Классификация устройств
Как уже говорилось выше, трубогибочные станки бывают нескольких видов. Они отличаются по комплектации, принципу действия и, как следствие, по ценовым категориям.
Основными являются три вида аппаратов.
Гидравлический. Такой трубогиб профильной трубы необходимо использовать, если своими руками и простым ручным прибором не обойтись. Он, конечно, отличается по стоимости, однако, имеет и больше преимуществ. Среди них:
- высокая скорость деформирования. Работая от сети, такое приспособление для гибки профильных труб обладает большей мощностью и выполняет поставленные задачи гораздо быстрее, чем ручной аналог;
- точность при установке угла сгиба. Этим данный вид отличается от предыдущего. Используя прибор на гидравлическом приводе, можно согнуть трубу под необходимым углом с точностью до градуса;
- простота в управлении и обслуживании. Простая конструкция устройства обеспечивает легкую работу и несложный ремонт;
- малые затраты сил оператора. Вам не придется прикладывать больших физических усилий для придания трубному изделию нужной формы;
- мобильность. Оборудование так же легко перемещается, как и предыдущий рассмотренный аналог;
- универсальность. Если простой прибор на ручном управлении не способен работать с некоторыми видами трубных изделий, то этот вид устройства достаточно мощный, чтобы гнуть сталь, даже если трубы не очень маленького диаметра.

Гидравлические трубогибы бывают ручными и электрическими, последний тип чаще применяют на производстве
На электроприводе. Такие приспособления обладают большей мощностью, точностью настройки угла сгиба, однако являются наиболее дорогостоящими.
По способу гибки также разделяют приборы на три класса:
- арбалетные, с помощью которых загибание происходит посредством использования формы определенного диаметра;
- ручные пружинные, работающие посредством мощных пружин;
- сегментные, представляющие собой сегмент из древесины или другого плотного материала с установленными на него дорнами, вокруг которого загибается труба.
Ручной. Самый дешевый и простой вид. Это мобильное устройство, обладающее небольшими габаритами и весом. Кроме этого, сделать подобный трубогиб для профильной трубы своими руками намного проще и дешевле. Однако, и ограничений у него достаточно. Такой нельзя применять в том случае, если объемы работы большие и требуется регулярное частое использование приспособления. Кроме того, процесс гибки займет больше времени и сил, а использовать такое оборудование можно только для деформирования алюминиевых, пластиковых труб, а также стальных при небольшом диаметре поперечного сечения.
Как сделать тиски из швеллера
Швеллер — это самый распространенный вид металлического изделия, который отлично подходит для изготовления тисков. Рассмотрим подробно, как можно сделать самостоятельно тиски, используя для этого швеллер.

Инструкция по изготовлению тисков из швеллера выглядит следующим образом:
- Изначально подготавливается основание будущих тисков. В качестве основания используется швеллер, в котором проделывается прямоугольное отверстие
- С торцевой стороны приварить к швеллеру пластину, которая будет являться неподвижной губкой инструмента
- Изготавливается упор, состоящий из гайки и направляющего штуцера. К этому упору будет крепиться подвижная губка инструмента
- Крепим к упору подвижную губку инструмента
- Устанавливается винт, к которому надо приделать рукоятку для его перемещения
- В итоге получаются готовые к применению тиски, сделанные самостоятельно из швеллера
На видео ниже детально показан процесс, как изготавливаются тиски из швеллера
При этом важно учитывать, что вовсе не обязательно все детали подвергать обработке. Винт можно сделать из шпильки диаметром 16 мм или же выточить на токарном станке. При этом учитывайте, что также понадобится изготовить гайку с соответствующей резьбой
При этом учитывайте, что также понадобится изготовить гайку с соответствующей резьбой.
Чтобы самодельные зажимные устройства прослужили долгое время, их необходимо покрасить. Для закрепления полученного изделия, требуется в нижней части к швеллеру приварить пластину, в которой проделать предварительно отверстия. Теперь самодельный инструмент готов к эксплуатации для зажима различных заготовок.
Как сделать трубогиб своими руками?
