметром является угол наклона мундштука. Вместе с ростом толщины металла растёт и угол наклона. Рекомендуемые значения представлены в таблице.
Источник
Сварка высокоуглеродистых сталей

Демонстрационная сварка стали от рессор электродом Zeller 655
Высокое содержание углерода в сталях данного вида делает их, как правило, непригодными для изготовления сварных конструкций. Они характеризуются низкой пластичностью, поэтому имеют ограниченное применение.
Потребность в высокоуглеродистых сталях возникает при проведении ремонтных работ, при производстве пружин, режущих, бурильных, деревообрабатывающих и других инструментов, высокопрочной проволоки, а также в тех изделиях, которые должны обладать высокой износостойкостью и прочностью.
Технология сварки высокоуглеродистых сталей
Сваривание возможно, как правило, с предварительным и сопутствующим подогревом до 150-400°С, а также последующей термообработкой. Обусловлено это склонностью данного типа сплавов к хрупкости, чувствительностью к горячим и холодным трещинам, химической неоднородностью шва.
- После подогрева необходимо произвести отжиг, который нужно проводить до тех пор, пока изделие не остынет до температуры 20°С.
- Важным условием является недопустимость осуществления сварки на сквозняках и при температуре окружающей среды ниже 5°С.
- Для повышения прочности соединения необходимо создавать плавные переходы от одного до другого свариваемого металла.
- Хорошие результаты достигаются при сваривании узкими валиками, с охлаждением каждого наплавленного слоя.
- Исполнителю следует также соблюдать правила, предусмотренные для соединения среднеуглеродистых сплавов.

