1616 станок токарно-винторезный универсальный. Назначение и область применения
Универсальный токарно-винторезный станок 1616 заменил в производстве устаревшую модель и был заменен на более совершенную модель этой же серии .
С 1949 года Средневолжский станкостроительный завод начал выпускать токарно-винторезный станок 1616 в двух исполнениях: нормальной точности (модель 1616) и повышенной точности (модель 1616П).
Токарно-винторезный станок 1616 предназначен для токарной обработки сравнительно небольших деталей из различных материалов как быстрорежущими, так и твердосплавными инструментами в условиях индивидуального и серийного производства. На станке можно нарезать резцом метрические, дюймовые и модульные резьбы.
Токарный станок модели 1616 обладает достаточной быстроходностью для своего времени (наибольшее число оборотов шпинделя в минуту 1415) и электродвигатель мощностью 2,8 кВт. В дальнейшем станок 1616 был усовершенствован: мощность двигателя увеличилась до 4,5 кВт, скорость шпинделя возросла до 44..1980 об/мин, продольные – 0,06..3,6 мм/об.
Наибольший диаметр детали типа Диск, обрабатываемой над станиной, составляет 320 мм, а максимальный диаметр детали типа Вал, закрепляемой в центрах над верхней частью суппорта – 175 мм. Расстояние между центрами 750 мм.
Наибольшая длина обтачивания детали с механической подачей суппорта равна 700 мм, т. е. на 50 мм меньше, чем максимальное расстояние между центрами.
Шпиндель станка 1616 получает 24 скорости вращения (19..1415 об/мин) в прямом и обратном направлении (142..580) от коробки скоростей через переборные шестерни. Для управления перебором служат рукоятки на передней бабке.
Две фрикционные муфты в коробке скоростей управляют пуском, остановом и реверсированием шпинделя при включенном двигателе.
Передний конец шпинделя станка 1616 имеет внешний конус, шпонку и гайку М115х4 для крепления промежуточного фланца с патроном.
- Конец шпинделя резьбовой – М115 х 4
- Внутренний (инструментальный) конус шпинделя – Морзе 5
- Стандартный диаметр токарного патрона – Ø 165 мм
- Диаметр сквозного отверстия в шпинделе – Ø 30 мм. Наибольший диаметр прутка – Ø 29 мм
- Частота прямого вращения шпинделя I диапазон – 19; 27; 40; 53; 76; 108; 31; 45; 65; 86; 124; 178 об/мин (12 ступеней)
- Частота прямого вращения шпинделя II диапазон – 152; 220; 315; 418; 602; 864; 250; 360; 517; 685; 988; 1415 об/мин, (12 ступеней)
- Торможение шпинделя: нет
Коробка подач обеспечивает, нарезание метрической, дюймовой и модульной резьбы без применения сменных шестерен. Для нарезания точной резьбы ходовой винт может быть включен напрямую, минуя коробку подач.
Механизм коробки подач дает возможность получить через ходовой винт следующие резьбы:
- Резьба метрическая с шагом от 0,5 до 9 мм
- Резьба дюймовая с числом ниток на 1 дюйм от 2 до 38
- Резьба модульная с шагом в модулях от 0,5 до 9
- Продольные подачи 0,07..1,67 мм/оборот (140 ступеней)
- Поперечные подачи 0,02..1,24 мм/оборот (140 ступеней)
От шпинделя движение передается на гитару, и от нее на входной вал коробки подач.
Обрабатываемая деталь устанавливается в центрах или патроне. Привод станка осуществляется от одного электродвигателя через два клиноременных ремня и редуктор, расположенный в левой тумбе станка.
Наличие клиноременной передачи предохраняет механизмы коробки скоростей и шпиндельной бабки от динамических ударов при пуске, реверсировании и торможении.
Коробка подач обеспечивает, нарезание метрической, дюймовой и модульной резьбы без применения сменных шестерен. Для нарезания точной резьбы ходовой винт может быть включен напрямую, минуя коробку подач.
Двигатель для привода быстрого хода не предусмотрен.
В станке предусмотрена возможность установки гидрокопировального устройства и гидропневмоцилиндров для зажима изделий в патроне или цанге.
Станина жесткой конструкции установлена на общей массивной тумбе. Привод станка разделенный. Коробка скоростей смонтирована в левой части тумбы.
Коробка подач закрытого типа имеет удобное управление. К станку прилагаются копирная линейка и механизм четырехпозиционных продольных упоров. Станок 1616 имеет централизованную циркуляционную систему смазки и систему охлаждения с отдельным приводом.
Назначение станка и особенности его конструкции
Несмотря на то, что токарный станок данной модели (полная аббревиатура выглядит так: ИЖ 1И611П), был разработан еще в 60-х годах прошлого века, его технические возможности и сегодня позволяют использовать его для проведения различных, в том числе ответственных, работ по металлу:
- токарных, выполняемых в кулачковых или цанговых патронах, центрах;
- фрезерных;
- по шлифованию наружных и внутренних поверхностей;
- выполняемых концевым инструментом, закрепленным в сверлильном патроне.
Характеристики токарного станка 1И611П позволяют обрабатывать на нем заготовки цилиндрической и конической форм, нарезать резьбу различного типа: метрическую, дюймовую, модульную.
- Резцовая головка фиксируется по беззазорному принципу, что обеспечивает ее исключительную жесткость и, соответственно, высокую точность обработки.
- Для нарезания резьбы (метрической, дюймовой и модульной) с различными параметрами нет необходимости менять шестерни в гитаре станка, что обеспечивает универсальность его коробки подач.
- В конструкции агрегата имеется контейнер сварной конструкции, в котором установлены емкость для охлаждающей жидкости и все электрическое оборудование.
- Система отвода стружки, собираемой в объемный стружкосборник, имеет продуманную конструкцию.
Органы управления станка 1И611П
- В процессе выполнения обработки на токарном станке 1И611П оператор может заранее выбрать скорость вращения шпинделя, которую необходимо использовать на следующем этапе обработки (преселективное управление).
- Фартук 1И611П оснащен механизмом остановки, который защищает коробку подач от перегрузок, а также позволяет выполнять операции точения с использованием жесткого упора.
- Приводные ремни, при помощи которых приводится во вращение шпиндельный узел, можно заменять без его разборки.
- Точное перемещение суппорта в поперечном направлении обеспечивает специальный механизм – верньер.
- На поперечной каретке суппорта может быть установлен механизм, позволяющий выполнять фрезерные работы.
- В тех случаях, когда используется ходовой винт (нарезание резьбы), он смазывается в автоматическом режиме.
Принципиальная схема станка (нажмите для увеличения)
- Чугун, из которого изготовлена станина 1И611П, имеет специальный состав – хромоникелевый, а ее направляющие тщательно отшлифованы и закалены при помощи токов высокой частоты.
- Управление подачами суппорта, за которое отвечает одна рукоятка, осуществляется по мнемоническому принципу: направление перемещения данного узла совпадает с тем, в какую сторону отклонена ручка управления.
- Для защиты механизма подач от перегрузки в его конструкции предусмотрено специальное предохранительное устройство.