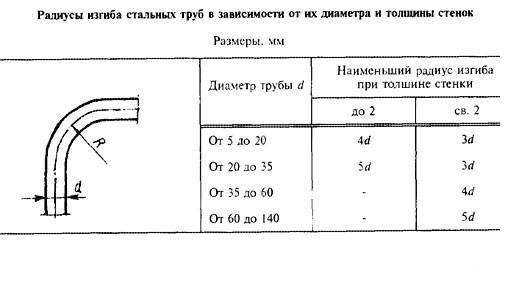
Прежде всего, немного теории. Для сгибания трубы нужно знать, какой радиус можно безопасно придать изгибу. Он зависит от нескольких величин:
- Металла, из которого сделана труба;
- Диаметра трубы;
- Толщины стенок.
Конечно, грубой силой можно согнуть трубу и под меньшим радиусом. Но тогда качество сгиба может заметно ухудшиться: труба сплюснется, внутренний диаметр окажется неравномерным. Прочность такого сгиба будет меньше прочности трубы. А если радиус будет совсем мал, труба может просто сломаться.
Узнать минимальный радиус для труб каждого типа можно в специальных справочниках. Справочную таблицу для определения радиуса сгибания труб можно отыскать и на просторах Всемирной паутины.
Когда Вы определили радиус сгиба, можно переходить к выбору конкретного способа выполнения этой операции.
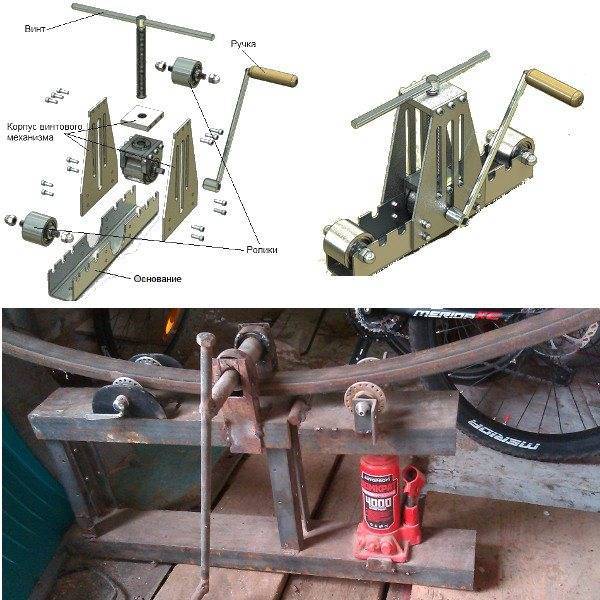
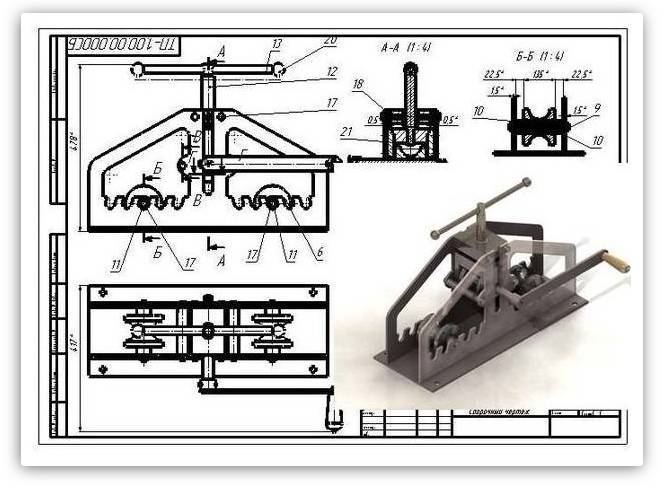
Как изготовить трубогиб для круглых труб с гидравлическим приводом
Если речь идет о выполнении не просто каких-то домашних ремонтных работ, а о профессиональной деятельности, то стоит задуматься об изготовлении более сложного гидравлического трубогиба. С его помощью при гибке труб можно будет снизить затраты физических сил, ведь нагрузка придется на гидравлический домкрат.
На этапе составления чертежа устройства нужно предусмотреть, из какого материала будут изготовлены боковины. Оптимально для этого подойдет прут арматуры сечением 18-20 мм, а также уголки со стороной в 25 мм. Кроме того, для боковин понадобится листовое железо толщиной 10 мм с высверленными отверстиями для фиксации опор.
В качестве опоры используют трубку соответствующего диаметра, в которую нужно будет приварить болт сечением 18 мм. По центру опоры будет расположено полукруглое отверстие, что также нужно отразить на чертеже. В эту выемку должна будет упираться заготовка, которую будут сгибать на гидравлическом ручном трубогибе.