Данный демонстрационный образец (сварены воедино рессора, напильники, подшипник и пищевая нержавейка). Если не обращать внимания на качество швов, варили не профессиональные сварщики, фото подтверждает, что вполне возможна сварка “несвариваемых” сталей.
Особенности сварки высокоуглеродистых сталей
Рабочую поверхность необходимо очистить от загрязнений различного рода: ржавчина, окалина, механические неровности и грязь. Присутствие загрязнений может привести к образованию пор.
Охлаждать конструкции из высокоуглеродистых сталей нужно медленно, на воздухе, для нормализации структуры.
Предварительный подогрев ответственных изделий до 400°С позволяет достичь необходимого показателя прочности.
Виды сварки высокоуглеродистых сталей
ручная дуговая сварка с помощью покрытых электродов.
2. Сварка под флюсом также используется для соединения сплавов данного типа. Равномерно покрыть флюсом рабочую зону в ручном режиме довольно сложно. Поэтому, в большинстве случаев, используется автоматическая технология. Расплавленный флюс образует плотную оболочку и предотвращает воздействие вредных атмосферных факторов на сварочную ванну. Для сваривания под флюсом используются трансформаторы, выдающие переменный ток. Данные аппараты позволяют создавать устойчивую дугу. Главное достоинство данного метода – небольшие потери металла вследствие малого разбрызгивания.
Однако, если свариванию подвергаются рядовые конструкции, то применение данного способа возможно. Соединение производится на нормальном или незначительном пламени, мощность которого не превышает 90 м3 ацетилена в час. Изделие нужно подогреть до 300°С. Сварка осуществляется левым способом, что дает возможность уменьшить время нахождения металла в расплавленном состоянии и продолжительность его перегрева.
Сварка алюминия
Про аргонодуговую сварку алюминия уже говорено-переговорено на всевозможных сайтах и форумах в интернете. Сварка алюминия – это сложней, чем чермета и нержавейки, но если делать все правильно, сам процесс и результат работы принесут вам удовольствие.
Какие алюминиевые сплавы чаще всего приходится варить?
Первое, это хорошо свариваемые деформируемые алюминиево-магниевые и алюминиево-марганцевые сплавы АМг и АМц не упрочняемые термической обработкой. Для сварки этих сплавов используется присадочный пруток TIG ER-5356 (отечественный аналог Св-АМг5 ГОСТ7871-75). Правило подбора прутка все то же: он должен иметь сходный химический состав с металлом изделия. В этом плане, пруток ER-5356 более всего соответствует таким маркам, как АМг3, АМг5, АМг6.
Механические свойства:
Предел текучести: 120 Мпа,
Предел прочности: 265 Мпа,
Удлинение: 26%
Второе, это литейные алюминиевые легированные кремнием (кремний+марганец) сплавы типа АК7ч (АЛ9), АЛ10, АД35 и т.д. и т.п. Они часто используются в различных конструкциях и узлах, которые требуют уменьшения веса при сохранении высокой прочности, так как все эти сплавы упрочняются термообработкой. Например, АК7ч можно состарить до твердости 70…80 НВ.
Для таких сплавов применяется присадка TIG ER-4043 (AlSi5), отечественный аналог Св-АК5 ГОСТ7871-75. Часто приходится исправлять дефекты литья или механические дефекты (алюминиевые автомобильные диски, корпуса авиационных асинхронных электродвигателей и т.д.).
Механические свойства шва, сваренного ER-4043 :
Предел текучести: 55 Мпа,
Предел прочности: 65 Мпа,
Удлинение: 18%
Как уже говорилось, алюминий – непростой металл. Поэтому есть смысл поговорить о трудностях, связанных с его сваркой. Вот некоторые особенности:
Поверхность алюминия покрыта тугоплавкой оксидной пленкой АL2O3, по некоторым данным, температура ее плавления составляет 2000 -2700 градусов Цельсия, что на порядок выше температуры плавления самого алюминия, всего 600-650 градусов. Очевидно, что расплавив алюминиевую пленку вы неминуемо прожгете металл. Нужно удалить пленку какими-то другими способами. И они были придуманы.
Первый способ, сварка на переменном токе. Известно, что переменный ток отличается от постоянного тем, что он многократно меняет направление своего движение в единицу времени. Дуга переменного тока разрушительно действует на оксид алюминия.
Второй способ, это использование лепесткового круга для зачистки металла до блеска или химического травления.
Также вам понадобится высокочистый аргон с самым низким содержанием примесей. Из обычного аргона незамедлительно «полезет» грязь.
И еще…
- Высокая тепло- электропроводность алюминия требует от источника питания большой мощности и предварительного нагрева в электропечах.
- Большие объемы работ лучше выполнять на сварочных инверторах, специально предназначенных для сварки цветных сплавов: вы можете и регулировать «очистку алюминия» и работать в режиме 4Т в следующей последовательности: настраиваемый начальный ток – основной ток – кратер шва.
Разновидности проволоки для полуавтоматов
Подбор сварочной проволоки для полуавтоматов следует выполнять под определенный вид соединяемого металла. Использование присадочного расходного материала существенно улучшает качество шва, предотвращает образование пор и неровностей в соединении.
Основные преимущества использования присадки при выполнении сварочных работ представлены:
- ускорением процесса сварки;
- удобством использование в промышленной сфере;
- существенным снижением вероятности появления брака из-за отсутствия покрытия присадки;
- большим выбором расходников, позволяющим подобрать оптимальную присадку для каждого конкретного случая;
- низким уровнем образования шлака при сварке.
Недостатки использование присадочного компонента при сварке:
- необходимость в постоянной защите;
- сложность в хранении больших мотков;
- сложность в подборе оптимального диаметра присадки;
- необходимость постоянно использовать флюс.
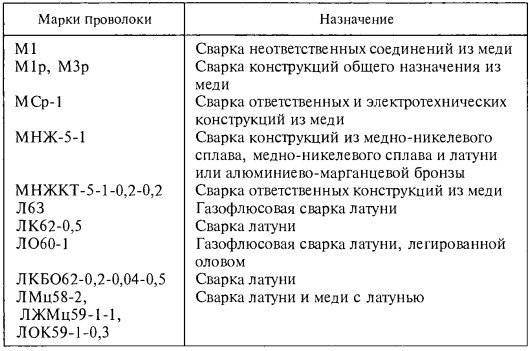
Таблица марок проволоки. Все виды проволоки для сварки, как правило, делятся на:
- Омедненные. Данный вид проволоки применяется для сварки углеродистых и низколегированных стальных деталей. Омедненные стальные присадочные компоненты обеспечивают качественный шов и характеризуются низким коэффициентом разбрызгивания металла.
- Порошковые. Присадочные компоненты таких марок выполнены в виде полой трубки из малоуглеродистой стали. Внутри емкости размещается раскислители и шлакообразующие вещества, обеспечивающие комфортное использование полуавтоматической сварки без защитного газа. Порошковые присадочные проволоки помогают существенно уменьшить образование шлака и сократить время на обработку сварного шва.
- Сплошного сечения. Данный вид проволоки отличается от обычной, тем, что из нее делают сварочные электроды.
- Неомедненные. Присадки такого вида применяются, прежде всего, для работы с изделиями из низкоуглеродистой стали.
- Активированные. Присадки из порошка, применяемые во время проведения сварочных работ в атмосфере углекислого газа.
- Газосварочные. Для работы с углеродистыми и низкоуглеродистыми сортами стали лучше всего использовать газосварочные присадочные компоненты.
- Алюминиевые. Один из немногих видов проволок, подходящих для сваривания алюминиевых деталей. Во время работы с алюминиевой присадкой отмечается низкая пористость сварных швов. Подобные присадки активно применяются в судостроительной и молочной промышленности.
- Из нержавеющей стали. Присадочный компонент позволяет сваривать изделия из нержавеющей стали и предотвратить коррозию полученного шва.
- Флюсовые. Данные тип присадочной проволоки широко используется для соединения среднеуглеродистых, низкоуглеродистых и углеродистых сортов стали. Благодаря наличию встроенного флюса подобные присадки можно использовать при сварке без защитного газа.
- Легированные. Один из лучших компонентов, позволяющий проводить сварочные работы в любых газовых смесях и с любыми видами металлов.