- Конструкция рассматриваемого токарного станка разработана таким образом, что с его тыльной стороны нет никаких узлов, которые необходимо обслуживать. Благодаря такой конструктивной особенности устанавливать станок 1И611П можно даже вплотную к стене.
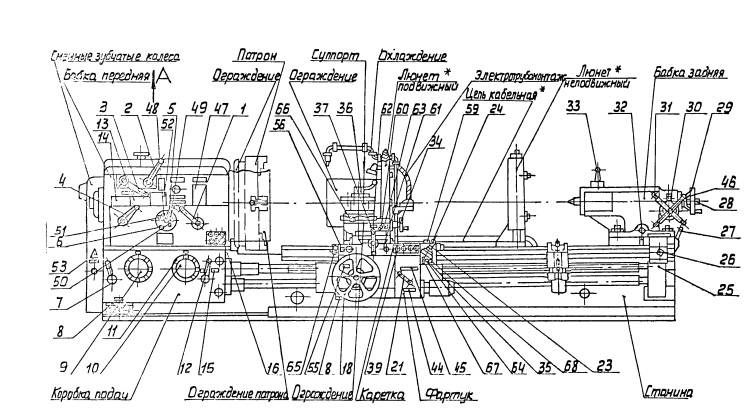
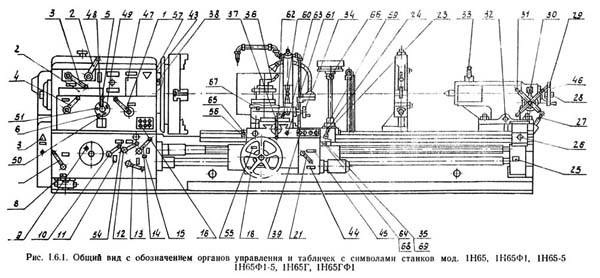
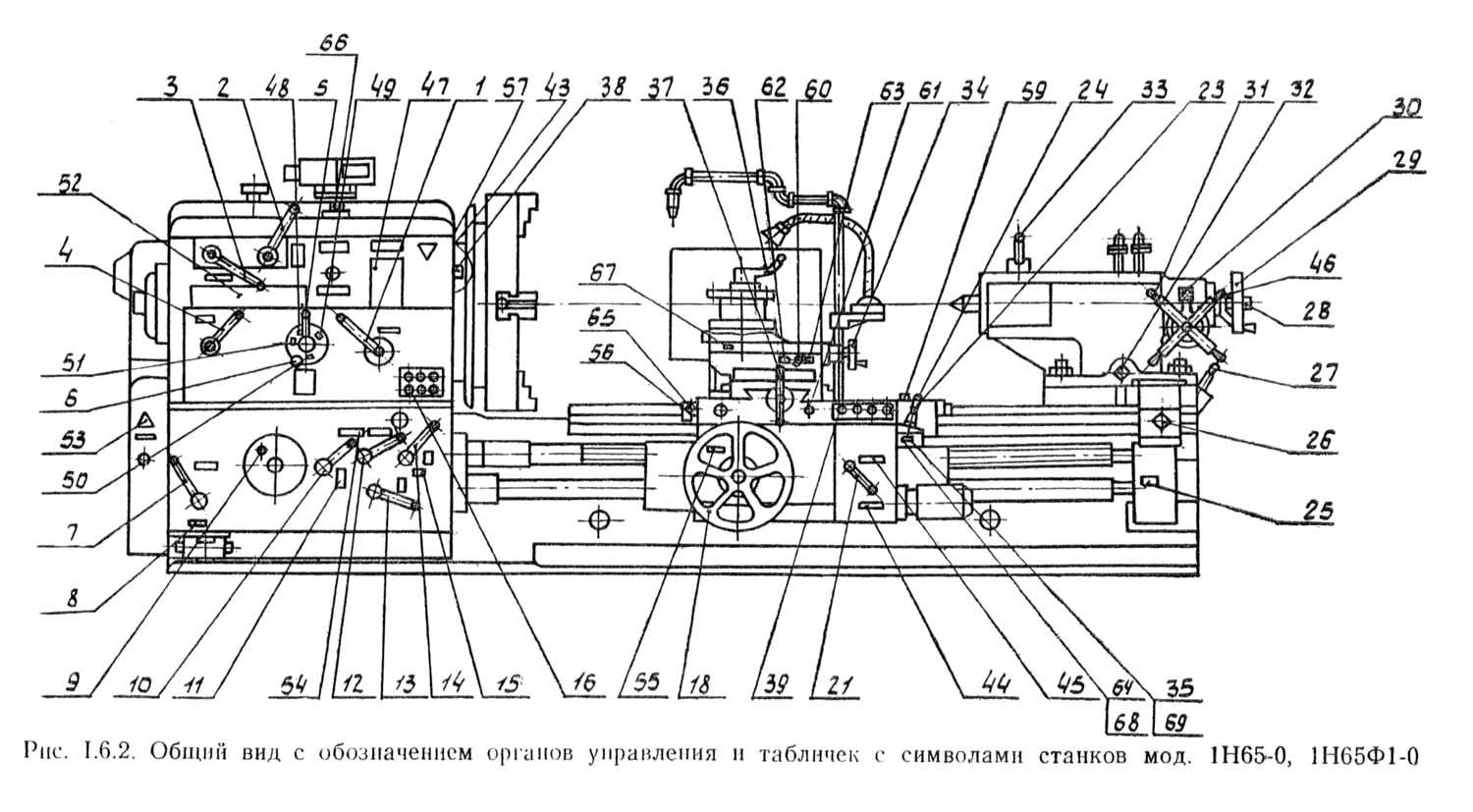
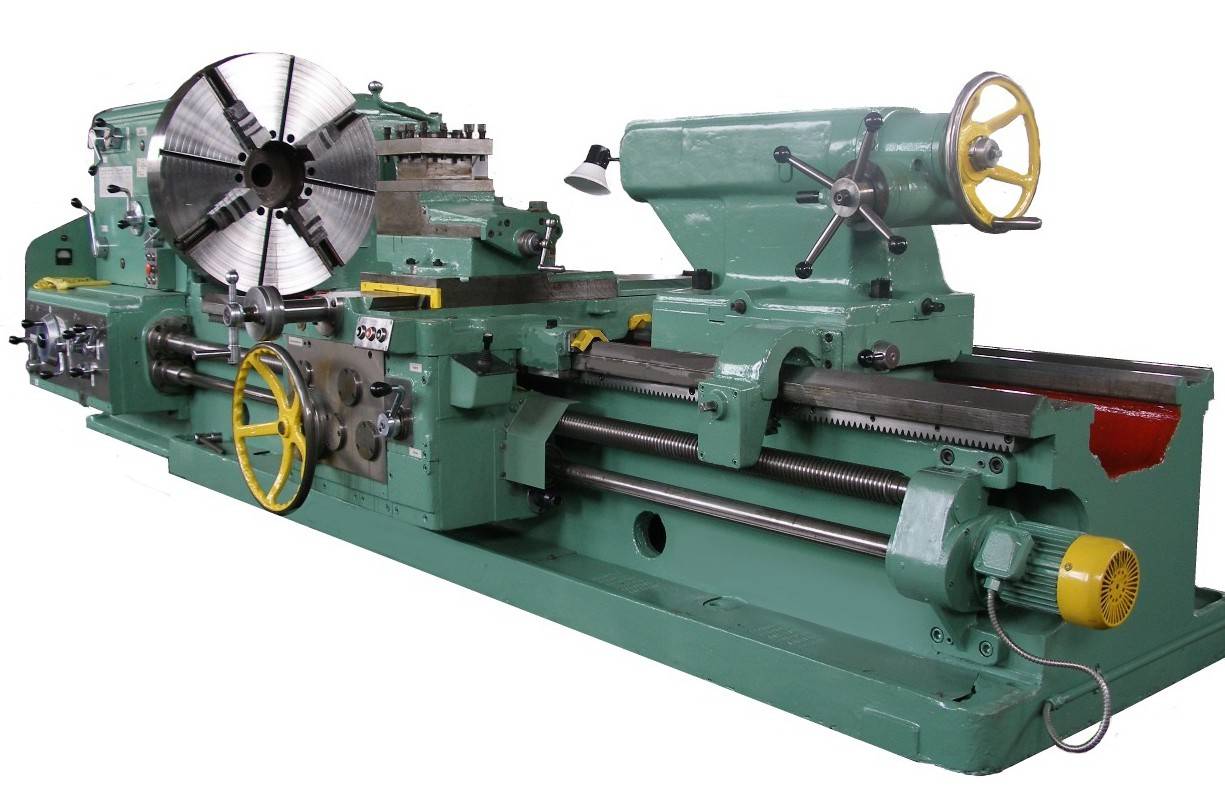
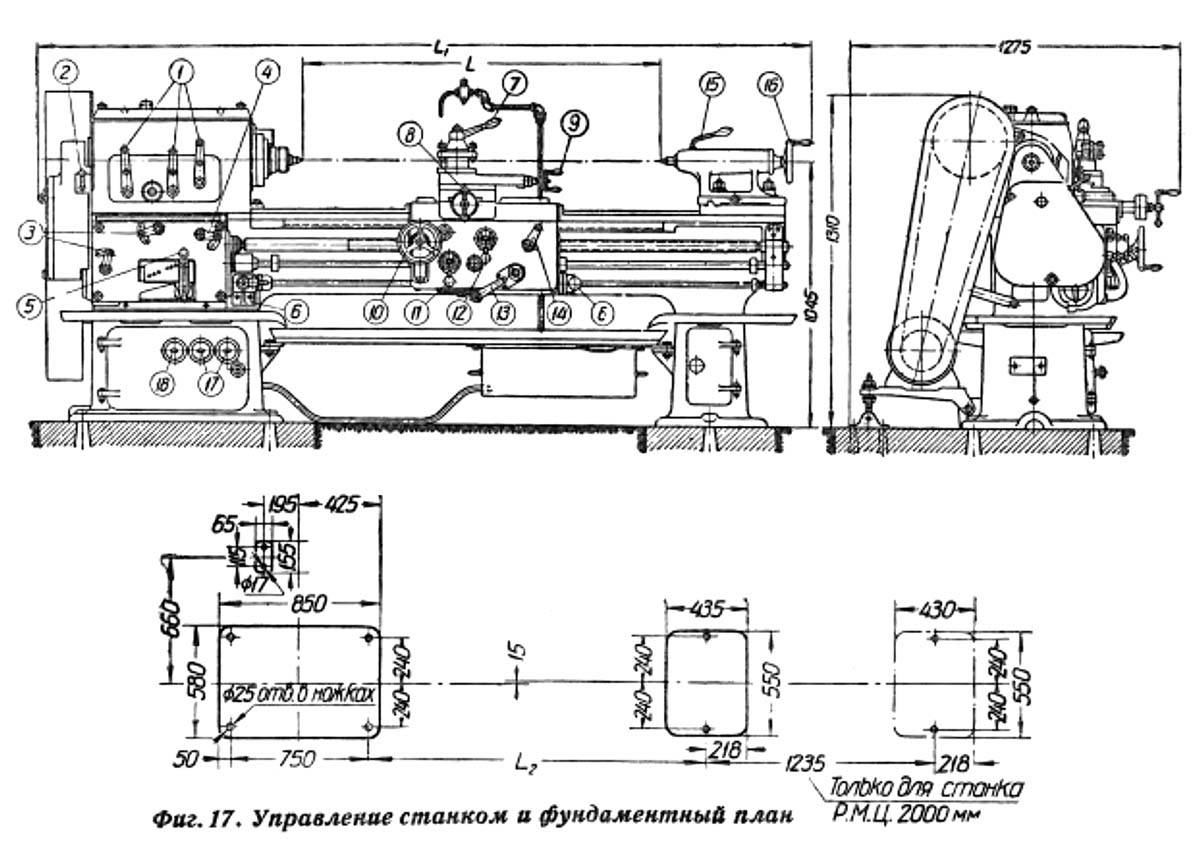
ДИП-300 станок токарно-винторезный универсальный. Назначение и область применения
Универсальный токарно-винторезный станок модели ДИП-300 (по классификации ЭНИМС 1д63) — первый советский станок с коробкой скоростей и диаметром обработки над станиной 615 мм, как и все другие ДИПы (ДИП-200
, ДИП-300, ДИП-400, ДИП-500), разработан и производился на Московском станкостроительном заводе Красный Пролетарий с 1930 по 1950-е годы.
Токарный станок ДИП-300 предназначен для выполнения самых разнообразных работ в центрах, цанговых или кулачковых патронах по черным и цветным металлам, включая точение конусов, а также для нарезания метрических, модульных, дюймовых резьб.
Токарный станок ДИП-300 (1д63а) способен обрабатывать относительно крупные заготовки диаметром до 615 мм и длиной 1500 или 3000 мм.