Для создания пуансона потребуется листовой металл 4 мм толщины, из которого нужно будет вырезать полукруглые заготовки. Радиус этих деталей должен соответствовать планируемому радиусу сгиба трубы. На следующем этапе берут трубу сечением 32 мм и разрезают ее на две части. Одну из частей загибают по форме пластин-заготовок, а после – все детали сваривают. Для дополнительной прочности пуансона в гидравлическом трубогибе, внутри него приваривают перемычки, обеспечивающие ребра жесткости.
В центральной части платформы приваривают трубку. Ее назначение – упор для гидравлического привода, которым служит домкрат. Все это нужно обязательно проработать и предусмотреть в чертеже, согласно которому будет производиться сборка гидравлического трубогиба. Кроме того, такая схема позволит подготовить перечень материалов и комплектующих, имеющих нужные параметры. При этом ряд элементов для инструмента нужно будет предварительно заказать у токаря.
Таким образом, собрать тот или иной тип ручного трубогиба не так уж сложно. Тем более что существует масса вариантов и чертежей готовых изделий, которые можно взять на вооружение, чтобы изготовить самостоятельно необходимый в хозяйстве инструмент.
Устройство самодельного трубогиба Самодельный трубогиб для профильных труб Гидравлический трубогиб с электроприводом Сгибание труб без применения трубогиба
При работе с трубами часто возникает необходимость изменить форму трубы, проще говоря, согнуть её.
Сделать это можно на специальном оборудовании, или даже купить изделие готовой формы. Но намного проще и дешевле изготовить простой трубогиб своими руками. Использование такого несложного инструмента значительно облегчит и ускорит работу.
Разновидности трубогибов
Эти механизмы предназначены для сгибания различного проката, труб и прутков без разрушения их структуры в поперечном сечении.
Принцип работы:
Механические ручные. Предназначены для деформации различных профилей небольших размеров, преимущественно из мягких металлов.
Гидравлические. В основном арбалетного типа, используются для придания рызличным профилям криволинейной формы в конкретном месте.
С храповым механизмом. Используется физическая энергия человека и при этом. достигается фиксация величины изгиба после каждого движения рычага.
С электрическим приводом. Облегчает работу, но финансовые затраты значительно выше.
Арбалетный трубогиб с пуансоном сделать самостоятельно
Называются трубогибочные станки по причине схожести с таким видом оружия, как арбалет. Только вместо стрел используется гидравлический домкрат, воздействующий на профиль или трубу, выполняя их изгибание. Чтобы сконструировать трубогибочную машину арбалетного типа, понадобится воспользоваться сварочным аппаратом. Для реализации задумки понадобится выполнить следующие действия:
- Изготавливается рама конусообразной конструкции. Для этого применяются уголки, швеллера, профиль и т.п.
- Две стальные пластины соединяются при помощи подвижных вальцов, посредством которых происходит изгибание детали
- Внутри между вальцами располагается домкрат, на который надевается башмак С-образной формы или пуансон
- На башмаке должны быть канавки, посредством которых исключается вероятность соскальзывания трубки или профиля
Это интересно!Пуансон можно купить или изготовить самостоятельно. Для изготовления понадобится трубка, из которой изготавливается посадочное место под изгибаемый материал.

Использовать подобные трубогибы рекомендуется для сгибания труб, так как другие формы изделий посредством такого станка будут попросту деформироваться. Сделать такое приспособление не трудно, но для этого понадобится гидравлический домкрат.
Ниже в видеоролике показано, как сделать арбалетный трубогиб своими силами.
