Вступление
Многие изделия состоят из двух и более деталей, соединенных между собой определенным образом. Наиболее распространенными соединениями деталей являются резьбовые. Детали соединяют с помощью резьбы, образованной на их поверхностях, а также с помощью крепежных деталей, имеющих резьбу (рис. 84). |  |
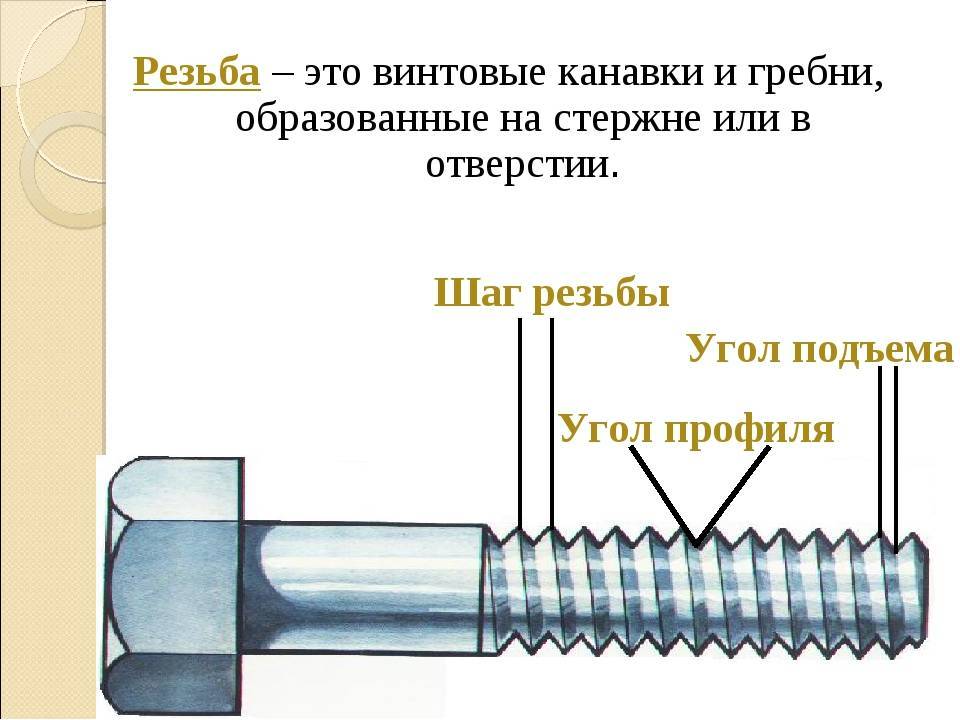
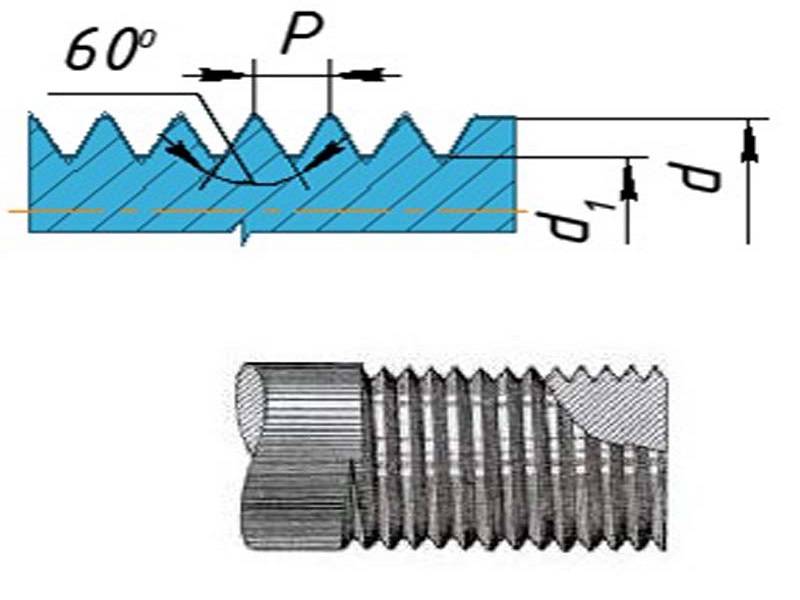
Резьба представляет собой совокупность винтовых выступов и впадин, нанесенных по винтовой линии на внутреннюю и внешнюю боковую поверхность некоторых тел вращения.
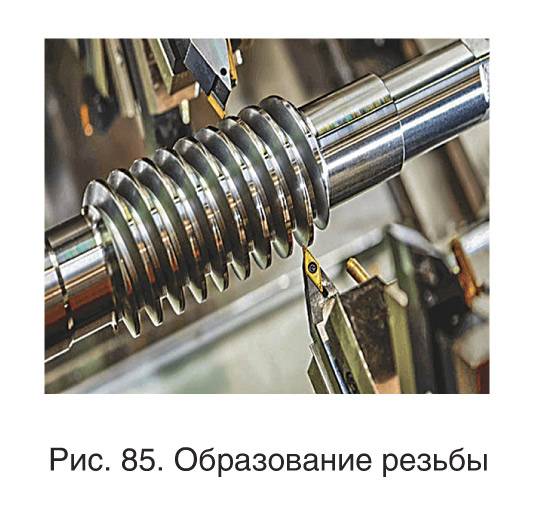
Образуется резьба следующим образом. При вращении патрона токарного станка равномерно вращается и закрепленный на нем стержень. Подведенный к поверхности стержня резец при равномерном движении вдоль оси стержня прочертит на его поверхности винтовую линию. Если его углубить в равномерно вращающуюся заготовку, то на ее поверхности образуется винтовая канавка — резьба (рис. 85). Фигура сечения винтовой канавки и выступа резьбы плоскостью, проходящей через ось резьбы, называется профилем резьбы.
В зависимости от расположения резьбы на поверхности стержня или отверстия она бывает наружной или внутренней. В резьбовом соединении наружная резьба наносится на болт, винт и др. Внутренняя резьба наносится на поверхность отверстия в гайке, гнезде и др.
Как отличить метрическую резьбу от дюймовой
Дюймовая резьба используется преимущественно для создания соединений труб: ее наносят как на сами трубы, так и на металлические и пластиковые фитинги, необходимые для монтажа трубных магистралей различного назначения. Основные параметры и характеристики резьбовых элементов таких соединений регламентирует соответствующий ГОСТ, приводя таблицы размеров дюймовой резьбы, на которые и ориентируются специалисты.
Сантехнические изделия с трубной дюймовой резьбой
Основные параметры
Нормативным документом, в котором оговариваются требования к размерам цилиндрической дюймовой резьбы, является ГОСТ 6111-52. Как и любая другая, дюймовая резьба характеризуется двумя основными параметрами: шагом и диаметром. Под последним обычно подразумевают:
- наружный диаметр, измеряемый между верхними точками резьбовых гребней, находящихся на противоположных сторонах трубы;
- внутренний диаметр как величину, характеризующую расстояние от одной самой нижней точки впадины между резьбовыми гребнями до другой, также находящихся на противоположных сторонах трубы.
Параметры дюймовой резьбы
Зная наружный и внутренний диаметры дюймовой резьбы, можно легко посчитать высоту ее профиля. Для вычисления данного размера достаточно определить разницу между такими диаметрами.
Второй важный параметр – шаг – характеризует расстояние, на котором друг от друга расположены два соседних гребня или две соседние впадины. На всем участке изделия, на котором выполнена трубная резьба, ее шаг не меняется и имеет одно и то же значение
Если такое важное требование не будет соблюдено, она будет просто нерабочей, к ней нельзя будет подобрать второй элемент создаваемого соединения
Таблица размеров дюймовых и метрических резьб
Узнать, как соотносятся метрические резьбы с различными видами дюймовых резьб, можно с помощью данных из приведенной ниже таблицы.
Сходные размеры метрических и различных разновидностей дюймовых резьб в диапазоне примерно Ø8-64мм
Отличия от метрической резьбы
По своим внешним признакам и характеристикам метрические и дюймовые резьбы имеют не так много отличий, к наиболее значимым из которых стоит отнести:
- форму профиля резьбового гребня;
- порядок расчета диаметра и шага.
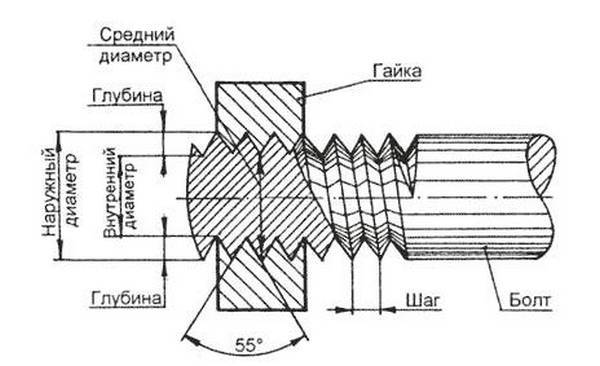
Различия в профиле резьбы
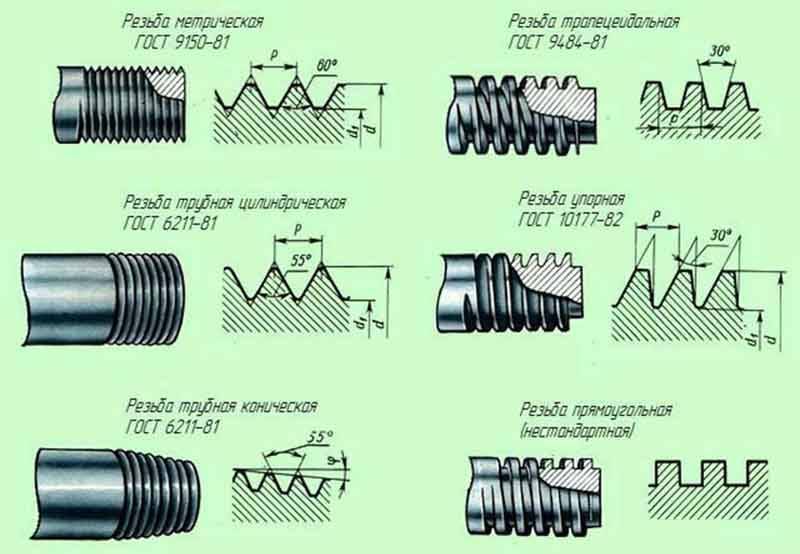
При сравнении форм резьбовых гребней можно увидеть, что у дюймовой резьбы такие элементы являются более острыми, чем у метрической. Если говорить о точных размерах, то угол при вершине гребня дюймовой резьбы составляет 55°.
Параметры метрических и дюймовых резьб характеризуются различными единицами измерения. Так, диаметр и шаг первых измеряются в миллиметрах, а вторых, соответственно, в дюймах. Следует, однако, иметь в виду, что по отношению к дюймовой резьбе используется не общепринятый (2,54 см), а специальный трубный дюйм, равный 3,324 см. Таким образом, если, например, ее диаметр составляет ¾ дюйма, то в пересчете на миллиметры он будет соответствовать значению 25.