Передний конец шпинделя резьбовой М120 х 6, внутренний конус Морзе 5, отверстие в шпинделе 70 мм, диаметр обрабатываемого прутка 68 мм.
Шпиндель станка ДИП-300 (1д63а) установлен на двухрядные роликовые подшипники спереди и в коническом роликовом подшипнике сзади. Осевая нагрузка на шпиндель воспринимается шариковым упорным подшипником.
Шпиндель получает 18 ступеней частот прямого и обратного вращения от шестиваловой коробки скоростей в передней бабке станка. Установка нужной скорости осуществляется тремя рукоятками на передней стенке передней бабки.
Пуск, останов и включение ускоренного обратного хода осуществляется фрикционной пластинчатой муфтой. Муфта управляется рукоятками на станине у передней бабки и на фартуке.
На входной вал коробки соростей движение поступает через ременную передачу от асинхронного электродвигателя мощностью 10 кВт.
Коробка подач получает движение от коробки скоростей через гитару — сменные шестерни с приклоном. В переднюю бабку включены механизмы, дающие возможность изменить направление движения суппорта и ускорить это движение (увеличить шаг резьбы) в 4 и в 16 раз.
Для изготовления резьбы повышенной точности ходовой винт может быть подключен через сменные шестерни гитары помимо механизма коробки подач.
По ходовому валику суппорт получает подачи: продольные от 0,10 до 1,6 мм и поперечные от 0,04 до 0,59 мм за один оборот шпинделя.