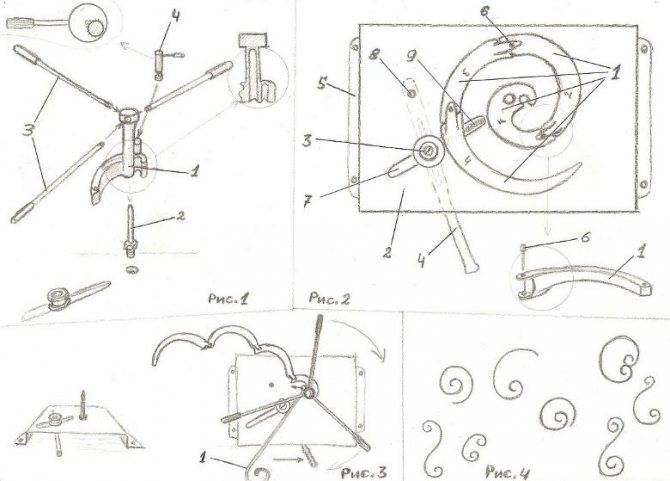
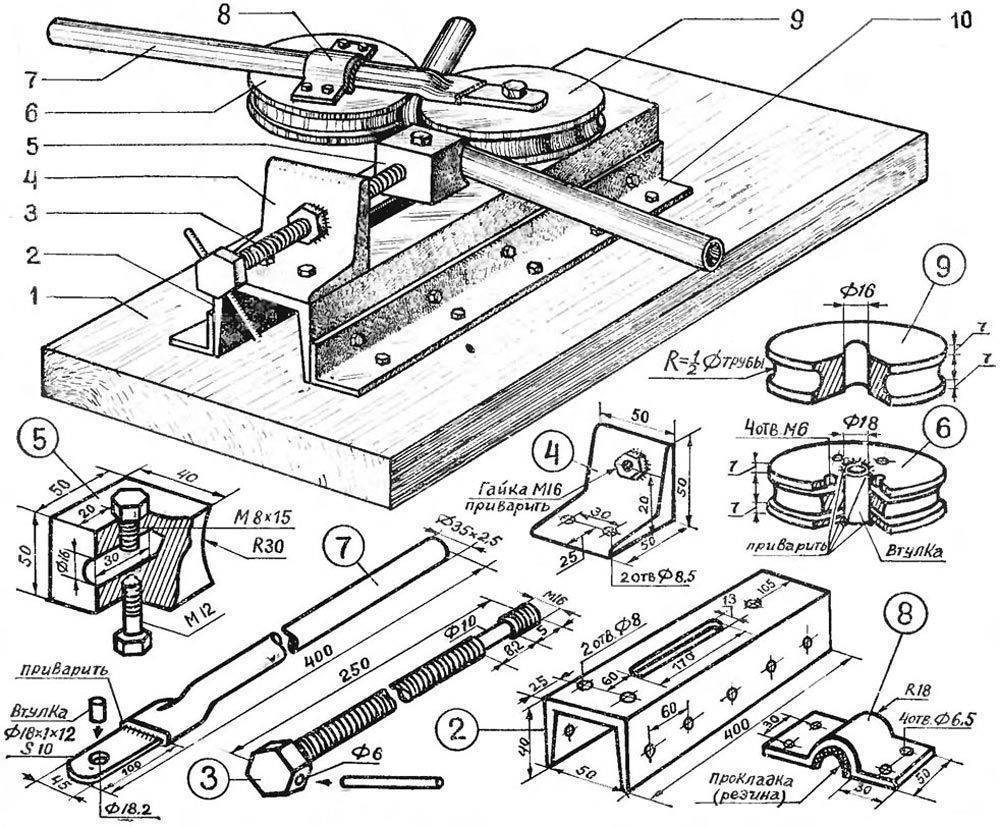
Ручной кромкогиб своими руками
Остановимся на варианте проектирования и изготовления ручного кромкогиба с одновременным получением внутреннего или внешнего контура по всей длине предварительно размеченной заготовки. Общий вид приспособления представлен на рисунке. Такой ручной кромкогиб можно использовать не только в автосервисе, но также при производстве кровельных работ, изготовлении жестяных вентиляционных коробов и прочих пространственных изделий из листового металла.
Размеры самодельного кромкогиба с ручным приводом определяются в зависимости от наибольших размеров заготовки, для которой производится отбортовка. Например, при больших в плане изделиях целесообразнее соорудить стол из дерева или многослойной фанеры, на котором и крепить кромкогиб, в остальных случаях конструкция сваривается из швеллеров и листового металла.
Конструкция ручного кромкогиба рассчитана на последовательное выполнение двух переходов:
- прижима заготовки при помощи струбцины и нижнего прижима;
- отбортовки по заданному контуру поворотом рукоятки с расположенным на ней пуансоном.