Читать также: Параллельное соединение светодиодной ленты
Чтобы узнать основные параметры дюймовой резьбы любого типоразмера, который фиксируется ГОСТом, достаточно заглянуть в специальную таблицу. В таблицах, содержащих размеры дюймовых резьб, приведены как целые, так и дробные значения. Следует иметь в виду, что шаг в таких таблицах приводится в количестве нарезанных канавок (ниток), содержащихся на одном дюйме длины изделия.
Чертеж. Основные параметры профиля по ГОСТу
Таблица 1. Основные размеры профиля резьбы
Таблица 2. Основные параметры трубной резьбы
Чтобы проверить, соответствует ли шаг уже выполненной резьбы размерам, которые оговаривает ГОСТ, этот параметр необходимо измерить. Для таких измерений, проводимых как для метрических, так и для дюймовых резьб по одному алгоритму, используются стандартные инструменты – гребенка, калибр, механический измеритель и др.
Виды резьбомеров и их особенности
В силу того, что существует два основных вида резьбы — дюймовая и метрическая, то не сложно догадаться, что инструменты для ее определения бывают двух типов:
Метрический — предназначен исключительно для работы с заготовками, имеющие метрическую резьбу. Прибором выполняется измерение шага и профиля нарезки, диаметр которой составляет от 1 до 600 миллиметров. В конструкции инструмента присутствует до 20 гребенок, которые представляют собой стальные пластины с зубьями. При помощи этих пластин можно определить шаг нарезки от 0,4 до 7 мм. Называется такой прибор метрическим резьбомером, так как с его помощью осуществляется определение шага и профиля уже имеющейся на заготовках метрической резьбы. Приборы позволяют оценить правильность изготовления таких креплений, как гайки, болты, шпильки и т.п. Отличаются метрические приборы простой конструкцией изготовления, высокой прочностью, а также соответствующей маркировкой на корпусе в виде «М60». Сфера применения инструмента — машиностроение, приборостроение и т.п.
Дюймовый — предназначен только для работы с дюймовыми типами нарезок. Применяется прибор в сфере радиоэлектроники, авиастроении, сантехнике, а также при производстве различных станков. В наборе дюймового резьбомера присутствует 17 пластин с соответствующими зубьями, которые отличаются от метрического прибора углом расположения. Самая маленькая гребенка оснащена 28 витками, а самая большая имеет 4 грани. Определение шага осуществляется по количеству нитей на 1 дюйм. Отличительная особенность дюймового инструмента в том, что на корпусе присутствует маркировка в виде «Д55». В домашнем хозяйстве дюймовые резьбомеры применяются при работе с сантехническими приборами
Трапецеидальный — специальный прибор, предназначенный для работы с трапецеидальными типами нарезок. Другое название этого прибора Т-резьбомер
Универсальные — приборы, на которых присутствуют пластины для калибровки дюймовой и метрической резьбы. Такие приборы позволяют одновременно работать с разными типами нарезок, что особенно актуально в слесарном деле
Когда известно, какие виды резьбомеров бывают, остается разобраться в вопросе их правильного применения. Если не знаете, как пользоваться резьбомером, тогда разберемся в порядке определения шага резьбы детально.
Как самостоятельно измерить шаг резьбы?
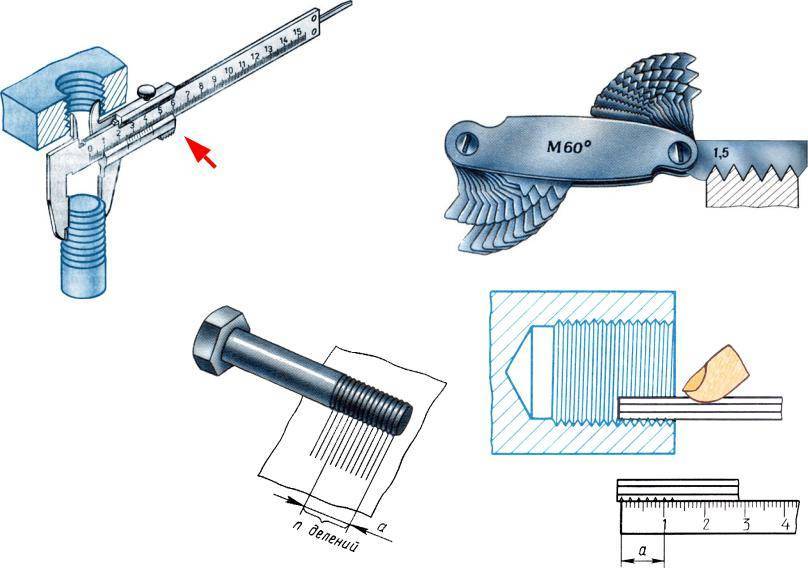
Иногда возникает необходимость измерения шага резьбы у имеющихся резьбовых соединений. Приходится использовать самые разные приспособления для выполнения подобной операции со специальным приспособлением и без резьбомера. Способов узнать значение шага несколько, освоить их несложно. Здесь показаны способы измерений шага резьбы:






Использование линейки
- Нужно взять линейку.
- Положить болт (винт).
- Померить расстояние между пятью (десятью) витками.
- Разделить на количество канавок.
- Полученный результат нужно округлить до ближайшего стандартного.
Если для наружных резьб подобный способ подходит, то для внутренних может оказаться сложным вставить линейку внутрь отверстия. Поэтому приходится предпринять дополнительные действия.
Пластилиновый слепок
- Из пластилина (воска, парафина, стеарина) нужно скатать колбаску, которая будет соответствовать отверстию.
- Охладить заготовку. При наличии холодильника задача упрощается. Если нет, то на некоторое время оставить в тени, чтобы заготовка приобрела твердость.
- Ввернуть колбаску в резьбу. Стараться сильно не согревать дыханием и пальцами.
- Вывернуть наружу. Теперь на руках появилось «зеркальное» отражение резьбы. Остается измерить стержень так, как описано выше.
Использование бумаги
Бывает так, что сама резьба довольно загрязнена. Поэтому разглядеть, сколько витков, сложно. Поэтому используют метод «бумаги».
- Небольшой фрагмент бумажки берется в руки.
- По резьбе проводится так, словно заворачивается или отворачивается предмет.
- На листе остаётся оттиск.
- Нужно посчитать количество витков и замерить расстояние штангенциркулем или линейкой.
Использование резьбомера
В специализированных магазинах можно приобрести резьбомер. Количество измерительных пластин у этого устройства может быть различным. Чем больше, тем удобнее использовать резьбомер.
Остается только прислонять разные пластинки, подбирая наиболее подходящий образец.
Пример определения размера шага резьбы резьбомером
Когда возникает вопрос о том, какая нужна или имеется резьба, начинать желательно с производителя. Если США и Великобритания, то можно предполагать наличие дюймовых резьб. Для отечественных европейских и китайских изделий используют метрические резьбы.
Разновидности дюймовых резьб
Существует множество видов резьбовых соединений, размерностью которых являются дюймы, но среди них в России выделяют следующие основные виды:
- Трубная цилиндрическая
- Трубная коническая
Каждая категории обладает своими особенностями. Цилиндрическая трубная резьба регулируется ГОСТом 6357-81. Размеры резьбы стандартизированы и занесены в специальную таблицу. Данные дюймовые резьбы, в первую очередь, отличаются более мелким шагом, что означает меньшее количество витков на один дюйм.
Таблица. Трубная цилиндрическая резьба. ГОСТ 6357-81.
| Обозначение резьбы | Число шагов z на длине 25,4 мм | Шаг P | Диаметр резьбы | Рабочая высота профиля H1 | Радиус закругления R | H | H/6 | |||
| 1-й ряд | 2-й ряд | наружный d = D | средний d2 = D2 | внут-ренний d1 = D1 | ||||||
| 1/16″1/8″ | – | 28 | 0,907 | 7,723 | 7,142 | 6,561 | 0,580777 | 0,124557 | 0,871165 | 0,145194 |
| 9,728 | 9,147 | 8,566 | ||||||||
| 1/4″3/8″ | – | 19 | 1,337 | 13,157 | 12,301 | 11,445 | 0,856117 | 0,183603 | 1,284176 | 0,214029 |
| 16,662 | 15,806 | 14,950 | ||||||||
| 1/2″3/4″ | 5/8″7/8″ | 14 | 1,814 | 20,955 | 19,793 | 18,631 | 1,161553 | 0,249115 | 1,742331 | 0,290389 |
| 22,911 | 21,749 | 20,587 | ||||||||
| 26,441 | 25,279 | 24,117 | ||||||||
| 30,201 | 29,039 | 27,877 | ||||||||
| 1″1 1/4″1 1/2″2″ | 1 1/8″1 3/8″1 3/4″ | 11 | 2,309 | 33,249 | 31,770 | 30,291 | 1,478515 | 0,317093 | 2,217774 | 0,369629 |
| 37,897 | 36,418 | 34,939 | ||||||||
| 41,910 | 40,431 | 38,952 | ||||||||
| 44,323 | 42,844 | 41,365 | ||||||||
| 47,803 | 46,324 | 44,845 | ||||||||
| 53,746 | 52,267 | 50,788 | ||||||||
| 59,614 | 58,135 | 56,656 | ||||||||
| 2 1/2″3″3 1/2″ | 2 1/4″2 3/4″3 1/4″3 3/4″ | 65,710 | 64,231 | 62,752 | ||||||
| 75,184 | 73,705 | 72,226 | ||||||||
| 81,534 | 80,055 | 78,576 | ||||||||
| 87,884 | 86,405 | 84,926 | ||||||||
| 93,980 | 92,501 | 91,022 | ||||||||
| 100,330 | 98,851 | 97.372 | ||||||||
| 106,680 | 105,201 | 103,722 | ||||||||
| 4″5″6″ | 4 1/2″5 1/2″ | 113,030 | 111,551 | 110.072 | ||||||
| 125,730 | 124,251 | 122,772 | ||||||||
| 138,430 | 136,951 | 135,472 | ||||||||
| 151,130 | 149,651 | 148,172 | ||||||||
| 163,830 | 162,351 | 160,872 | ||||||||
| При выборе размеров резьб 1-й ряд следует предпочитать 2-му. |
Вторым ее отличием является более скругленный профиль. Он способствует более плотному контакту витков друг к другу, что уменьшает вероятность образования течи при транспортировке жидкости через данное резьбовое соединение.
Нарезку трубной цилиндрической резьбы производят на трубах, диаметр которых не превышает 6 единиц дюйма. При величине труб свыше данного размера требуется применение высокоточного оборудования, что повышает производственные издержки. В этом случае эффективнее как с технологической, так и с финансовой точки зрения произвести крепеж труб методом сварки.
Трубная коническая резьба представлена ГОСТом 6211-81. Таблица размеров, пределы отклонений и величина нагрузок описаны данным стандартом. По типу профиля витков коническая резьба схожа с дюймовой, но имеет 2 довольно важных отличия.