Общие параметры метода сварки с применением аргона
В основе аргонной сварки, как уже отмечалось, лежит создание сварочной ванны под защитой аргона. Его наличие защищает расплав от воздействия атмосферного кислорода. Технология такой сварки подразумевает использование, как минимум двух методов сварки. Для их реализации могут быть использованы плавящиеся и неплавящиеся электроды.
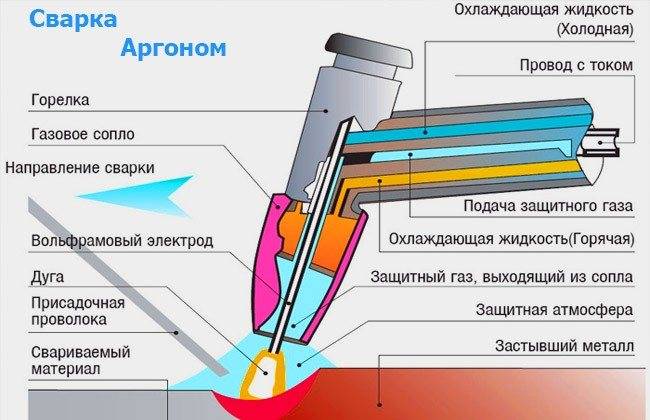
Сварка аргоном
Сварочные технологии подразумевают два способа, в одном применяют плавящиеся электроды, в другом плавящиеся. За счет использования последних получают качественный шов с равномерной плавкой обоих заготовок. Такой способ применяют для сварки труб и соединения деталей из титана и алюминия.
Дуга разжигается между рабочим инструментом и деталями, подлежащими сварке. При сваривании деталей по аргонодуговой технологии используют инструмент (электроды) произведенные из вольфрама. Главное их достоинство заключается в их тугоплавкости. Для улучшения его эксплуатационных характеристик в состав вольфрамового сплава вводят отдельные химические соединения.
Если существует необходимость в применение дополнительного присадочного материала, то его подают в сварочную ванну сборку и это исключает контакт с электричеством подаваемом в нее.
Методы сваривания нержавейки
Для соединения листовой стали или сложных конструкций применяют несколько способов, помогающих получить шов высокого качества.
Неплавящийся электрод из вольфрама
Сварку с вольфрамовыми стержнями выполняют при соединении труб. Главное преимущество – эстетичный вид швов.
Аргонодуговую технологию используют и при формировании резервуаров для хранения жидких и газообразных веществ, эксплуатирующихся под большим давлением. Сварка ведется как с постоянным, так и с переменным током прямой полярности. Для прогрева обрабатываемой области используют горелку с неплавким электродом, через которую поступает газ. Шов формируется за счет плавления присадки.
TIG-сварка имеет следующие особенности:
- При проникновении частиц вольфрама в сварочную ванну прочность соединения снижается. Для возбуждения электрической дуги применяют угольную пластину, которая затем переносится на рабочую поверхность.
- Подача аргона продолжается до остывания стержня и шва. Это снижает скорость окисления сварного соединения и электрода.
Использование полуавтомата
Научиться варить таким методом должен каждый начинающий мастер. Полуавтоматический способ отличается высокой производительностью. Надежность получаемого шва не уступает таковой при аргонодуговой сварке, однако эстетические его качества ниже. Полуавтомат позволяет работать с деталями разной толщины. Повышенные требования предъявляют к расходному материалу. В состав должен входить никель, иначе проволока не будет соответствовать стандартам.
Сварку ведут в следующих режимах:
- Короткой дугой. Температура нагрева рабочей области определяется длиной разряда. Небольшое расстояние между горелкой и поверхностью подходит для соединения тонких деталей.
- Импульсный. Проволока подается в сварочную ванну небольшими порциями, что препятствует разбрызгиванию расплава и перегреву деталей.
- Струйный. Перевод аппарата в этот режим помогает заварить заготовки толщиной более 1 см.
Сварка низкоуглеродистых сталей
Из-за малого концентрата углерода данный вид имеет следующие свойства:
- высокая упругость и пластичность;
- значительная ударная вязкость;
- хорошо поддается обработке с помощью сварки.
Низкоуглеродистые стали широко применяются в строительстве и при производстве деталей методом холодной штамповки.
Технология сварки низкоуглеродистых сталей