Фартук суппорта токарного станка ДИП-300 (1д63а) снабжен механизмом падающего червяка, который дает возможность автоматического включения подачи от ходового винта при нарезании резьбы в обоих направлениях и одновременно предохраняет станок от поломок в случае перегрузки. Отключение осуществляется с точностью 0,02 мм от упора на станине.
История токарно-винторезного станка ДИП-300
В 1930 году на Московском станкостроительном было принято решение о разработке нового станка токарного, стандартного, сокращенно ТС. Несколько позже его переименовали в ДИП-200 –Догоним И Перегоним , по главному лозунгу первой пятилетки, где 200 — высота центров над станиной. В качестве прототипа был избран токарно-винторезный станокнемецкой фирмы VDF . В апреле 1932 года началась подготовка выпуска первой партии станков ДИП-200.

25 апреля 1932 года был собран и опробован первый советский универсальный токарно-винторезный станок с коробкой скоростей — ДИП-200. К концу 1932 года было выпущено 25 ДИПов.
В 1934
году на Московском станкостроительном осваивается выпуск тяжелых универсальных токарно-винторезных станков станков ДИП-300 (1д63), ДИП-400 (1д64), ДИП-500 (1д65).
В 1944
году производство этих станков было передано наРязанский станкостроительный завод РСЗ, основанный в 1944 году, Тбилисский станкостроительный завод им. Кирова и Ейский станкостроительный завод. В 1956
Рязанский станкостроительный завод выпустил первую промышленную партию станков серии ДИП-300 — модель 163 – РМЦ 1400, 2800.
В 1968
году запущено в производство следующее поколение серии — модель 1м63, 1м63Б.
С 1973
года начало серийного выпуска токарных станков: 16К30, 16К30Ф3, 1М63Бф101, 16М30Ф3, 1П756ДФ3.
Тбилисский станкостроительный завод им. Кирова выпускал станки: 1Д63А, 1М63Д, 1М63ДФ101.
В 1992
году начало серийного выпуска станка1М63Н — последней модели серии ДИП-300.
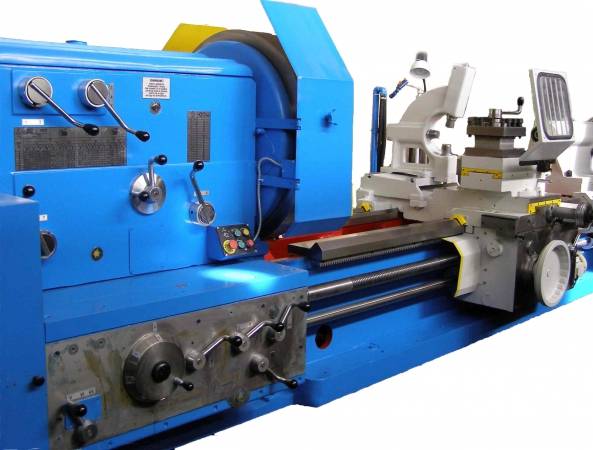
Cтанок 1А62. Токарно-винторезный

Универсальный токарный станок 1А62 предназначен для выполнения самых разнообразных токарных, резьбонарезных и сверлильных работ. Станок позволяет нарезать метрические, дюймовые, модульные и питчевые резьбы.
От выпускающегося ранее станка 1Д62М этот станок отличается следующими изменениями:
- Наибольшая скорость вращения шпинделя увеличена до 1200 об/мин. Шпинделю сообщается 21 скорость в прямом направлении вращения и 12 скоростей – в обратном.
- Мощность электродвигателя главного привода увеличена до 7,0 кВт
- Передача плоским ремнем заменена клиноременной
- Число оборотов шпинделя устанавливается тремя рукоятками
- Усилена фрикционная муфта
- Передняя шейка шпинделя установлена в специальном регулируемом двухрядном роликовом подшипнике
- На переднем конце шпинделя имеется канавка для предохранителей, предотвращающих самопроизвольное спадание патрона при остановке станка
- Направление подачи суппорта при нарезании резьб изменяется с помощью механизма реверса.
- Конструкция коробки подач допускает прямое включение ходового винта для нарезания точных резьб
- Чтобы предохранить от загрязнения механизм коробки подач и улучшить его смазку, паз для управления ступенчатым конусом закрыт
- На фартуке станка установлен лимб продольной подачи
- Задняя бабка значительно усилена
- Конструкция резцедержателя допускает поворот его одной рукой на любой угол
- Конструкция неподвижного упора сделана более надежной
- На задней ножке станка установлен электронасос для подачи охлаждающей жидкости из резервуара, расположенного внутри этой ножки
Назначение и классификация токарных станков
К токарным относят большую группу станков, предназначенных в основном для обработки заготовок в виде тел вращения из металлов.
Основными технологическими операциями, выполняемыми на токарных станках, являются точение цилиндрических, конических, фасонных, а также торцевых поверхностей заготовок, вращающихся соосно оси шпинделя, и нарезание резьбы.
Функциональные возможности токарных станков могут быть существенно расширены благодаря использованию на токарном оборудовании специальных приспособлений, позволяющих производить фрезерование, сверление, шлифование и некоторые другие виды обработки.
Основу токарной группы составляют токарные автоматы и полуавтоматы, токарно-винторезные, токарно-револьверные, токарно-карусельные, лоботокарные станки.
Для наружной и внутренней обработки поверхностей единичных и малых групп заготовок, включая нарезание резьбы, используют различные модели токарно-винторезных станков.
Для обработки малых и больших групп заготовок сложной формы из прутка или штучных заготовок, требующих применения большого числа наименований инструмента, предназначены токарно-револьверные станки.
Для обработки поверхностей разнообразных по форме заготовок, у которых диаметр намного больше длины, используют токарно-карусельные станки. Они отличаются от других токарных станков вертикальным расположением оси вращения планшайбы, к которой крепят обрабатываемую заготовку.
Для обработки заготовок большого диаметра (до 5 м), используемых при изготовлении деталей в единичном производстве, применяют лоботокарные станки.
Токарные станки классифицируют:
- по виду обрабатываемого материала (сталь, чугун, цветные металлы, пластмасса и др.);
- точности обработки (классы Н, П, В, А, С,);
- виду производства (единичное, мелкосерийное, серийное, крупносерийное, массовое);
- массе станка (легкие, средние, крупные и тяжелые);
- максимальному диаметру заготовки (D) обрабатываемой детали или высоте центров над станиной (100…5000 мм);
- наибольшей длине обрабатываемой детали L (125…24 000 мм).
Обычно к легким относят токарные станки с максимальным диаметром обрабатываемой заготовки D = 100… 200 мм, средним — D = 260…500 мм, крупным D = 630…1250 мм, тяжелым —D = 1600…5000 мм.
На средних по массе токарных станках в машиностроении и металлообработке выполняют 70…80 % общего объема токарных работ. Их используют для выполнения получистовой и чистовой обработок деталей из заготовок, нарезания резьбы. Они имеют достаточно высокий уровень автоматизации. Для расширения технологических возможностей их оснащают различными приспособлениями, облегчающими труд токаря и повышающими качество обработки.
Токарные станки имеют достаточную мощность, высокую жесткость и широкий диапазон частот вращения шпинделя и подач инструмента, что позволяет обрабатывать детали с использованием прогрессивных инструментов из твердых и сверхтвердых материалов.