Трубная коническая резьба. ГОСТ 6211-81.
| Обозна-чение размера резьбы | Шаг P | Число шагов на длине25,4 мм | H | H1 | C | R | Диаметры резьбы в основной плоскости | Длина резьбы | |||
| d = D | d2 = D2 | d1 = D1 | l1 | l2 | |||||||
| 1/16″ | 0,907 | 28 | 0,870935 | 0,580777 | 0,145079 | 0,124511 | 7,723 | 7,142 | 6,561 | 6,5 | 4,0 |
| 1/8″ | 9,728 | 9,147 | 8,566 | ||||||||
| 1/4″ | 1,337 | 19 | 1,283837 | 0,856117 | 0,213860 | 0,183541 | 13,157 | 12,301 | 11,445 | 9,7 | 6,0 |
| 3/8″ | 16,662 | 15,806 | 14,950 | 10,1 | 6,4 | ||||||
| 1/2″ | 1,814 | 14 | 1,741870 | 1,161553 | 0,290158 | 0,249022 | 20,955 | 19,793 | 18,631 | 13,2 | 8,2 |
| 3/4″ | 26,441 | 25,279 | 24,117 | 14,5 | 9,5 | ||||||
| 1″ | 2,309 | 11 | 2,217187 | 1,478515 | 0,369336 | 0,316975 | 33,249 | 31,770 | 30,291 | 16,8 | 10,4 |
| 1 1/4″ | 41,910 | 40,431 | 38,952 | 19,1 | 12,7 | ||||||
| 1 1/2″ | 47,803 | 46,324 | 44,845 | ||||||||
| 2″ | 59,614 | 58,135 | 56,656 | 23,4 | 15,9 | ||||||
| 2 1/2″ | 75,184 | 73,705 | 72,226 | 26,7 | 17,5 | ||||||
| 3″ | 87,884 | 86,405 | 84,926 | 29,8 | 20,6 | ||||||
| 3 1/2″ | 100,330 | 98,851 | 97,372 | 31,4 | 22,2 | ||||||
| 4″ | 113,030 | 111,551 | 110,072 | 35,8 | 25,4 | ||||||
| 5″ | 138,430 | 136,951 | 135,472 | 40,1 | 28,6 | ||||||
| 6″ | 163,830 | 162,351 | 160,872 |
Прежде всего это то, что существует два типа углов профиля: 55 и 60 градусов. Второе различие – резьба нарезается по конусу, благодаря чему конические резьбы обладают таким качеством как самоуплотняемость (таблица со значениями конусности указана в справочной литературе). Поэтому крепежные соединения с помощью них не требуют использования дополнительных уплотняющих элементов: льняная нить, пряжа с суриком и прочее.
Измерение шага резьбы без резьбомера
Детали с наружной нарезкой
Часто необходимость определения шага резьбы возникает эпизодически, на один раз. И, конечно, в такой ситуации под рукой не оказывается резьбомера, а покупать его для разовых измерений не имеет смысла. Полезным будет узнать, как измерить шаг резьбы линейкой или штангенциркулем. Эти измерительные инструменты позволяют достаточно легко определить нужный параметр.
Проще всего измерить резьбу болта или другой детали с наружной нарезкой. При измерении метрической резьбы рекомендуется в первую очередь приложить линейку к детали с резьбой и постараться совместить миллиметровые деления ее шкалы с вершинами гребней резьбового профиля. Если они совпадают, значит, шаг составляет 1 мм. В противном случае придется провести несколько более сложные измерения.
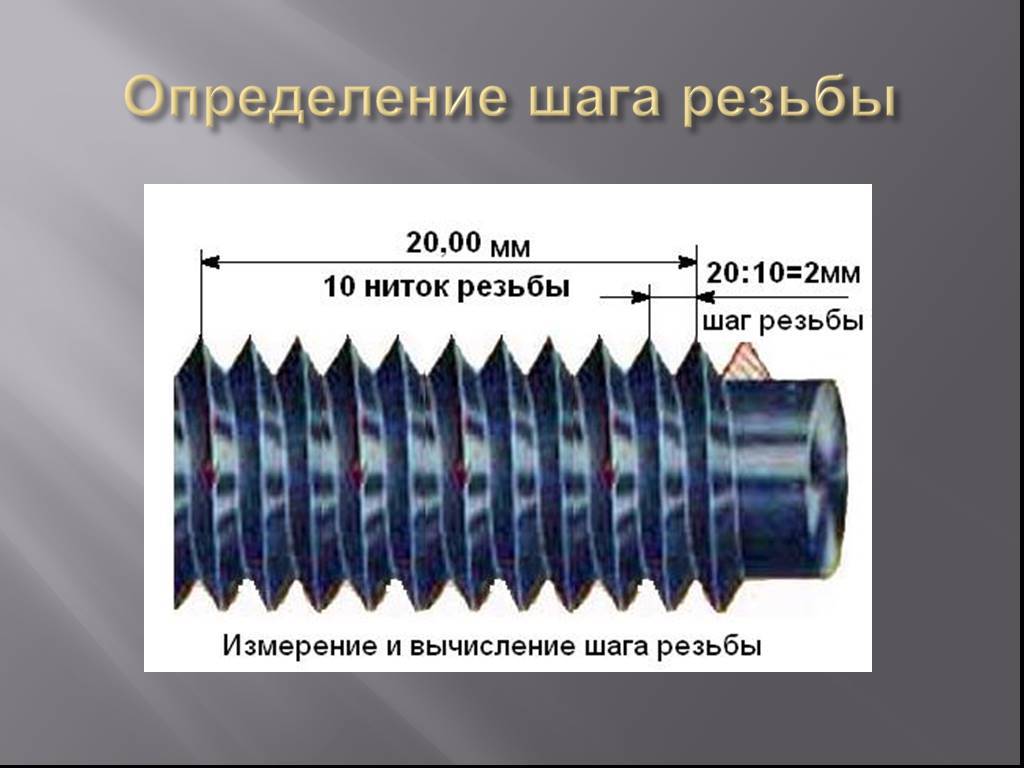
Для определения шага резьбы нужно посчитать количество витков на участке стержня определенной длины, например, 10 мм или 20 мм. Для получения более точного результата рекомендуется проводить замеры на участке 20 мм. Необходимую длину отмеряют, приложив к стержню болта линейку, или при помощи штангенциркуля. Более точно будет измерить шаг резьбы болта штангенциркулем. На отмеренном участке подсчитывают количество витков. После этого длину участка необходимо разделить на полученное количество витков за минусом одного витка. В результате получаем значение шага резьбы.