ручной дуговой сварки
Газовая сварка осуществляется без применения дополнительных флюсов. В качестве присадочного материала используются металлические проволоки с небольшим содержанием углерода. Это поможет предотвратить образование пор.
Для обработки ответственных конструкций применяется газовая сварка в среде аргона.
После сварки готовую конструкцию необходимо подвергнуть термической обработке путем операции нормализации: изделие следует нагреть до температуры примерно в 400°С; выдержать и охладить на воздухе. Данная процедура способствует тому, что структура стали становится равномерной.
Особенности сварки низкоуглеродистых сталей
Хорошая свариваемость таких сталей обеспечивает равнопрочность сварного шва с основным металлом, а также отсутствие дефектов.
Металл шва обладает пониженным содержанием углерода, доля кремния и марганца увеличена.
При ручной дуговой сварке околошовная область подвергается перегреву, что способствует его незначительному упрочнению.
Шов, наплавленный методом многослойной сварки, отличается повышенным уровнем хрупкости.
Соединения обладают высокой стойкостью против МКК из-за низкой концентрации углерода.
Виды сварки низкоуглеродистых сталей

1. Первым методом для соединения низкоуглеродистых сталей является ручная дуговая сварка электродами с покрытием. Для выбора оптимального вида и марки расходников необходимо учитывать следующие требования:
- сварной шов без дефектов: пор, подрезов, непроваренных участков;
- равнопрочное соединение с основным изделием;
- оптимальный химический состав металла шва;
- устойчивость швов при ударных и вибрационных нагрузках, а также повышенных и пониженных температурах.
Наименьший показатель напряжения и деформации исполнитель получает при выполнении сварки в нижнем пространственном положении.
Для сварки рядовых конструкций используются следующие марки электродов:

Сварочные электроды АНО-6
Для сваривания ответственных конструкций применяются следующие марки сварочных материалов:
2. Газовая сварка осуществляется в защитной среде из аргона, без использования флюса, с применением металлической проволоки в качестве присадочного материала.
3. Электрошлаковая сварка осуществляется при помощи флюсов. Проволочные и пластинчатые электроды подбираются с учетом состава основного сплава.






4. Автоматическая и полуавтоматическая сварка осуществляется с защитной среде; применяется чистый аргон или гелий, часто используется углекислый газ. CO2 должен обладать высоким качеством. Если соединение кислорода и углерода будет перенасыщено водородом или азотом, то это приведет к порообразованию.
5. Автоматическая сварка под флюсом выполняется электродной проволокой диаметром 3-5 мм; полуавтоматическая – 1,2-2 мм. Сваривание выполняется постоянным током обратной полярности. Режим сварки варьируется в значительных величинах.
6. Наиболее оптимальным способом является сваривание порошковыми проволоками. Сила тока располагается в диапазоне от 200 до 600 А. Сварку рекомендуется проводить в нижнем положении.
в защитных газах
Соединение изделий толщиной менее 2 мм. осуществляется в атмосфере инертных газов вольфрамовым электродом.
Чтобы повысить стабильность дуги, улучшить формирование шва и понизить чувствительность наплавленного металла к пористости следует применять смеси газов.
Сваривание в атмосфере углекислого газа предназначено для работ со сплавами толщиной более 0,8 мм. и менее 2,0 мм. В первом случае используется плавящийся электрод, во втором – графитовый или угольный. Вид тока постоянный, полярность обратная. Следует отметить, что данный способ отличается повышенным уровнем разбрызгивания.
Популярные модели