Обычно рекомендуют выполнять сварной вариант такого узла, но это нецелесообразно: параметры кривой отбортовки могут измениться, а пуансон сменить уже невозможно. Поэтому, учитывая небольшие усилия, возникающие при деформировании лучше изготовить сборно-разборный пуансон, который представляет собой совокупность отдельных модулей, характеризующихся своим радиусом закругления и высотой кромки.
Крепление таких пуансонов на балке выполняется при помощи болтов (разумеется, что все посадочные места должны быть спроектированы и выполнены с максимально возможной точностью).
Само кромкообразование выполняется после того, как заготовка надёжно зафиксирована между верхним и нижним прижимами (последний обеспечивает плавность прижима за счет пружины, насаженной на стержень в верхней плоскости). Совмещение двух половинок отбортовочного штампа производится при перемещении опорного кронштейна по сопрягаемой поверхности ограничителей, которые выполняют роль направляющих элементов ручного кромкогиба.
Изменяя конфигурацию пуансонных модулей, можно выполнять отбортовку не только под прямым, но и под любым другим углом – вплоть до 110…120º (для этого достаточно лишь предусмотреть небольшой скос на ограничителе, который виден на рисунке).









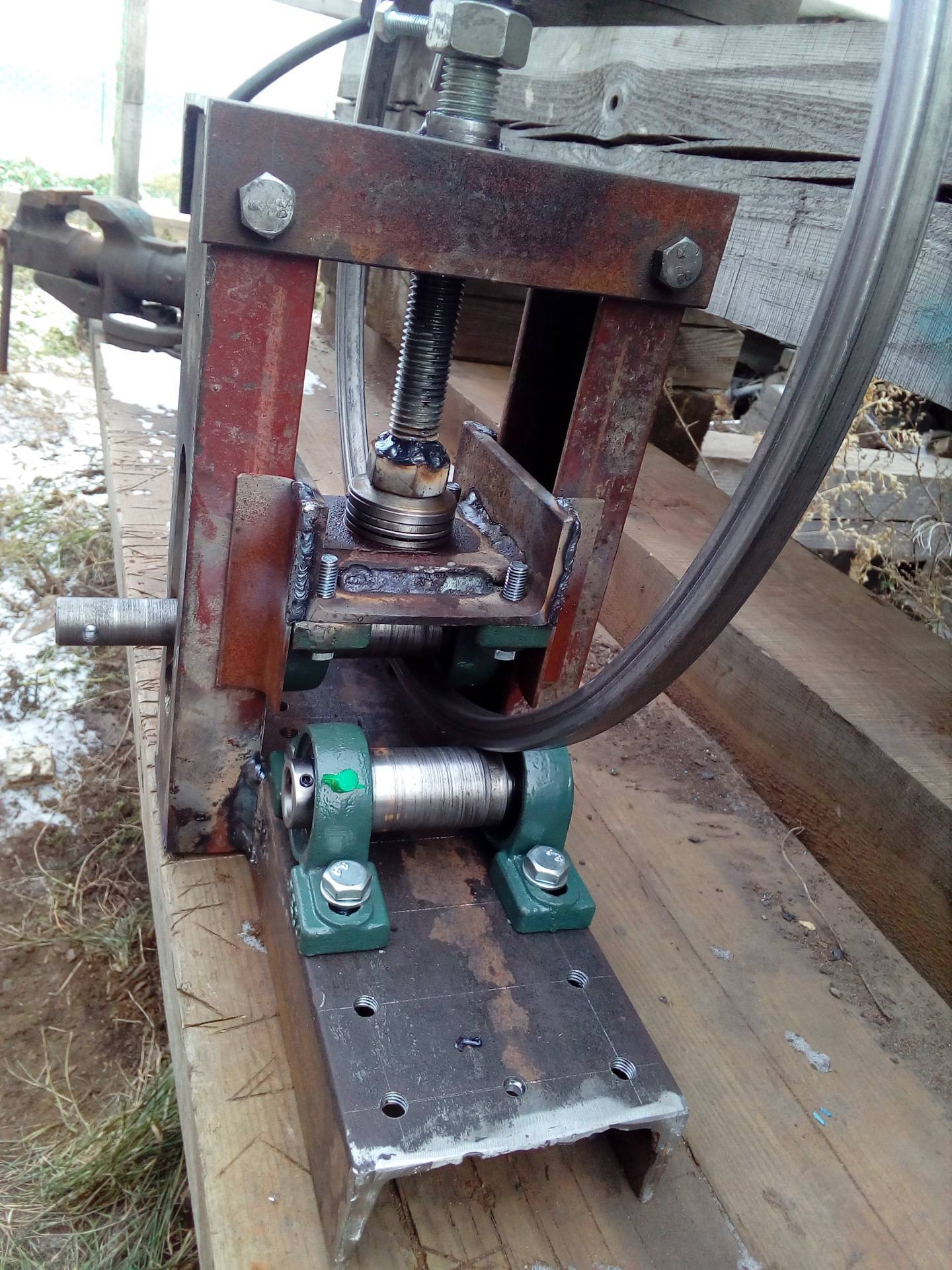
Как сделать трубогиб с прокаточным роликом из стали
Мастера по изготовлению ворот и прочих изделий, работу которых можно назвать ювелирной, нуждаются в использовании трубогибочных станков. Если вариант по изготовлению станка из дерева не подходит (ведь он имеет низкую стойкость), то предлагается изготовить подобную конструкцию из стали.