При определении шага дюймовой нарезки необходимо отмерить длину стержня равную одному дюйму (25,4 мм). Для точности замера лучше использовать линейку или штангенциркуль с дюймовой шкалой. Количество витков на этом участке и будет шагом резьбы. Если длина резьбового участка меньше одного дюйма, то определить число витков нужно на участке в полдюйма (12,7 мм), после чего полученный результат умножить на 2.
Детали с внутренней нарезкой
Существует два способа, как измерить резьбу гайки или другой детали с внутренней нарезкой без резьбомера. Первый способ предусматривает подбор точно подходящего ответного болта с последующим измерением шага его резьбы. Если подобрать ответный болт не получается, то нужно воспользоваться полоской бумаги (это и есть способ № 2).
Ее следует прижать к резьбе так, чтобы на бумаге остался отпечаток профиля. Улучшить видимость рисок можно, проведя по граням маркером. После этого на бумаге нужно отметить линейкой расстояние между крайними рисками и посчитать количество витков. Затем полученное расстояние делят на количество витков минус один виток. Вместо бумаги для измерений по этому способу можно использовать карандаш, спичку или другое изделие из мягкой древесины подходящего размера, которое прижимают к резьбе.
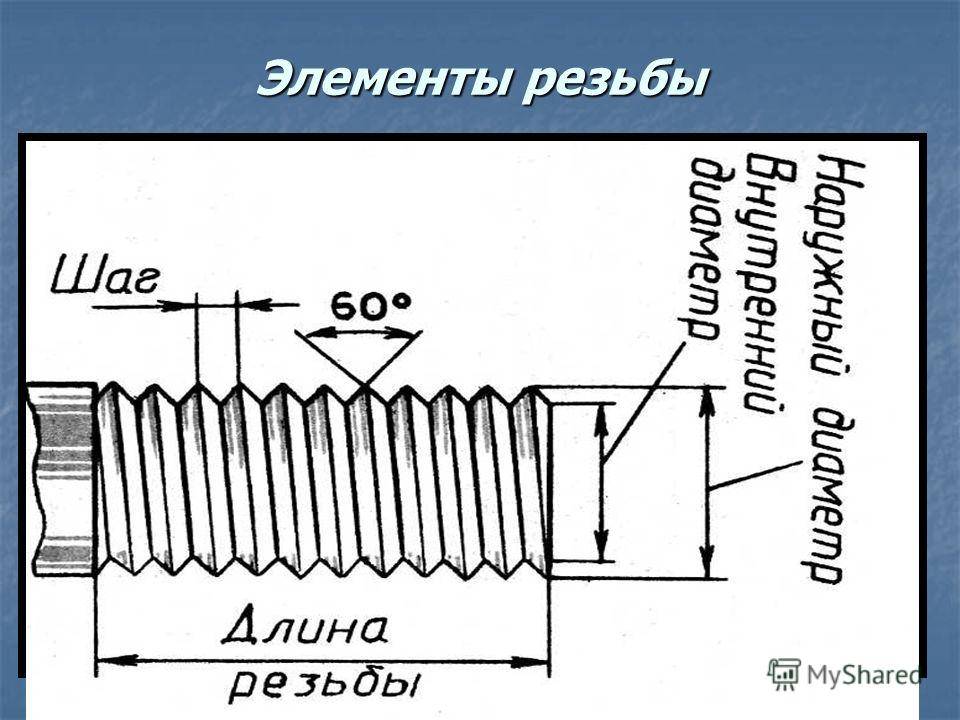
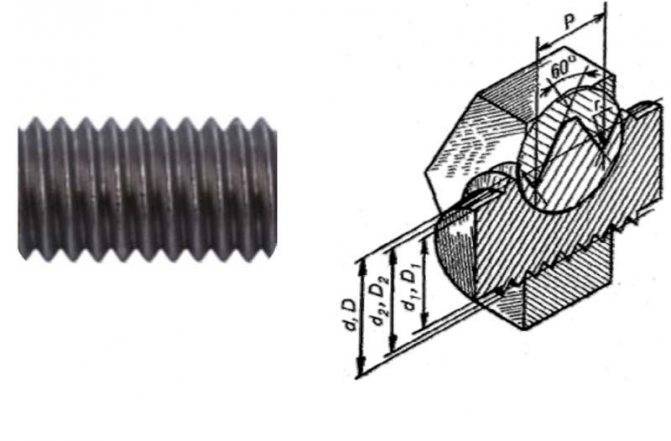
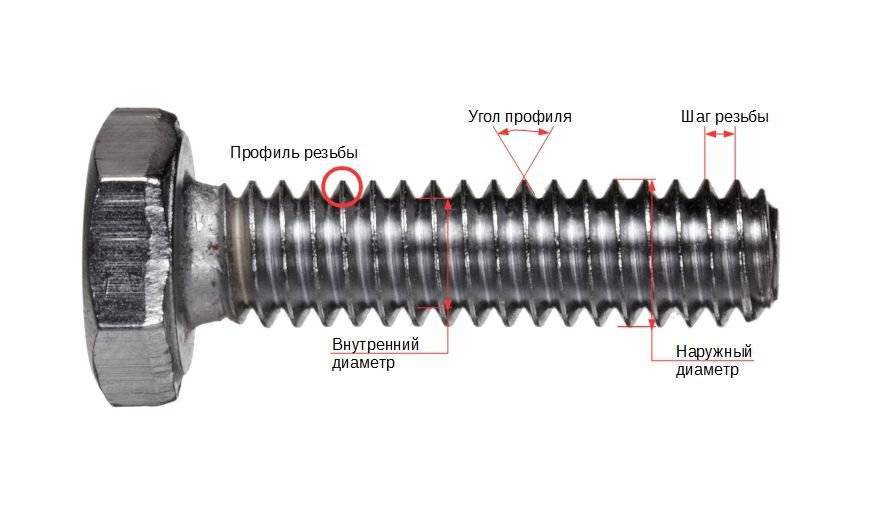
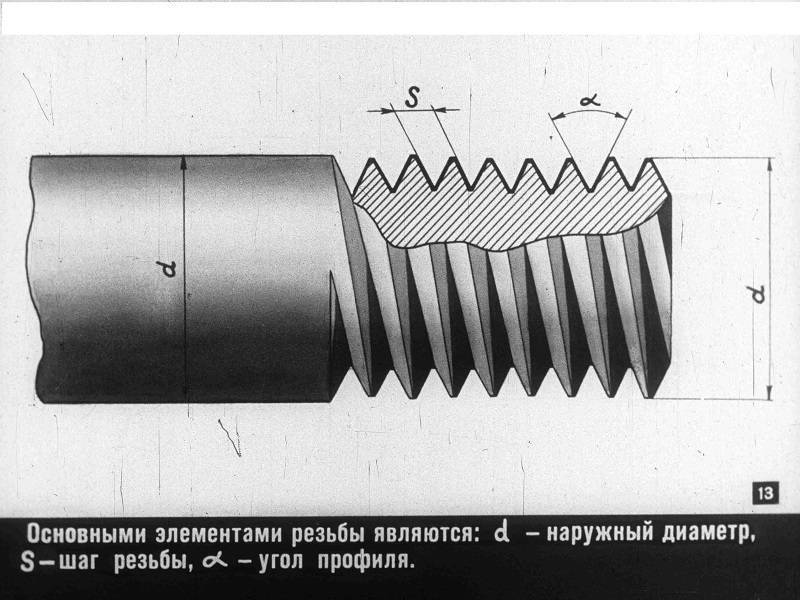
Основные параметры резьбового соединения
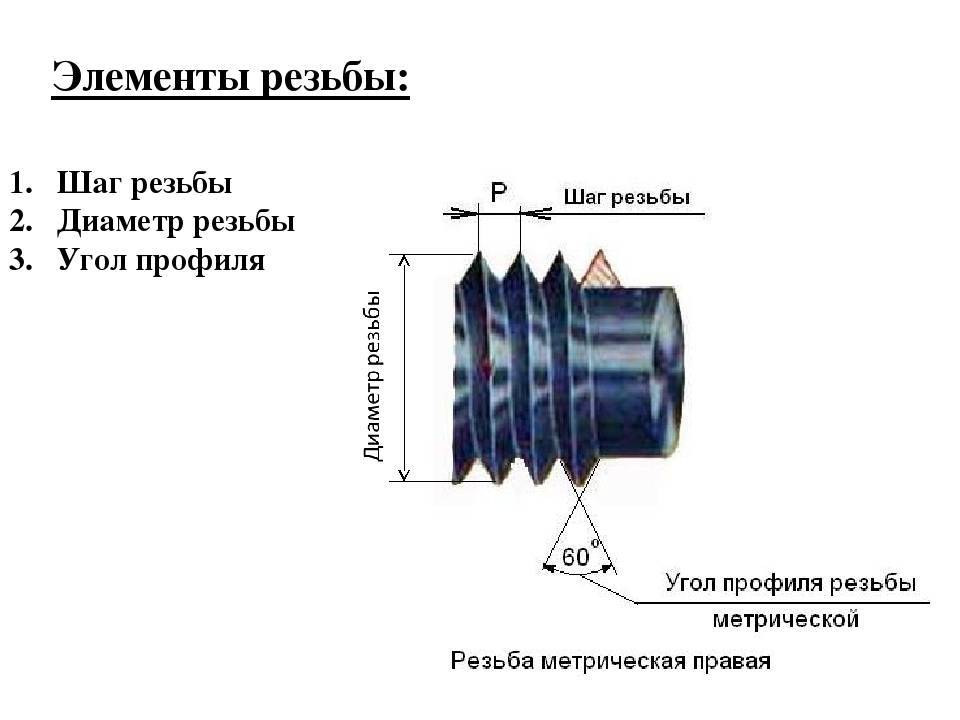
Промышленность предлагает различные размеры и виды метрической резьбы, которые отвечают определенным техническим параметрам:
- Наружный диаметр – расстояние между вершинами резьбовых граней, расположенных друг против друга.
- Внутренний диаметр – расстояние между противолежащими впадинами резьбовой насечки.
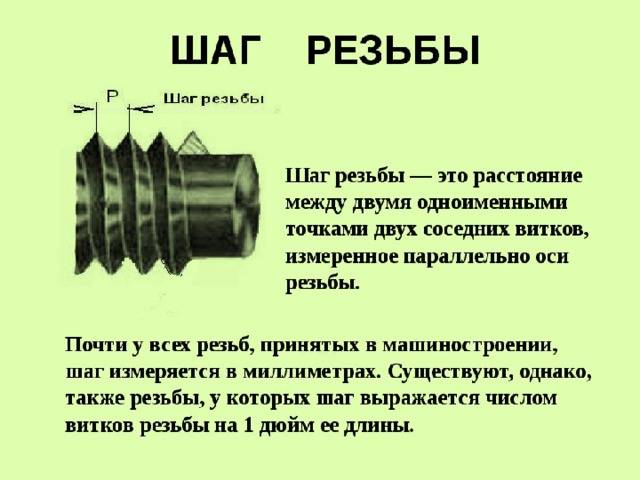
- Шаг резьбы – расстояние между двумя соседними вершинами резьбы.
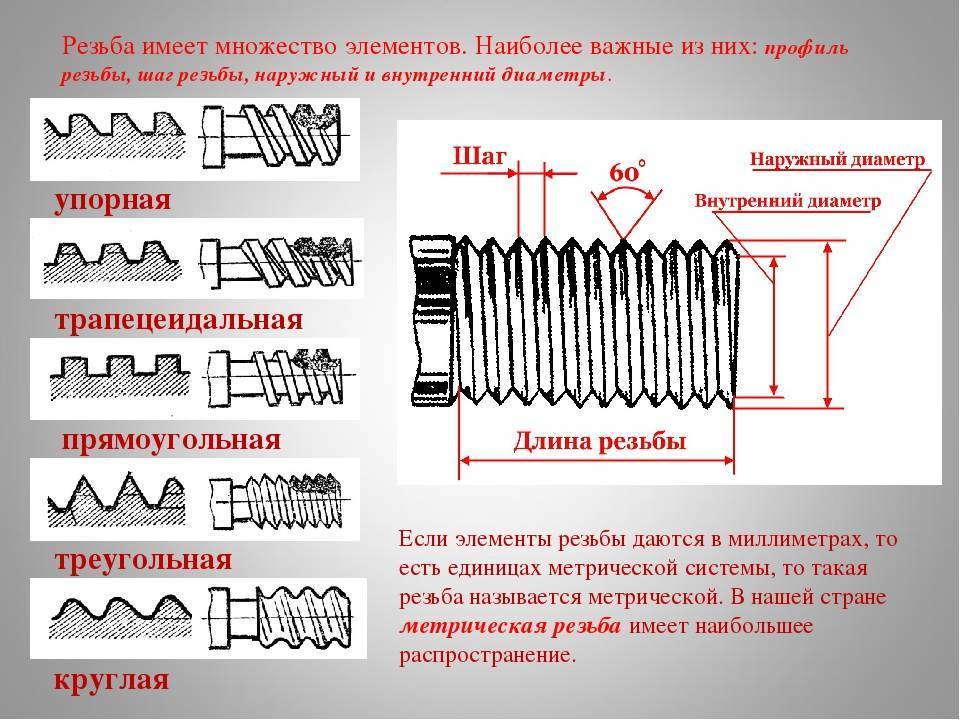
- Профиль – параметр, указывающий на высоту витка. Является разницей между внешним и внутренним диаметром резьбы.
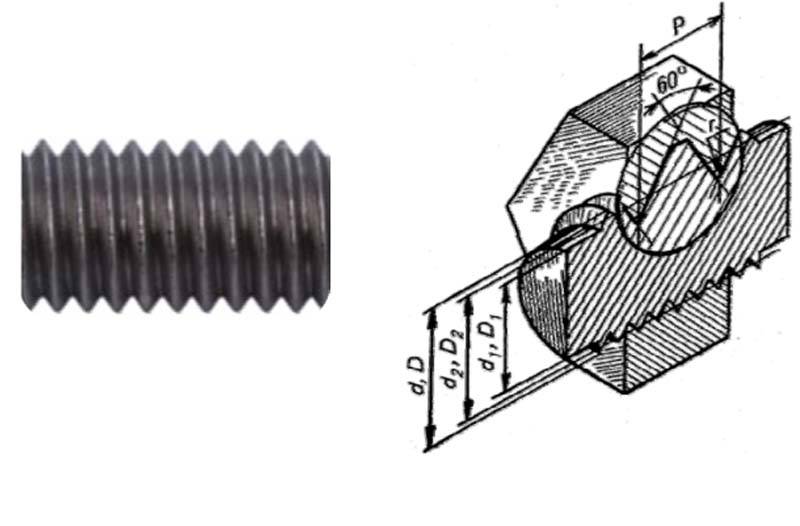
- Профильный угол при вершине – угол между боковыми поверхностями насечек, в метрической резьбе, он равен 60°, поэтому профиль представляет собой равносторонний треугольник. Реже встречаются трапециевидные, прямоугольные, полусферические резьбы.
- Форма контура – может быть цилиндрической или конусообразной.
Соответствие параметров разных типов резьбы указываются в ГОСТ 8724-2002, метрическая резьба обозначается буквой М, например, шпилька диаметром 6 мм обозначается М6. Шаг резьбы может быть основной (стандартный) или мелкий
Важно знать, что для одного диаметра применяется единый основной шаг и несколько мелких типов резьбы.
Способы для измерения размера шплинта
Предусмотрено три варианта шплинтов, при этом для каждого применяется свой метод измерения.
У разводных шплинтов в число размеров входит условный диаметр. Значение параметра определяется показателем диаметра отверстия, предназначенного для монтажа. Примечательно, что реальный диаметр крепежного элемента имеет меньшие размеры, чем условный. Возможная разница между ними указана в ГОСТ 397-79.