Среди разнообразия модельных версий довольно сложно ориентироваться начинающему сварщику. Здесь будут приведены распространенные типы сварочных проволок, как база в изучении.
Одной из таких моделей является Св-10Г1СН – сварочная проволока с десятипроцентным включением углерода, однопроцентным включением марганца, содержанием кремния и никеля в составе меньше одного процента.
Она применяется при сваривании в среде защитного газа. Может применяться к низколегированной стали. Достаточно широко применяется в разных промышленных областях.
Версии Св-10ГА (сварка, 0,1% углерода, включение марганца и азота меньше 1%), Св08А (сварка, 0,08% углерода, содержание азота меньше 1%) и Св08 (сварка, содержание углерода 0,08%) используются для аргонодуговой и газовой сварки.
Для низколегированных видов стали предназначены модели:
- Св08ХН2М (сварка, 0,08% углерода, 2 процента никеля, меньше процента хрома, молибдена),
- Св08ХМФА (сварка, 0,08% углерода, содержание хрома, молибдена, ванадия, азота – меньше 1%),
- Св08ГС (сварка, 0,08% углерода, содержание марганца, кремния – меньше 1%).
- В этот список входит также разобранная в примере Св-06Х19Н9Т.
- Для высоколегированных типов металла используются:
- Св-08Н50 (0,08% углерода, 50% никеля)
- Св30Х25Н16Г7 (0,3% углерода, 25% хрома, 16% никеля, 7% марганца)
- СВ07Х19Н10Б (0,07% углерода, 19% хрома, 10% никеля, меньше 1% ниобия)
- Св10Х17Т (0,1% углерода, 17% хрома, меньше 1% титана)
- Св08Х20Н9Г7Т (0,08% углерода, 20% хрома, 9% никеля, 7% марганца, меньше 1% титана)
Основные преимущества
Начать стоит с того, что флюсовая проволока обладает высокой степенью плавления. Это позволяет применять ее для работы с тугоплавкими материалами. Кроме того, во время работы обеспечивается высокая скорость сварки, а рабочая дуга характеризуется стабильностью и мягкостью. Горит дуга также равномерно, из-за чего шов и получается ровным. Одно из достаточно весомых преимуществ заключается в том, что после работы сварки с флюсовой проволокой со сварочного шва достаточно просто удалить шлаковое покрытие.
Кроме перечисленных положительных качеств, можно и выделить и много других:
- хорошая защита сварочного участка;
- высокая скорость работ сопровождается экономичностью;
- можно осуществлять плавление на достаточно большую глубину, а во время работы отсутствуют брызги;
- при работе не выделяется вредных летучих веществ;
- можно управлять количеством кислорода, которое содержится в сварочном шве;
- использование сварочной технологии с флюсовой проволокой помогает оптимизировать структуру шва.
Стоит отметить, что защита сварочного участка возможна как раз благодаря тому, что в проводе содержится флюс. Из-за этого атмосферные газы не достигают места сварки, а значит, и не окисляют свариваемый материал. Стоит отметить, что благодаря наличию такого ряда преимуществ, флюсовая проволока для полуавтомата применяется не только любителями для сварочных работ, но и профессионалами.

Технология сварки
Технология сварки нержавеющей стали производится точно так же, как и обычной. Но есть и некоторые нюансы.
- Перемещение неплавящегося электрода и присадочной проволоки производится только вдоль сварного шва. Никаких поперечных отклонений. Нельзя допустить, чтобы присадка вышла из защитной зоны аргона.
- Чтобы увеличить качество сваренного участка, рекомендуется обдувать аргоном стыкуемые заготовки и с обратной стороны. Это, конечно, увеличит расход защитного газа.
- Нельзя прикасаться вольфрамовым электродом к поверхности свариваемых заготовок из нержавеющей стали, даже при розжиге дуги. Иногда розжиг производят на графитовой или угольной пластине с последующим переносом на основной металл, как показано на обучающем видео. Или можно воспользоваться бесконтактным методом, используя для этого осциллятор.
Как и при всех видах сварки аргоном, необходимо после окончания сварочного процесса подачу газа сразу не прекращать. Таким образом, остынет сам вольфрамовый электрод, он не будет окисляться, а также начнет быстрее остывать сварочный шов. Период времени отключения газа равен 10-15 секундам после окончания сварочного процесса.