Легкие токарные станки применяют в инструментальном производстве, часовой промышленности, приборостроении, электротехнической промышленности, экспериментальном и опытном производстве.
Крупные и тяжелые токарные станки применяют для обработки деталей тяжелого, энергетического и транспортного машиностроения при изготовлении атомных реакторов, роторов турбин, генераторов, тяговых электродвигателей электровозов и др. Станки этого типа менее универсальны, чем станки среднего типа, и приспособлены в основном для обработки определенных крупных деталей.
Токарные станки, выпускаемые станкостроительными заводами России, имеют буквенно-цифровое обозначение. Расшифровка буквенно-цифрового обозначения токарного стана дает представление о его основных характеристиках (тип, размеры обрабатываемой заготовки, точность обработки и т.д.).
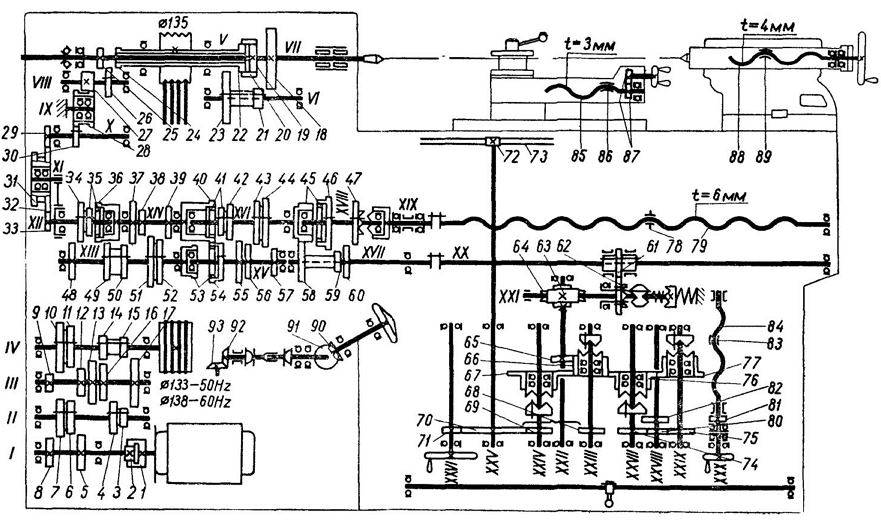
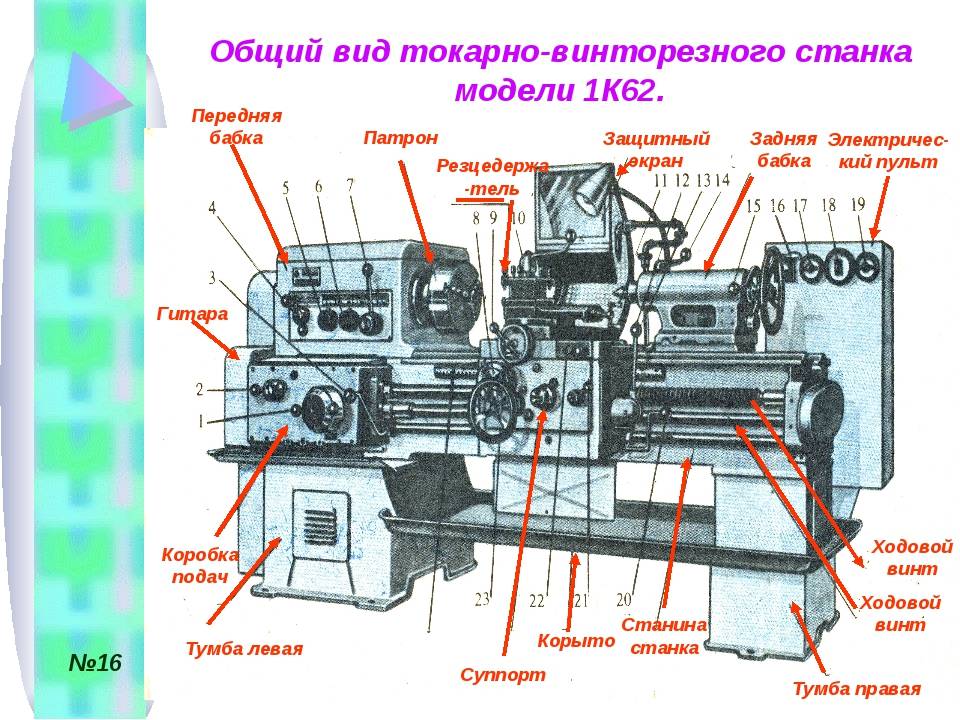
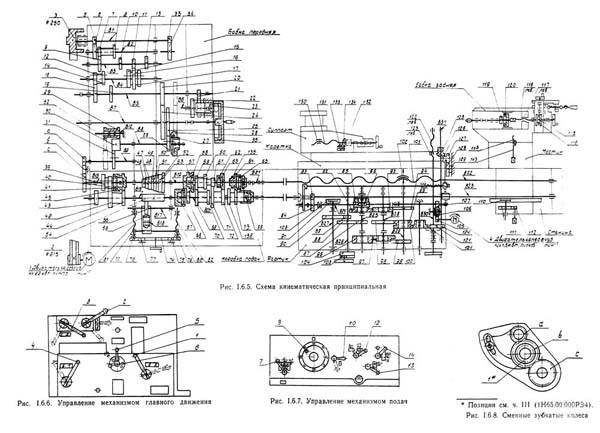
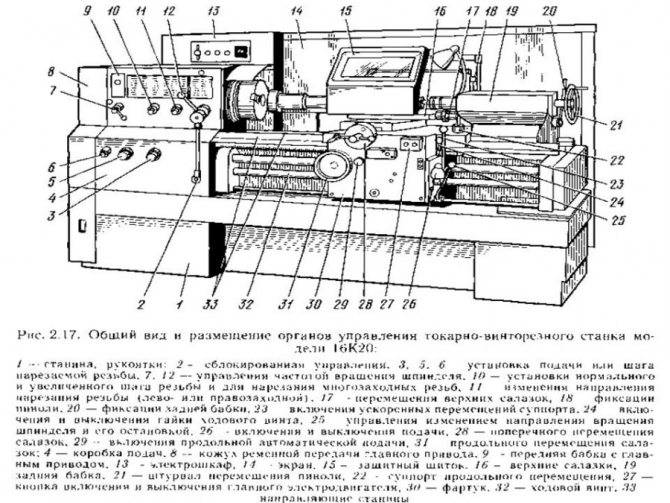
Кинематическая схема токарно-винторезного станка 1К62
Кинематическая схема токарно-винторезного станка 1к62
Условные обозначения
Мф6 — обгонная муфта для выключения цепи подач от электродвигателя М2 при быстром перемещении суппорта;
Мф7 — предохранительная муфта, пробуксовывающая при перегрузке механизма подач;
Мф8, Мф9 — муфты для включения подачи суппорта влево или вправо;
z — число зубьев ступенчатого конуса (блок Б10, z = 26, 28, 32, 36, 40, 44, 48), с накидной шестерней z=36;
u2 — передаточные отношения передачи от вала XII валу XIV, которая переключается блоками Б11 и Б12;
Б1..Б — блоки зубчатых колес;
a/b·c/d — сменные зубчатые колеса гитары (приклона);
Р — шаг резьбы в мм.