Для нахождения длины разводного шплинта существует специальный способ. Метиз отличается коротким и длинным концом, поэтому требуется измерить участок от изгиба ушка крепежного элемента до окончания с короткой стороны.
Игольчатый вариант шплинтов характеризуется фиксированной длиной, регулируемой нормативом DIN 11024. Чтобы узнать размер метиза, требуется проверить показатели диаметра шплинта.
Быстросъемные метизы, оснащенные кольцом, тоже отличаются фиксированной длиной. Для конструкций применяется DIN 11024. Чтобы узнать размер крепежного элемента, воспользуйтесь полученными показателями диаметра.
Что такое резьбомер?
Инструмент выполнен в виде небольшого набора зубчатых гребенок, где каждая отличается собственным шагом между смежными выступами. Этот шаг, как можно догадаться, соответствует шагу резьбы. Каждая гребенка закреплена в корпусе и вращается вдоль оси. Конфигурация и отшлифованная поверхность гребенок дает возможность запросто пользоваться ими при вычислении шага наружной или внутренней резьбы.

Выпускаются гребенки согласно ГОСТ 5950-85 с использованием инструментальных сталей ХВ4, 8ХФ или У7. Используемый в производстве материал выделяется небольшим коэффициентом температурного расширения и пониженной прокаливаемостью, что позволяет пользоваться инструментом даже при большом перепаде температур.

Сами профили замеряющих гребенок создаются таким образом, чтобы при замере определялся не только шаг резьбы, но также и количество ниток (витков) резьбы и уровень заполнения профиля
Первое особенно важно при работе с элементами, имеющими шлифованную резьбу, которая, как известно, в редких случаях может быть нарушена после обработки шлифованным кругом


«Умные» болты
У описанного выше метода создания надежного соединения есть лишь один недостаток, который, тем не менее, мешает его повсеместному внедрению. Этот недостаток заключается в том, что определить силу зажатия гайки без специального оборудования не удается. Конечно, для работы можно использовать специальные ключи с динамометрами, но они выпускаются, обычно, для использования в автомобильной индустрии и не позволяют развивать максимальное усилие, необходимое для преодоления порога текучести. Ученые нашли выход из положения, разработав специальные гайки с индикацией силы закручивания. Эти изделия уже производятся и их можно приобрести у нескольких компаний. К сожалению, такой крепеж обходится более чем в 10 раз дороже чем обычные гайки и поэтому его используют лишь в самых ответственных узлах, например при фиксации элементов космических кораблей.
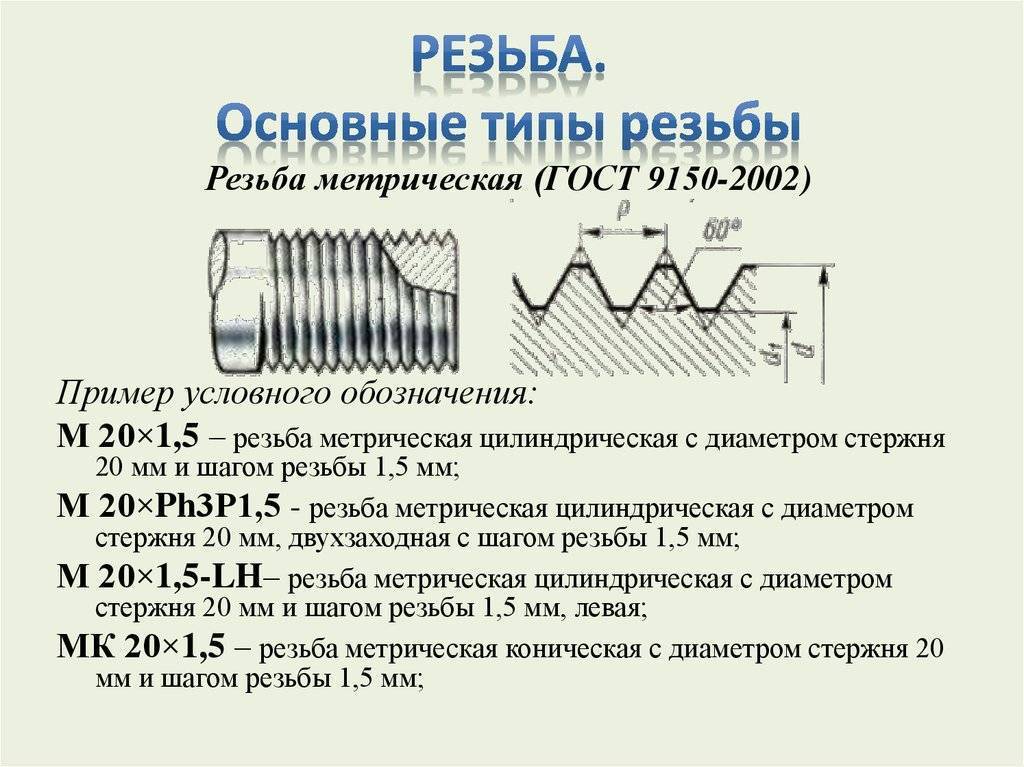
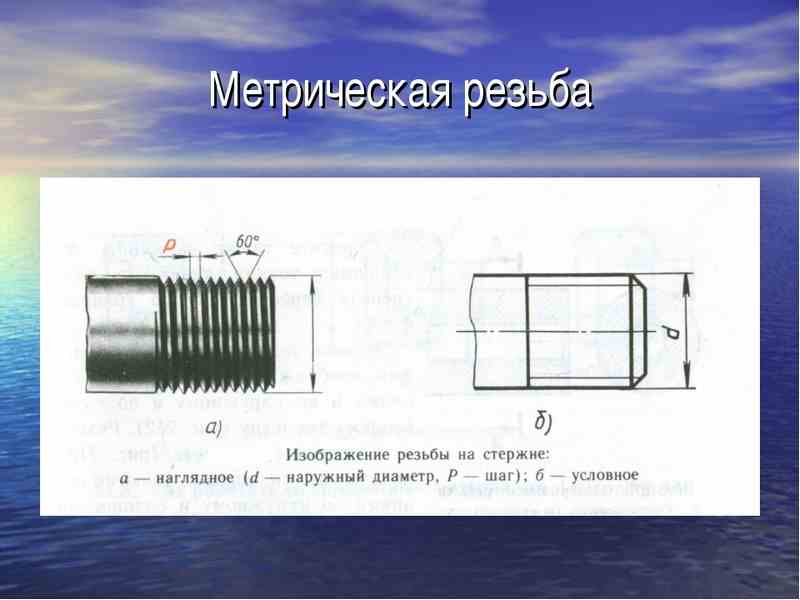
Метрическая резьба и ее обозначение
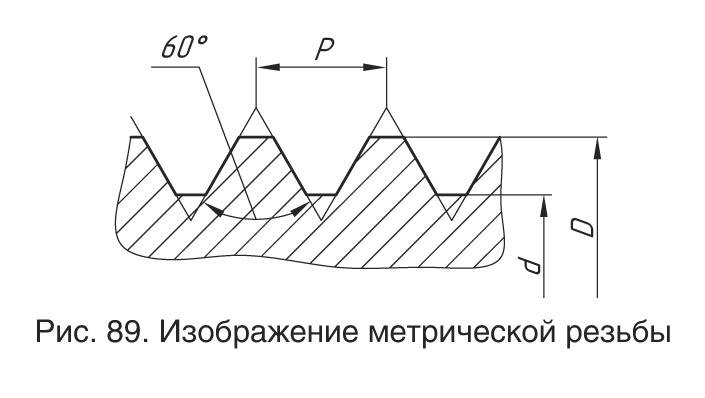 Основным типом резьбы, применяемой для крепежных целей, является метрическая резьба. Профилем метрической резьбы является равносторонний треугольник с углом 60° при вершине (рис. 89). В условное обозначение резьбы входят: буква М, наружный (номинальный) диаметр резьбы в миллиметрах (рис. 90).
Основным типом резьбы, применяемой для крепежных целей, является метрическая резьба. Профилем метрической резьбы является равносторонний треугольник с углом 60° при вершине (рис. 89). В условное обозначение резьбы входят: буква М, наружный (номинальный) диаметр резьбы в миллиметрах (рис. 90).
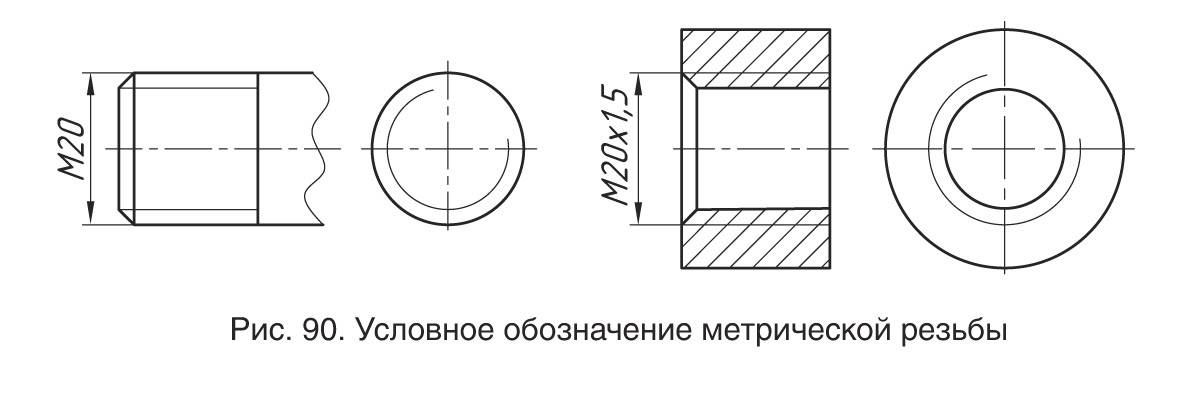
Метрическую резьбу выполняют с крупным и мелким шагом. В обозначении метрической резьбы крупный шаг не указывают, например М20. Мелкий шаг указывают через знак умножения, например М 20 х 1,5 (где 1,5 — шаг резьбы).
Для каких целей применяют метрическую резьбу с мелким и крупным шагом? Приведите примеры, используя дополнительные источники информации.
Многие изделия собирают с применением резьбовых деталей — винтов, болтов, гаек, шпилек и др. Они соединяют отдельные детали в единое изделие, поэтому их называют крепежными. Для удобства использования в производстве такие детали стандартизированы и взаимозаменяемы.