Для изготовления трубогиба из металла с прижимным роликом понадобится выполнить следующие действия:
- Сварить два уголка друг с другом. Выступ уголков зажимается в тисках. Эти уголки играют роль основания будущего устройства
- Приварить на основание упор, в качестве которого можно использовать отрезок трубы
- Далее изготовить конструкцию в виде барабана. Для этого используются круглые пластины, диски, ступицы (все, что есть в хозяйстве). Из них изготавливается барабан, по которому будет происходить изгиб. Чем больше диаметр барабана, тем большего радиуса можно гнуть трубу. Кстати, в зависимости от поставленной технологической задачи, можно сделать, чтобы барабаны можно было менять
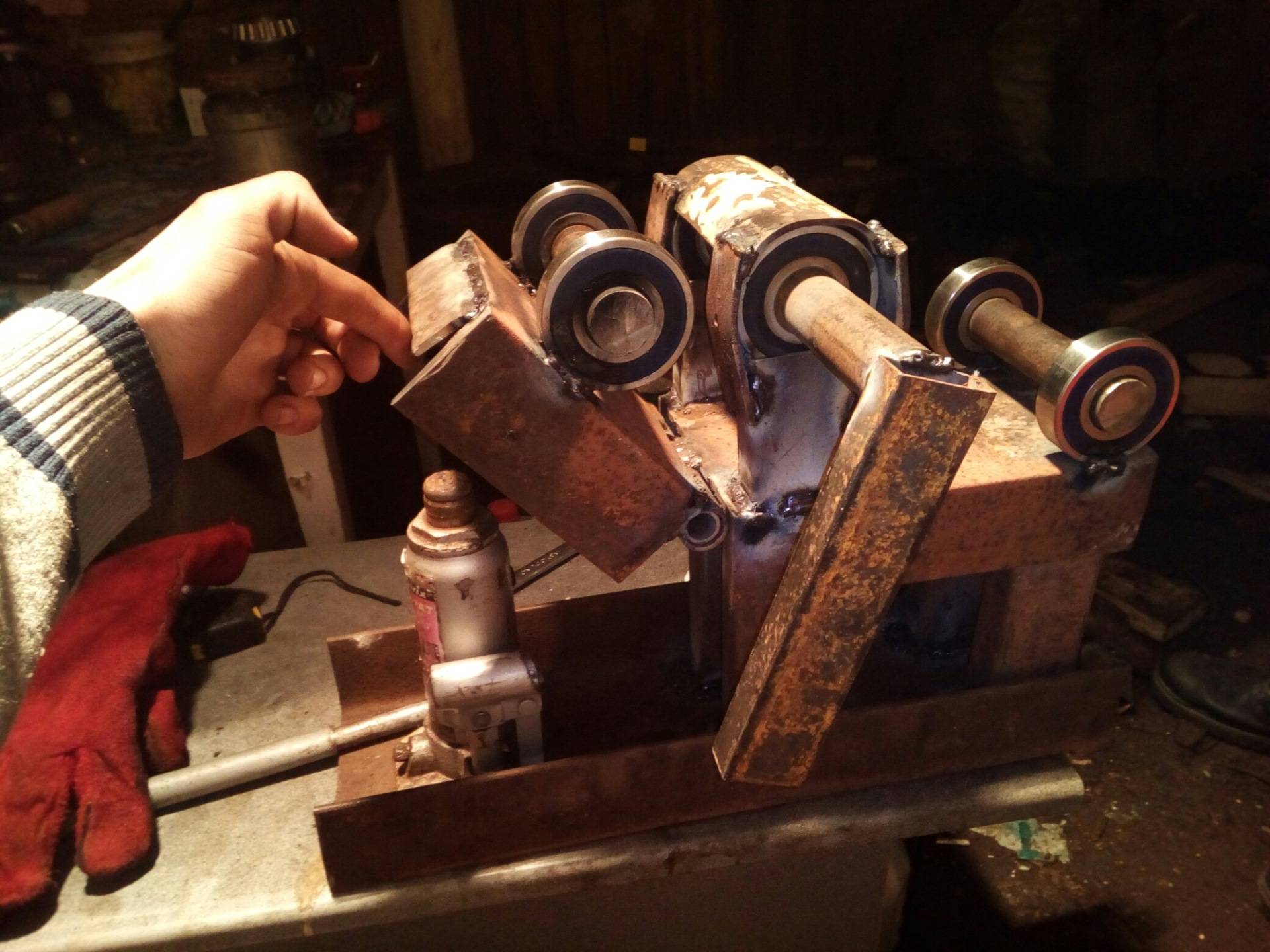
- На завершающем этапе остается только изготовить П-образную конструкцию, на которой располагается прижимной ролик (он делается из набора подшипников одинакового диаметра)
- П-образная конструкция крепится к валу барабана, и получается в итоге приспособление, следующего вида
Принцип работы приспособления простой и незамысловатый. Гнуть трубы большого размера не получится, так как все зависит от запаса физической силы у мастера. Ведь станок этот ручной, поэтому понадобится приложить немало усилий, чтобы согнуть разные материалы.
Весь процесс изготовления такого станка показан на видео ниже.
Трубогибы для быстрого сооружения теплицы
Если нужно сделать теплицу в домашних условиях, то для этого вовсе не обязательно изготавливать самодельное приспособление для сгибания труб и профиля или вовсе покупать его. Есть простейший способ, как научиться изгибать металлические детали, чтобы в последующем изготовить из них теплицу. Перед рассмотрением этого способа надо отметить, что его недостаток в том, что требуется много времени для достижения результата.
Если учесть, что для этого практически ничего не понадобится, то этот недостаток можно считать неактуальным. Чтобы согнуть профиль или трубу в виде полумесяца для изготовления теплицы, понадобится сделать Т-образный трубогиб.