Винторезная кинематическая цепь токарно-винторезного станка 1к62
При нарезании всех видов резьб на станке продольное перемещение суппорта осуществляется уже ходовым винтом XV. Для этого включается муфта Мф5, а шестерня z=10 выводится из зацепления с зубчатой рейкой. Подача суппорта производится при включении гайки ходового винта XV.





Нарезание метрических резьб
Настройка механизма подач для нарезания этой резьбы производится путем установки блоков гитары Б8 и Б9 так, чтобы передача осуществлялась через колеса с передаточным отношением uVIII-IX = (42/95)·(95/50) включением муфт Мф2, Мф3 и Мф5. Блок Б10 становится в этом случае ведущим.
Уравнение баланса винторезной цепи запишется так:
Подставляя семь значений z (26, 28, 32, 36, 40, 44, 48) и четыре значения u2 (1/8; 1/4; 1/2; 1), можно получить 28 значений шагов резьбы в пределах от Р = 26/4 · 1/8 = 0,8125 до P28 = 48/4 = 12 мм. Из 28 только 19 значений шагов совпадают с применяемыми метрическими резьбами.
Нарезание модульных резьб
Настройка механизма подач для нарезания модульных резьб производится так же, как для нарезания метрических, только блоки гитары Б8 и Б9 устанавливаются так, чтобы передача осуществлялась через колеса с передаточным отношением u’VIII-IX = (64/95) · (95/97), при этом получаемый шаг резьбы изменяется в число раз, равное (64/95 · 95/97) : (42/95 · 95/50) = 64/97 · 50/42 = 3200 / 4074 = 0,78552. Поэтому получаемый шаг модульной резьбы P’ = 0,78552 · zu2/4, а модуль m = P/ /π = 0,78552 / 3,14 · zu2/4 = 1/4 · zu2/4.
Нарезание дюймовых резьб
Настройка механизма подач для нарезания этих резьб производится так же, как и на метрические, но при этом включается только муфта Мф5, а все остальные выключаются. В результате этого блок Б10 зубчатых колес становится ведомым.
Уравнение баланса кинематической цепи в этом случае запишется так:
Дюймовые резьбы характеризуются не шагом, а числом ниток К на один дюйм длины резьбы. Число ниток находят из формулы:
Подставляя в формулу семь значений z и четыре значения u2, получают 28 различных значений К, из которых 20 стандартных значений.
Нарезание питчевых резьб
При нарезании питчевых резьб пользуются такой же кинематической цепью, как и при нарезании дюймовых резьб, только на гитару вместо колес 42/95 · 95/50 устанавливают сменные зубчатые колеса 64/95 · 95/97. При этом полученный шаг резьбы изменяется в 0,78552 раза и равен Р = 0,78552 · 16 · 25,4 (u2/z), а К = z/0,78552 · 16.
Известно, что между питчем Dp и числом ниток К на один дюйм существует соотношение Dр = Кπ. Поэтому Dp = Кπ = πz / 0,78552 · 16u2 = 4z/16u2 = z/4u2.
Нарезание резьбы с увеличенным шагом
Все кинематические цепи, написанные ранее, относились к резьбам с нормальным шагом.
Для получения увеличенного шага резьбы шестерня z=46 блока Б6 вводится в зацепление с шестерней z=45 вала III. В этом случае передача от вала VI на вал VII осуществляется через валы V, IV и III со следующими передаточными отношениями:
а) при частоте вращения шпинделя в диапазоне n = 12,5..40 об/мин (u перебора = 1/16)
б) при частоте вращения шпинделя в диапазоне n = 50..160 об/мин (u перебора = 1/4)
В результате получаемый шаг метрических и модульных резьб увеличивается в 8 или 32 раза, а число ниток на один дюйм и питч уменьшается в то же число раз.
При нарезании резьб с увеличенным шагом более высокой частотой вращения шпинделя чем 160 об/мин не пользуются.
Нарезание точных резьб
При нарезании этих резьб включаются муфты Мф2, Мф4, Мф5. В этом случае передача осуществляется от шпинделя через сменные шестерни гитары uVIII-IX = a/b·c/d на вал IX и далее напрямую на ходовой винт XV.
Уравнение баланса винторезной кинематической цепи в этом случае запишется так:
Из уравнения получаем формулы для подбора чисел зубьев сменных колес гитары:
для метрической резьбы: a/b·c/d = P/12;
для модульной резьбы Р=πт получаем a/b·c/d = πт/12 = 11m/42;
для дюймовой резьбы P=25,4 /К получаем a/b·c/d = 25,4/12К = 127/60К;
для питчевой резьбы P=25,4π /Dp получаем a/b·c/d = 25,4π/12Dp = 127·11 / 30·7Dp.
Комплект сменных зубчатых колес, нужных для нарезания точных резьб, поставляется к станку 1К62 по особому заказу.
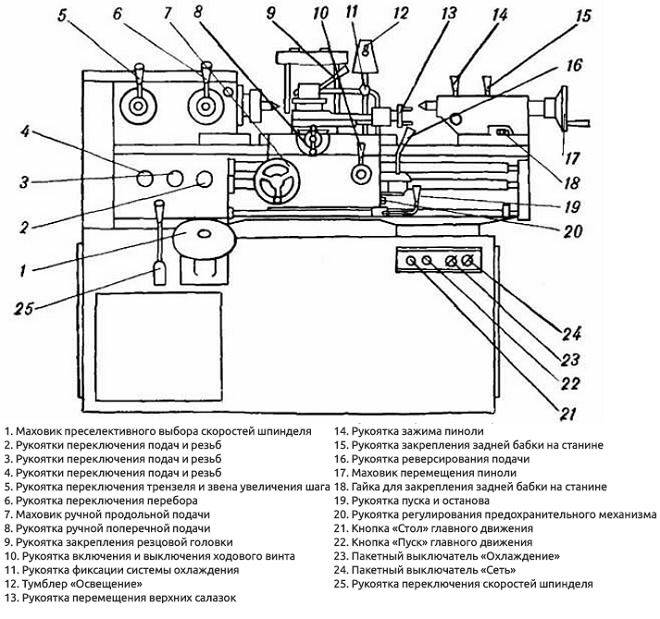
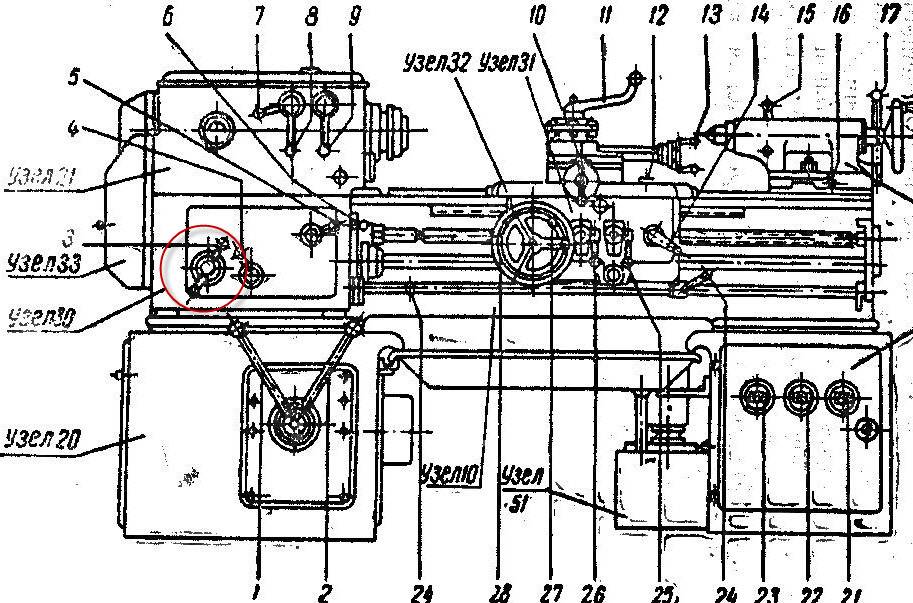
1Е61М Расположение основных узлов и органов управления станком
Расположение органов управления станком 1е61м
Перечень органов управления токарным станком 1Е61М
- Включение масляного электронасоса и соединение с внешней электросетью
- Включение эмульсионного электронасоса
- Упор для пуска, останова и реверсирования шпинделя
- Упор для пуска, останова и реверсирования шпинделя
- Переключение чисел оборотов шпинделя
- Включение перебора передней бабки
- Трензель и механизм восьмикратного увеличения шагов резьб
- Переключение шестерен конуса Нортона
- Включение метрических и модульных, дюймовых и питчевых или точных резьб
- Множительный механизм подач или шагов резьб
- Включение ходового винта или ходового валика
- Маховичок для ручного продольного перемещения каретки
- Перемещение поперечного суппорта
- Перемещение верхних салазок суппорта