Крепежные изделия
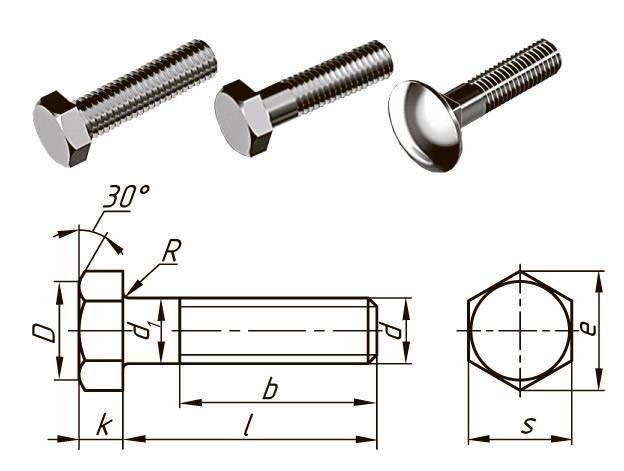 Болт — цилиндрический стержень с наружной резьбой на одном конце и головкой на другом. Образует соединение при помощи гайки или резьбового отверстия в одном из соединяемых изделий. Существуют различные типы болтов, отличающиеся друг от друга по форме и размерам головки (шестигранная, полукруглая, потайная) и стержня, по шагу резьбы. Наиболее распространены болты с шестигранной головкой.Пример условного обозначения болта: Болт M 12 х 60 ГОСТ 7798-70 —с шестигранной головкой, резьбой М 12, шаг резьбы крупный, длина стержня 60 мм.
Болт — цилиндрический стержень с наружной резьбой на одном конце и головкой на другом. Образует соединение при помощи гайки или резьбового отверстия в одном из соединяемых изделий. Существуют различные типы болтов, отличающиеся друг от друга по форме и размерам головки (шестигранная, полукруглая, потайная) и стержня, по шагу резьбы. Наиболее распространены болты с шестигранной головкой.Пример условного обозначения болта: Болт M 12 х 60 ГОСТ 7798-70 —с шестигранной головкой, резьбой М 12, шаг резьбы крупный, длина стержня 60 мм.
Какую длину имеет болт, обозначение которого «Болт М 20х55»?
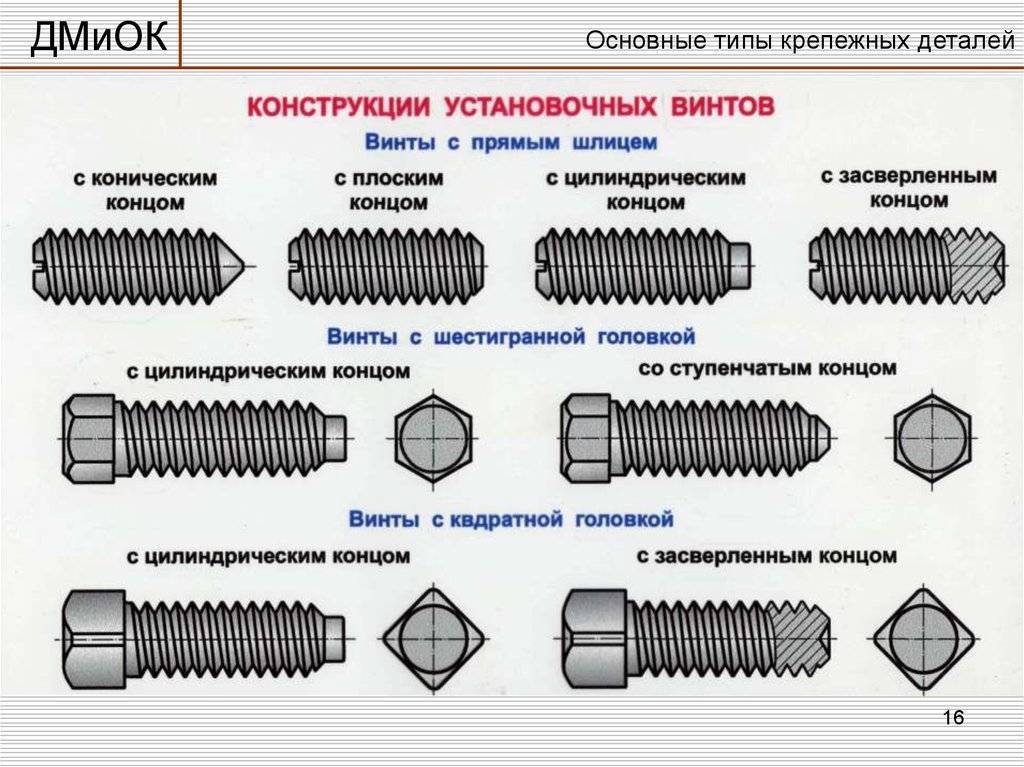
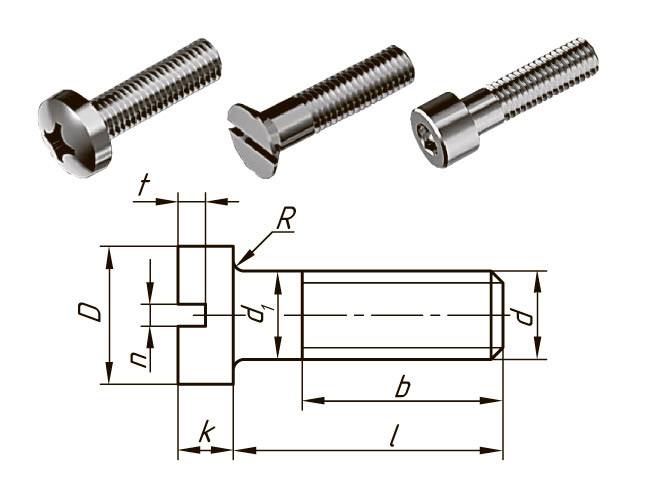 Винт — цилиндрический стержень с наружной резьбой на одном конце и конструктивным элементом для передачи крутящего момента на другом. По назначению винты разделяются на крепежные и установочные. Крепежи винтов применяются для соединения деталей путем ввертывания винта резьбовой частью в одну из соединяемых деталей. В зависимости от условий работы винты изготовляются с цилиндрической, полукруглой, полупотайной или потайной головкой со шлицем, под отвертку, а также с головкой под ключ и с рифлением.Пример условного обозначения винта: Винт М12 х 50 ГОСТ 1491-80 — с цилиндрической головкой, резьбой М12, шаг резьбы крупный, длина стержня 50 мм.
Винт — цилиндрический стержень с наружной резьбой на одном конце и конструктивным элементом для передачи крутящего момента на другом. По назначению винты разделяются на крепежные и установочные. Крепежи винтов применяются для соединения деталей путем ввертывания винта резьбовой частью в одну из соединяемых деталей. В зависимости от условий работы винты изготовляются с цилиндрической, полукруглой, полупотайной или потайной головкой со шлицем, под отвертку, а также с головкой под ключ и с рифлением.Пример условного обозначения винта: Винт М12 х 50 ГОСТ 1491-80 — с цилиндрической головкой, резьбой М12, шаг резьбы крупный, длина стержня 50 мм.
Используя дополнительные источники информации, определите в чем различия между винтом и болтом.
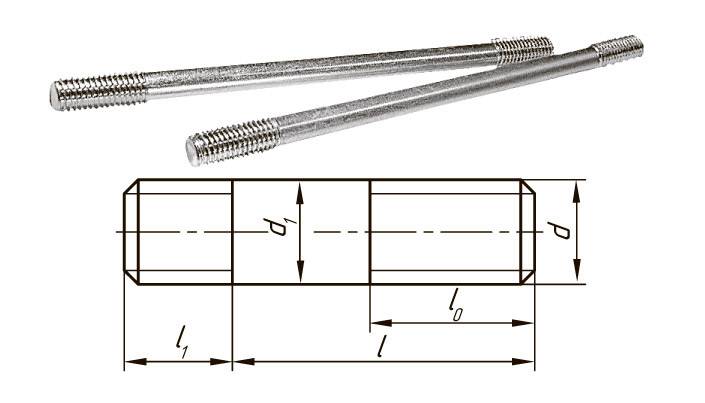 Шпилька — цилиндрический стержень с резьбой на обоих концах или по всей длине стержня. Служит для соединения двух или нескольких деталей. Один конец шпильки ввинчивается в резьбовое отверстие детали, а на другой конец навинчивается гайка. Конструкция и размеры шпилек определяются стандартами в зависимости от длины резьбового конца.При изображении шпильки вычерчивают только один вид на плоскости, параллельной оси шпильки, и указывают размеры резьбы, длину шпильки и ее условное обозначение. Пример условного обозначения шпильки: Шпилька М8 х 60 ГОСТ 22038-76 — с крупной метрической резьбой диаметром 8 мм, длина стержня 60 мм, предназначена для ввертывания в легкие сплавы, длина резьбового конца 16 мм.
Шпилька — цилиндрический стержень с резьбой на обоих концах или по всей длине стержня. Служит для соединения двух или нескольких деталей. Один конец шпильки ввинчивается в резьбовое отверстие детали, а на другой конец навинчивается гайка. Конструкция и размеры шпилек определяются стандартами в зависимости от длины резьбового конца.При изображении шпильки вычерчивают только один вид на плоскости, параллельной оси шпильки, и указывают размеры резьбы, длину шпильки и ее условное обозначение. Пример условного обозначения шпильки: Шпилька М8 х 60 ГОСТ 22038-76 — с крупной метрической резьбой диаметром 8 мм, длина стержня 60 мм, предназначена для ввертывания в легкие сплавы, длина резьбового конца 16 мм.
Приведите примеры, где применяется соединение шпилькой.
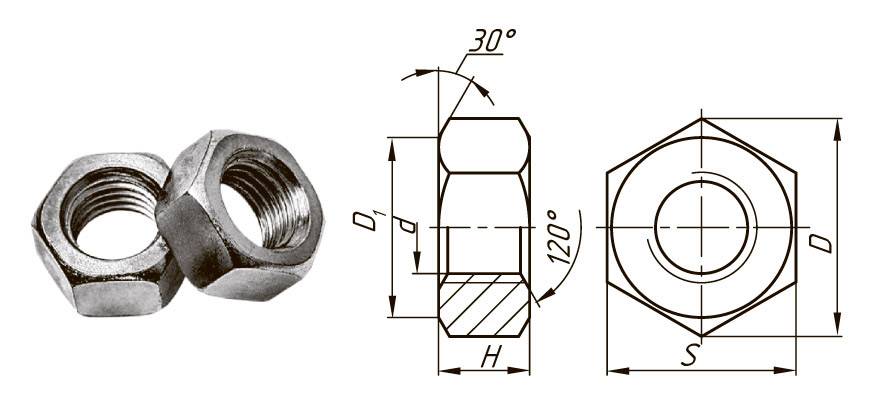
Гайка — крепежная деталь с резьбовым отверстием и конструктивным элементом для передачи крутящего момента. Применяется для навинчивания на болт или шпильку до упора в одну из соединяемых деталей. В зависимости от конструкции и условий применения гайки выполняют шестигранными, круглыми, барашковыми, фасонными и т. д. Наибольшее применение имеют гайки шестигранные. Пример условного обозначения гаек: Гайка Ml2 ГОСТ 5915-70 — с диаметром резьбы 12 мм, шаг резьбы крупный.
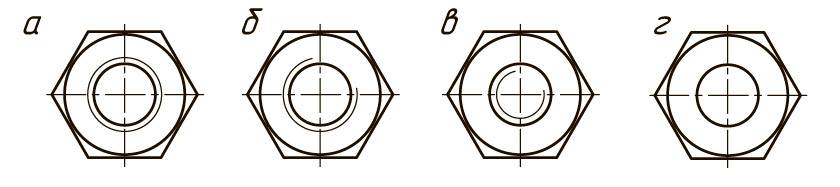
На каком чертеже изображен вид гайки сверху?