- Соединить две трубы — одна длинная, которая выступает в качестве рукоятки или держателя
- Вторая трубка короткая — 10-15 см. Диаметр этой трубки должен быть в 1,5-2 раза больше, чем изгибаемая заготовка
- Для увеличения прочности соединения двух трубок, рекомендуется их тщательно проварить сваркой, дополнительно воспользовавшись стальными уголками или пластинами

Этот метод требует приложения физических усилий, а еще он неудобен в реализации, но если нет других вариантов, то этот способ работает эффективно, и не требует изготовления специального станка.
Разновидности трубогибочных станков
Сегодня все трубогибочные устройства, которые используются на различных предприятиях, можно классифицировать по одному основному показателю — конструктивному исполнению. В зависимости от особенностей конструкции выделяют следующие разновидности трубогибочных машин:
- Ручные. Такие устройства используются на небольших предприятиях и подразумевают приложение физических усилий при гибке труб. Как правило, такие компактные станки являются переносными и применяются в строительной сфере. Стоит отметить, что мобильность таких станков позволяет использовать их непосредственно на строительных площадках.
- Гидравлические. Устройства, функционирующие от гидравлического привода, очень похожи (по конструктивному исполнению) на ручные станки, но могут быть как переносными, так и стационарными. Основное отличие таких машин от ручных моделей — наличие гидроусилителя. Этот элемент позволяет обрабатывать изделия с показателями сечения до 20 мм без использования значительных физических усилий.
- Электрические. Отличаются большими размерами и функционируют от электроэнергии. При изгибе детали такие стационарные станки обеспечивают высокую точность угла. А также стоит отметить, что трубогиб электрический промышленный может гнуть изделия с большими показателями сечения и тонкими стенками.