- Крепление резцедержательной головки
- Включение продольных или поперечных подач
- Включение гайки ходового винта
- Включение и выключение падающего червяка
- Крепление каретки суппорта к станине
- Крепление задней бабки к станине
- Перемещение пиноли задней бабки
- Крепление пиноли задней бабки
- Поперечное смещение корпуса задней бабки
- Упор автоматического выключения продольной подачи
- Упор автоматического выключения поперечной подачи
- Жесткая фиксация маточной гайки ходового винта
- Включение местного освещения
- Быстрый отвод резца от изделия
Основные узлы токарного станка и их назначение
Источником движений в станке является электродвигатель, который через коробку скоростей (редуктор) передает вращение на шпиндель, а от шпинделя через гитару сменных зубчатых колес и коробку подач вращение передается на ходовой винт м (при нарезке резьбы) или на ходовой вал Н (при других токарных операциях).
Торможение шпинделя осуществляется противотоком.
Короткие заготовки закрепляются в кулачковом патроне, а правый конец длинной заготовки поддерживается центром, расположенным в пиноли задней бабки.
Задняя бабка используется также для закрепления и подачи сверла и другого осевого инструмента.
Суппорт служит для осуществления перемещений закрепленного в резцедержателе резца в продольном и поперечном направлениях.
Механизм фартука преобразует вращательное движение ходового вала или ходового винта в поступательное движение суппорта.
1Е61ПМ, 1Е61ВМ станок токарно-винторезный повышенной точности. Назначение и область применения
Токарные станки моделей 1Е61ПМ, 1Е61ВМ созданы на базе станка 1Е61М и относятся к классу легких токарных станков. Начало серийного выпуска станка 1Е61ПМ, 1Е61ВМ – 1975 год.
Станок токарно-винторезный модели 1Е61ВМ является универсальным и предназначен для выполнения финишных операций при токарной обработке деталей высокой точности и нарезания различных резьб. Класс точности станка – В.
Станок токарно-винторезный модели 1Е61ПМ является универсальный и предназначен для выполнения различных токарных и винторезных работ. Класс точности станка – П.
Токарно-винторезные станки высокой точности 1Е61ВМ и повышенной точности 1Е61ПМ:
- предназначены для выполнения чистовых и получистовых токарных работ с широким диапазоном регулирования частот вращения шпинделя, подач и шагов нарезаемых резьб
- комплектуются широкой номенклатурой принадлежностей, что дает возможность выбрать оптимальный вариант обработки
- отличаются простотой управления, удовлетворяют требованиям эргономики и безопасности
- на станках возможна точная и экономичная обработка широкой номенклатуры деталей из сталей и цветных металлов
Станок специальный токарно-винторезный модели С1Е61ВМ оснащен механизмом автоматического переключения продольных перемещений суппорта станка на прямой и обратный ход.
Станок специальный токарно-винторезный повышенной точности модели С1Е61ПМ, оснащен механизмом автоматического переключения продольных перемещений суппорта станка на прямой и обратный ход.
Токарные станки С1Е61ПМ, С1Е61ВМ выполнены на базе основной модели 1Е61ВМ, имеют одинаковые кинематические схемы и унифицированную конструкцию.
Особо нужно учесть, что эти модели являются станками высокой и повышенной точности и поэтому во избежание потери точности не следует использовать их для черновой обработки.
Краткое описание конструкции и работы станка
Привод станка осуществляется от индивидуального электродвигателя.
От электродвигателя через клиноременную передачу движение передается редуктору. От редуктора тоже посредством клиноременной передачи вращение передается шпиндельной бабке, а затем через зубчатые передачи на шпиндель станка. Пределы частоты вращения шпинделя при положении рукоятки 1:1 – 280. 1800 об/мин, при положении рукоятки 1:8 – 35,5. 224 об/мин.




Резьбы нарезаются посредством коробки подач. Цепь подачи имеет звено восьмикратного увеличения значения подач и шагов резьб, расположенное на трензеле в шпиндельной бабке. Включая звено увеличения шага можно производить нарезку резьб с увеличенным шагом.
Кроме того, имеется возможность нарезания резьб путем соединения ходового винта с гитарой и комплектом сменных зубчатых колес нужной настройки, минуя цепь коробки подач. Тем самым создается кратчайшая винторезная цепь.
Фартук станка имеет механизм автоматического отключения продольной и поперечной подач при работе с неподвижными упорами. Одновременно этот механизм предохраняет станок от поломки при перегрузках.
Включение главного электродвигателя и выключение насоса смазки блокированы, что исключает возможность работы шпиндельной бабки без смазки.
Подвод смазочно-охлаждающей жидкости в зону резания производится от электронасоса, включение которого осуществляется по мере надобности рукояткой 10.
Реверсирование главного движения – электрическое, осуществляется рукояткой 22.
Торможение вращения шпинделя осуществляется электромагнитной тормозной муфтой, расположенной в редукторе.
Технологические возможности станка значительно расширяются благодаря дополнительным принадлежностям, поставляемым по особому заказу.