Что такое метрическая резьба
Тонкие метрические резьбы более восприимчивы к истиранию. Они нуждаются в длинных зацеплениях и менее подходят для высокоскоростной сборки. Тонкие нити могут легче проникать в твердые материалы, требуют меньшего крутящего момента и имеют небольшую тенденцию к ослаблению. Они также прочнее, чем грубая нить, и допускают более тонкие регулировки из-за их меньшего шага. Грубые резьбы имеют больший шаг и проще в использовании, чем мелкорезьбовые крепежные детали, и они предназначены для большинства применений.
Метрические резьбы состоят из симметричной V-образной резьбы. В плоскости оси резьбы фланцы V имеют угол 60° друг к другу. Глубина резьбы составляет 0,614 × шаг.
Угол резьбы — это угол, образованный пересечением двух сторон резьбового паза. Глубина — это расстояние между гребнем и корнем нити, измеренное перпендикулярно оси. Угол опережения — это угол спирали нити, основанный на расстоянии опережения. Одиночная начальная нить имеет расстояние вывода, равное ее шагу, и в свою очередь имеет относительно небольшой угол вывода. Многозаходные резьбы имеют большее расстояние вывода и, следовательно, больший угол вывода.
Особенности метрической резьбы
Винтовые резьбы выполняют три основные функции в механических системах:
- обеспечивают зажимное усилие;
- ограничивают или контролируют движение;
- передают мощность.
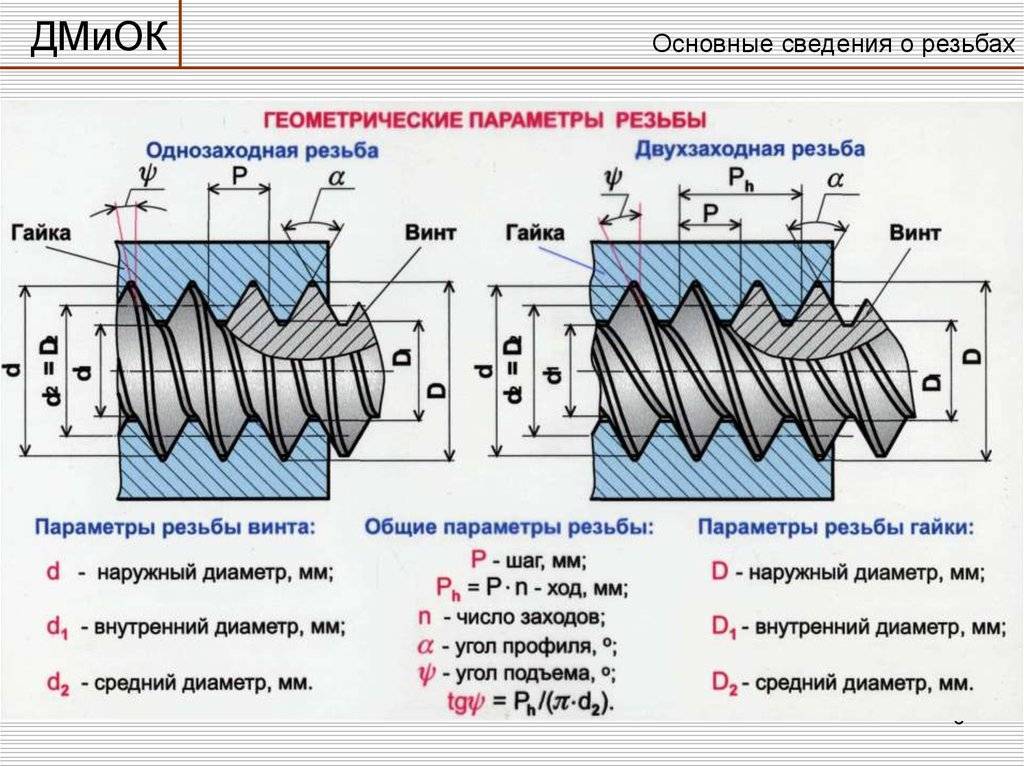
Геометрически винтовая резьба представляет собой спиральную наклонную плоскость. Спираль — это кривая, определяемая перемещением точки с равномерной угловой и линейной скоростью вокруг оси. Расстояние, на которое точка перемещается линейно (параллельно оси) за один оборот, называется шагом.
Термин «внутренняя резьба» относится к резьбе, вырезанной в боковой стенке существующего отверстия. Наружная резьба свернута в наружную цилиндрическую поверхность крепежа или шпильки. Размер, наиболее часто ассоциируемый с резьбой винта, — это номинальный диаметр. Например, болт и гайка могут быть описаны как имеющие диаметр М12 х 1.75. Первое значение — это и есть диаметр, а второе — резьбовой шаг. Но ни наружная резьба болта, ни внутренняя резьба гайки не имеют точно 500 мм в диаметре. На самом деле диаметр болта немного меньше, а диаметр гайки немного больше. Но проще указать компоненты по единому обозначению размера, так как болт и гайка являются сопрягаемыми компонентами.
Технические характеристики метрической резьбы всегда начинаются с обозначения серии резьбы (например, M или MJ), за которым следуют номинальный диаметр крепежного элемента и шаг резьбы в миллиметрах, разделенные символом «x». Существует несколько серий метрических резьб, используемых для специальных применений. Стандарт — это серия М. Серия MJ является одной из наиболее распространенных специальных прикладных нитей.
Метрическая крепежная резьба серии М — это общий профиль резьбы. Серия MJ обозначает внешнюю резьбу, имеющую увеличенный радиус корня, тем самым обладающую более высокой усталостной прочностью (за счет снижения концентрации напряжений), но требующую усеченной высоты гребня внутренней резьбы MJ для предотвращения помех на внешнем корне резьбы MJ. Внешние резьбы M совместимы как с внутренними резьбами M, так и с внутренними резьбами MJ.
Если не указано иное, винтовые резьбы считаются правосторонними. Это означает, что направление вращения спирали нити по часовой стрелке заставит ее двигаться вдоль своей оси. Левосторонние нити продвигаются вперед при вращении против часовой стрелки.
Левосторонние резьбы часто используются в ситуациях, когда вращательные нагрузки могут привести к ослаблению правосторонних резьб во время эксплуатации. Распространенный пример — велосипед. Педали велосипеда крепятся к кривошипу с помощью винтовых резьб. Одна сторона велосипеда использует правую резьбу, а другая — левую. Это предотвращает движения педалей и кривошипа от отвинчивания педали и ее падения во время использования. Левая резьба должна быть указана в спецификации изделия. Это достигается путем добавления «LH» в конец описания технических характеристик.
Трапецеидальные
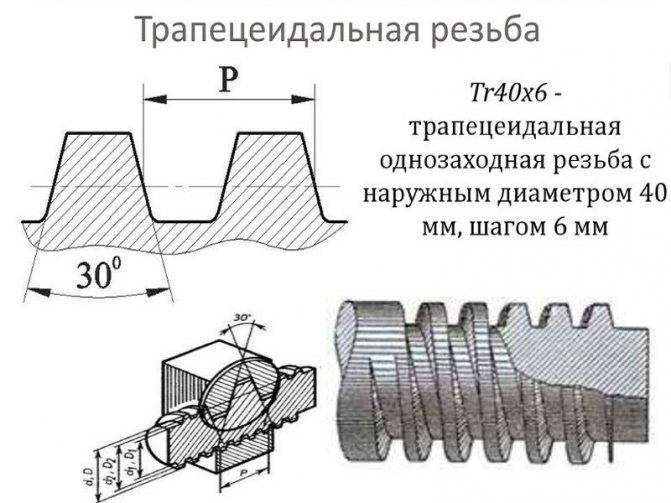
Актуальны для тех систем управления, трение в которых должно быть минимальным. О том, как определить внутренний диаметр резьбы такого типа, чаще всего вспоминают создатели робототехники, желающие обеспечить точное и быстрое передвижение исполнительного механизма устройства. Потому что такая конструкция обеспечивает легкое скольжение в обе стороны и надежную фиксацию в нужной точке.
Параметры винтовой линии
| Р, мм | d, мм | |||||
| вариант исполнения | 1 ряд (реко мендуемый) | 2 ряд (допус тимый) | ||||
| крупный | мелкий | |||||
| 1 | 2 | 3 | 4 | 5 | ||
| 2,00 | 1,50 | 1,00 | 0,75 | 0,50 | 0,25 | 8 |
| 2,00 | 1,50 | 9 | ||||
| 2,00 | 1,50 | 1,00 | 0,75 | 0,50 | 10 | |
| 3,00 | 2,00 | 11 | ||||
| 3,00 | 2,00 | 1,50 | 12 | |||
| 3,00 | 2,00 | 14 | ||||
| 4,00 | 2,00 | 1,50 | 0,75 | 0,50 | 16 | |
| 4,00 | 2,00 | 18 | ||||
| 4,00 | 2,00 | 1,50 | 1,00 | 20 | ||
| 8,00 | 5,00 | 3,00 | 2,00 | 1,50 | 22 | |
| 8,00 | 5,00 | 3,00 | 2,00 | 1,50 | 0,75 | |
| 8,00 | 5,00 | 3,00 | 2,00 | 1,50 | 26 | |
| 8,00 | 5,00 | 3,00 | 2,00 | 1,50 | 28 | |
| 10,00 | 6,00 | 4,00 | 2,00 | 30 | ||
| 10,00 | 6,00 | 4,00 | 2,00 | 32 | ||
| 10,00 | 6,00 | 4,00 | 2,00 | 34 | ||
| 10,00 | 6,00 | 4,00 | 2,00 | 1,50 | 0,75 | 36 |
| 10,00 | 7,00 | 6,00 | 3,00 | 38 | ||
| 10,00 | 7,00 | 6,00 | 3,00 | 2,00 | 1,50 | 40 |
| 10,00 | 7,00 | 6,00 | 3,00 | 42 |
Метрические резьбы
Название (метрическая резьба) показывает, что все измерения выполняются в метрических единицах. Это самый распространённый мировой стандарт. Основные значения резьбовых соединений показаны в таблице 1. За основу взят стандартный шаг резьбы, кроме него существуют исполнения, где предусматривается и меньшие шаги.
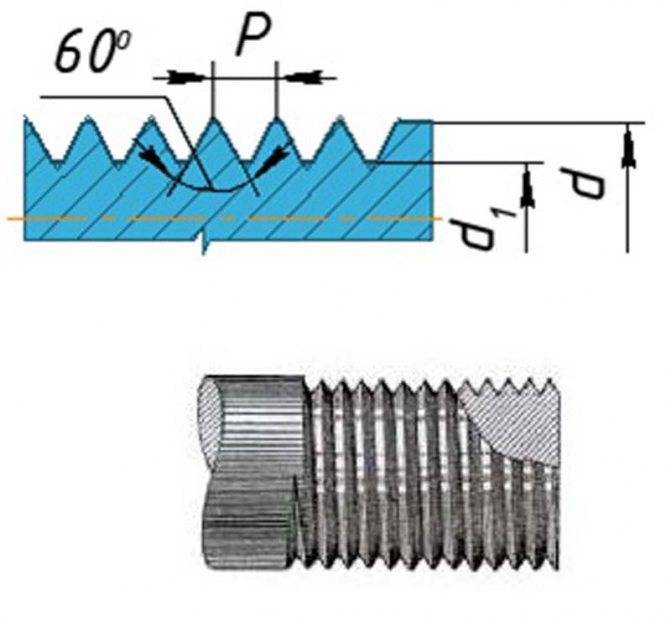
Параметры резьбовой части: номинальный диаметр d, внутренний диаметр d₁ и шаг резьбы Р
Таблица 1: Размеры резьбы и шаг винтовой линии
| Номинальный диаметр резьбы d | Шаг Р | |||||||
| 1 ряд (предпочтительный) | 2 ряд (допустимый) | 3 ряд (для специальных конструкций) | крупный | мелкий 1 | мелкий 2 | мелкий 3 | мелкий 4 | мелкий 5 |
| 2,00 | 0,40 | 0,35 | ||||||
| 2,20 | 0,45 | 0,40 | ||||||
| 2,50 | 0,45 | 0,35 | ||||||
| 3,00 | 0,50 | 0,35 | ||||||
| – | 3,50 | -0,60 | 0,35 | |||||
| 4,00 | 0,70 | 0,50 | ||||||
| 4,50 | 0,75 | 0,50 | ||||||
| 5,00 | 0,80 | 0,50 | ||||||
| 5,50 | 0,50 | 0,40 | ||||||
| 6,00 | 1,00 | 0,75 | 0,50 | |||||
| 7,00 | 1,00 | 0,75 | 0,50 | |||||
| 8,00 | 1,25 | 1,00 | 0,75 | 0,50 | ||||
| 9,00 | 1,25 | 1,00 | 0,75 | 0,50 | ||||
| 10,00 | 1,50 | 1,25 | 1,00 | 0,75 | 0,50 | |||
| 11,00 | 1,50 | 1,00 | 0,75 | 0,50 | ||||
| 12,00 | 1,75 | 1,50 | 1,25 | 1,00 | 0,75 | 0,50 | ||
| 14,00 | 2,00 | 1,50 | 1,25 | 1,00 | 0,75 | 0,50 | ||
| 15,00 | 1,75 | 1,50 | 1,00 | |||||
| 16,00 | 2,00 | 1,50 | 1,00 | 0,75 | 0,50 | |||
| 17,00 | 1,75 | 1,50 | 1,00 | |||||
| 18,00 | 2,50 | 2,00 | 1,50 | 1,00 | 0,75 | 0,50 | ||
| 20,00 | 2,50 | 2,00 | 1,50 | 1,00 | 0,75 | 0,50 | ||
| 22,00 | 2,50 | 2,00 | 1,50 | 1,00 | 0,75 | 0,50 | ||
| 24,00 | 3,00 | 2,00 | 1,50 | 1,00 | 0,75 | 0,50 | ||
| 25,00 | 2,00 | 1,50 | 1,00 | |||||
| 26,00 | 1,50 | 1,00 | ||||||
| 27,00 | 3,00 | 2,00 | 1,50 | 1,00 | 0,75 | 0,50 | ||
| 28,00 | 2,50 | 2,00 | 1,50 | 1,00 | ||||
| 30,00 | 3,50 | 3,00 | 2,00 | 1,50 | 1,00 | 0,75 | ||
| 32,00 | 2,50 | 2,00 | 1,50 | |||||
| 33,00 | 3,50 | 3,00 | 2,00 | 1,50 | 1,00 | 0,75 | ||
| 35,00 | 2,50 | 1,50 | 1,00 | 0,75 | ||||
| 36,00 | 4,00 | 3,00 | 2,00 | 1,50 | 1,00 | |||
| 38,00 | 3,00 | 1,50 | 1,00 | 0,75 | ||||
| 39,00 | 4,00 | 3,00 | 2,00 | 1,50 | 1,00 | 0,75 | ||
| 40,00 | 3,50 | 3,00 | 2,00 | 1,50 | 1,00 | 0,75 | ||
| 42,00 | 4,50 | 4,00 | 3,00 | 2,00 | 1,50 | 1,00 | ||
| 45,00 | 4,50 | 4,00 | 3,00 | 2,00 | 1,50 | 1,00 | ||
| 48,00 | 5,00 | 4,00 | 3,00 | 2,00 | 1,50 | 1,00 | ||
| 50,00 | 4,00 | 3,00 | 2,00 | 1,50 | ||||
| 52,00 | 5,00 | 4,00 | 3,00 | 2,00 | 1,50 | 1,00 | ||
| 55,00 | 4,00 | 3,00 | 2,00 | 1,50 | ||||
| 56,00 | 5,50 | 4,00 | 3,00 | 2,00 | 1,50 | 1,00 | ||
| 58,00 | 5,00 | 4,00 | 3,00 | 2,00 | 1,50 | |||
| 60,00 | 5,50 | 4,00 | 3,00 | 2,00 | 1,50 | 1,00 | ||
| 62,00 | 5,00 | 4,00 | 3,00 | 2,00 | 1,50 | |||
| 64,00 | 6,00 | 4,00 | 3,00 | 2,00 | 1,50 | 1,00 | ||
| 65,00 | 6,00 | 4,00 | 3,00 | 2,00 | 1,50 |
Угол при вершине винтовой линии у метрических резьб составляет 60⁰
Видно, что есть несколько рядов по уровню предпочтений. Объясняется довольно просто. Типовые детали стараются делать так, чтобы их было проще заменять в случае разборки и сборки. Менее предпочтительные ряды получаются при индивидуальном проектировании отдельных деталей. Производство удорожается.


Специальные резьбы применяют весьма ограничено. Ими пользуются лишь в тех случаях, когда невозможно применить стандартные предпочтения.
Внимание! Использование специальных резьб связано с необходимостью создавать одноразовые инструменты для нарезания подобных винтовых линий. В таблицах указан стандартный шаг резьбы, а также дополнительные мелкие значения. Здесь тоже имеются свои предпочтения
Проще использовать номинальные параметры. Инструмент для нарезки выпускается предприятиями разных стран. Его несложно приобрести. Мелкие шаги востребованы только в специальных местах
Здесь тоже имеются свои предпочтения. Проще использовать номинальные параметры. Инструмент для нарезки выпускается предприятиями разных стран. Его несложно приобрести. Мелкие шаги востребованы только в специальных местах
В таблицах указан стандартный шаг резьбы, а также дополнительные мелкие значения. Здесь тоже имеются свои предпочтения. Проще использовать номинальные параметры. Инструмент для нарезки выпускается предприятиями разных стран. Его несложно приобрести. Мелкие шаги востребованы только в специальных местах.
Например, уменьшенный шаг резьбы применяют для изготовления шпилек, в двигателях внутреннего сгорания. С их помощью крепят головку блока к самому блоку цилиндров. Эти детали испытывают значительные нагрузки. Внутри движутся поршни, происходит процесс горения газа. Давление возрастает и убывает постоянно. Поэтому требования к соединению довольно высокие.
Мелкие шаги используют при сборке лопаток на турбинах. Вал турбины современного реактивного двигателя вращается с частотой 40…50 тыс. об/мин. Центробежная сила достигает громадных значений. Поэтому требования к узлам соединений повышенные.
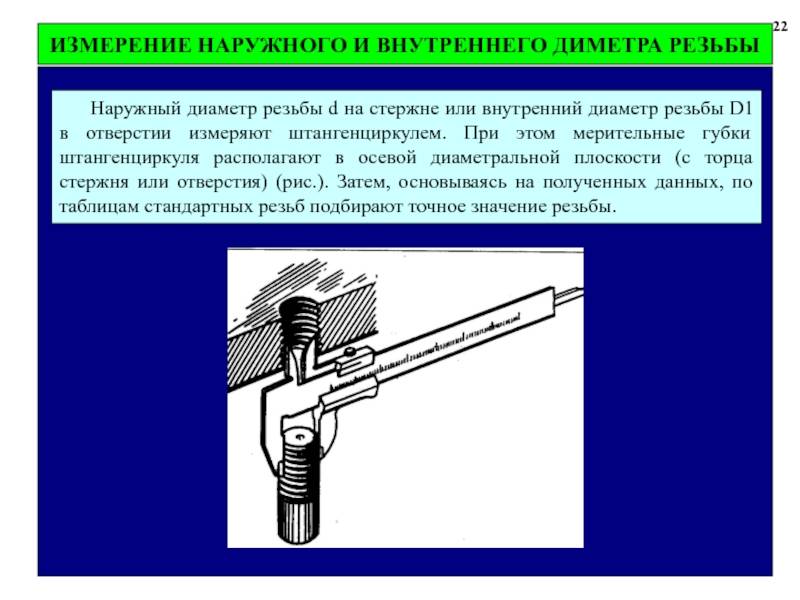
Измерение наружного диаметра резьбы
Контроль внешнего диаметра резьбы производится при использовании микрометрических инструментов, основу конструкции которых составляют микровинты. Расчёт происходит в соответствии со следующим алгоритмом:
- Микровинты прикладываются к профилю резьбы. Для корректировки местоположения инструмента необходимо произвести несколько вращений микрометра.
- Записать величину профиля нарезки для одной стороны. Значение рассчитываются, исходя из цены деления на шкале микровинтов.
- Приложить микрометр к противоположному концу профиля и вычислить его размер.
- Найти внешний диаметр нарезки, отняв от результата первоначального вычисления значение второго вычисления.
Как узнать размер заклепки
Полнотелые заклепки, оснащенные замыкающей головкой и устанавливающиеся с помощью молотка представлены в документах в виде аббревиатуры DxL. Расшифровка следующая:
- D — показатель диаметра тела;
- L — показатель длины.
В зависимости от используемых нормативов ГОСТ и конструкции полнотелой заклепки, возможна разница между способами определения длины метиза, поэтому предусмотрено 3 отдельных группы по видам:
- с выступающей головкой;
- крепежный элемент с потайной головкой;
- вариант с полупотайной головкой.
При изготовлении применяются разные ГОСТы:
- для метизов с головкой в форме цилиндра ГОСТ 10303-80;
- варианты с потайной головкой производятся согласно ГОСТ 10300-80;
- метизы с полукруглой формой головки ГОСТ 10299-80;
- полупотайной вариант ГОСТ 10301-80.
Также встречаются отрывные заклепки, монтаж которых производится за счет пистолета. Метизы в этом случае тоже обозначаются, как и предыдущие.
Если рассматривать стандарты производства, то можно выделить следующие:
- отрывные крепежные элементы с цилиндрической формой головки DIN 7337, ISO 15977, ISO 15979, ISO 15981, ISO 15983, ISO 16582;
- вариант, оснащенный потайным вариантом головки DIN 7337, ISO 15978, ISO 15980, ISO 15984.