Схема станка 1А62. Токарно-винторезного. Кинематическая
Кинематическая схема — это графическая схема отображения рабочих узлов и блоков механизма конструкции. Принципиальная кинематическая схема показывает последовательность передачи движения от двигателя через промежуточный механизм к рабочим органам изделия и их взаимосвязь. В кинематических схемах изображают конкретно только те элементы сборочной конструкции, которые принимают участие в передаче движения, к ним относятся промежуточные шестерни, ходовые тяги и фиксаторы, валы, шкивы приводов, муфты и др. Конструкцию какого либо сборочного механизма, имеющей движущие части, наносят в виде графики на схему сплошными линиями, чередующимися пунктиром, соответственно маркируя каждый элемент цифрами с последующей расшифровкой. Существуют пространственные кинематические схемы механизмов, которые изображают обычно в виде развернутых схем. Они получаются путем совмещения всех осей в одной плоскости с последующим проецированием на плоскость. Такие схемы позволяют уяснить последовательность передачи движения. На кинематической схеме допускается отображать отдельные элементы схем другого вида, непосредственно влияющие на ее работу, например, электрические. Читать кинематическую схему начинают от двигателя, являющегося источником движения всех деталей механизма. Устанавливая последовательно по условным обозначениям каждый элемент кинематической цепи, изображенный на схеме, выявляют его назначение и характер передачи движения.
Технические характеристики трубонарезного станка 1М983
| Наименование параметра | 1Н983 | 1А983 | 1М983 |
| Основные параметры | |||
| Класс точности по ГОСТ 8-82 | Н | Н | Н |
| Диаметр обрабатываемой трубы, мм | 70..260 | 73..299 | 73..299 |
| Длина обрабатываемой трубы, мм | 6000 | ||
| Наибольший диаметр заготовки над станиной, мм | 830 | 800 | 800 |
| Наибольший диаметр заготовки над суппортом, мм | 450 | 450 | |
| Межцентровое расстояние (РМЦ), мм | 1000, 2000, 3000, 4000 | ||
| Высота центров, мм | 400 | 400 | |
| Наибольшая длина точения без конусной линейки, мм | 800 | 1000, 2000, 3000, 4000 | 800 |
| Наибольшая длина точения с конусной линейкой, мм | 420 | 500 | 420 |
| Длина конусной линейки, мм | 660 | ||
| Наибольшая масса устанавливаемой заготовки в центрах, кг | 5000 | 5000 | |
| Наибольшая масса устанавливаемой заготовки в патроне, кг | 2000 | 2000 | |
| Шпиндель | |||
| Диаметр сквозного отверстия в шпинделе, мм | 300 | 310 | 310 |
| Число ступеней частот прямого вращения шпинделя | 12 | 12 | 12 |
| Частота прямого вращения шпинделя, об/мин | 8..355 | 8..355 | 8..355 |
| Число ступеней частот обратного вращения шпинделя | 12 | 12 | 12 |
| Частота обратного вращения шпинделя, об/мин | |||
| Наибольший крутящий момент на шпинделе, кНм | 3 | 3 | 3 ± 0,5 |
| Наличие механизированного зажима кулачков патрона | да | да | да |
| Подачи | |||
| Наибольшая длина хода каретки суппорта, мм | 800 | 1000 | 800 |
| Наибольший поперечный ход суппорта, мм | 500 | 500 | 500 |
| Цена деления лимба при поперечном перемещении суппорта, мм | 0,05 | 0,05 | 0,05 |
| Перемещение суппорта за один оборот лимба при поперечном перемещении суппорта, мм | 5 | 5 | 5 |
| Перемещение суппорта за один оборот лимба при продольном перемещении суппорта, мм | 300 | 300 | 300 |
| Число ступеней продольных и поперечных подач | 32 | ||
| Пределы рабочих подач продольных, мм/об | 0,064..1,025 | 0,06..2,0 | 0,06..2,0 |
| Пределы рабочих подач поперечных, мм/об | 0,031..0,0458 | 0,028..0,936 | 0,028..0,936 |
| Скорость быстрых перемещений суппорта, продольных/ поперечных, м/мин | 3,6/ 1,3 | 5,3/ 2,2 | 5,3/ 2,2 |
| Количество нарезаемых резьб метрических | |||
| Пределы шагов нарезаемых резьб метрических, мм | 1..12 | 1..28 | 1..28 |
| Количество нарезаемых резьб дюймовых | |||
| Пределы шагов нарезаемых резьб дюймовых | 24..2 | 28..2 | 28..2 |
| Наибольшее усилие резания в продольном направлении, кН | 15 | 6,8 | |
| Наибольшее усилие резания в поперечном направлении, кН | 13 | 3,7 | |
| Наличие гидроотскока | да | да | да |
| Резцовые салазки | |||
| Наибольшее перемещение резцовых салазок, мм | 220 | 220 | 220 |
| Наибольшая высота резцов, мм | 32 х 32 | 32 х 32 | 32 х 32 |
| Наибольший угол поворота резцовых салазок, град | ±90° | ±90° | ±90° |
| Цена деления лимба, мм | 0,05 | 0,05 | 0,05 |
| Задняя бабка | |||
| Наибольшее перемещение пиноли, мм | 240 | 240 | 240 |
| Внутренний конус пиноли | Морзе 5 | Морзе 5 | Морзе 5 |
| Наибольшее поперечное перемещение задней бабки, мм | ±10 | ±10 | ±10 |
| Электрооборудование | |||
| Количество электродвигателей на станке | 5 | 5 | 5 |
| Электродвигатель главного привода, кВт (об/мин) | 14,5 | 16 (940) | 16 (940) |
| Электродвигатель быстрых перемещений суппорта, кВт (об/мин) | 1,1 (1420) | 1,1 (1420) | 1,1 (1420) |
| Электродвигатель зажима изделия, кВт (об/мин) | 2 (900) | 2 (900) | 2 (900) |
| Электродвигатель смазки коробки скоростей, кВт (об/мин) | 0,27 (1450) | 0,27 (1450) | 0,27 (1450) |
| Электродвигатель насоса охлаждения, кВт (об/мин) | 0,125 (2800) | 0,125 (2800) | 0,125 (2800) |
| Габариты и масса станка | |||
| Габариты станка (длина ширина высота), мм | 3930 х 1860 х 1525 | 3640 х 2021 х 1675 | 3600 х 1910 х 1565 |
| Масса станка, кг | 9050 | 10300 | 9100 |
Список литературы:
Станки трубонарезные 1М983, 1М983Ф101. Руководство по эксплуатации 1М983.00.000 РЭ, 1983
Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
Батов В.П. Токарные станки, 1978
Белецкий Д.Г. Справочник токаря-универсала, 1987
Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
Модзелевский А. А., Мущинкин А.А., Кедров С. С., Соболь А. М., Завгородний Ю. П., Токарные станки, 1973
Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
Тепинкичиев В.К. Металлорежущие станки, 1973
Чернов Н.Н. Металлорежущие станки, 1988
Связанные ссылки. Дополнительная информация
- Классификация и основные характеристики станков токарной группы
- Выбор подходящего станка для металлообработки
- Многозаходная резьба. Способы нарезания многозаходных резьб на токарном станке
- Графические знаки для токарных станков
- Фрикционная муфта токарно-винторезного станка
- Технология ремонта токарного станка. Ремонт направляющих станины и суппорта
- Технология ремонта токарного станка. Ремонт передней и задней бабки
- Ремонт шпинделя токарного станка
- Методика проверки и испытания токарно-винторезных станков на точность
- Справочник токарных станков
- Заводы производители токарных станков
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Интересное видео Деревообрабатывающие станки КПО Производители