Приспособления ручного типа используют в быту для работы с трубами небольшого диаметра
Все электрические трубогибочные машины подразделяются на три основных вида, в зависимости от того, насколько они автоматизированы. Рассмотрим эти виды:
- ручные;
- полуавтоматические;
- автоматические с числовой программой управления (ЧПУ).
Станки с компьютеризированной системой управления являются наиболее функциональными из всех. Благодаря системе ЧПУ появляется возможность программирования параметров угла и радиуса изгиба детали. Такие устройства могут работать в полностью автоматическом режиме, где все процессы контролируются компьютерной программой (в том числе поставка детали и регулировка дорна).
Стоит отметить, что трубогибочные станки для обычных и профильных труб отличаются. Ручные трубогибы стоят довольно недорого, однако, они гораздо менее производительны, чем электрические модели.
Самые популярные варианты самодельных трубогибов
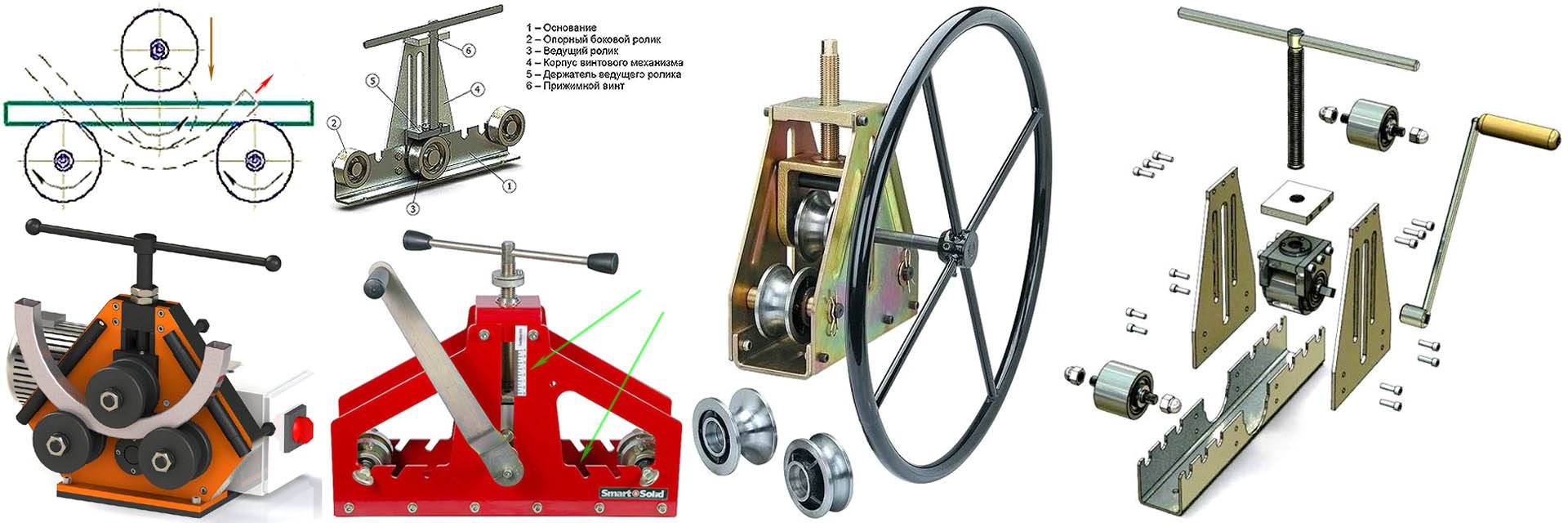
Самыми технологичными и универсальными являются трубогибы, работающие по принципу прокатки. Именно такие устройства, часто оснащенные электроприводом, используют профессионалы, постоянно сталкивающиеся с необходимостью гибки труб из различных материалов, в том числе и из нержавеющей стали.

Вариант самодельного трубогиба
Основу конструкции такого устройства составляют три вращающихся ролика, один из которых является прижимным. Благодаря постепенно увеличивающемуся давлению прижимного ролика и повторяемой для каждого нового положения ролика прокатке сгибание трубы осуществляется наиболее щадящим способом, ее стенки подвергаются растягивающим манипуляциям очень равномерно.
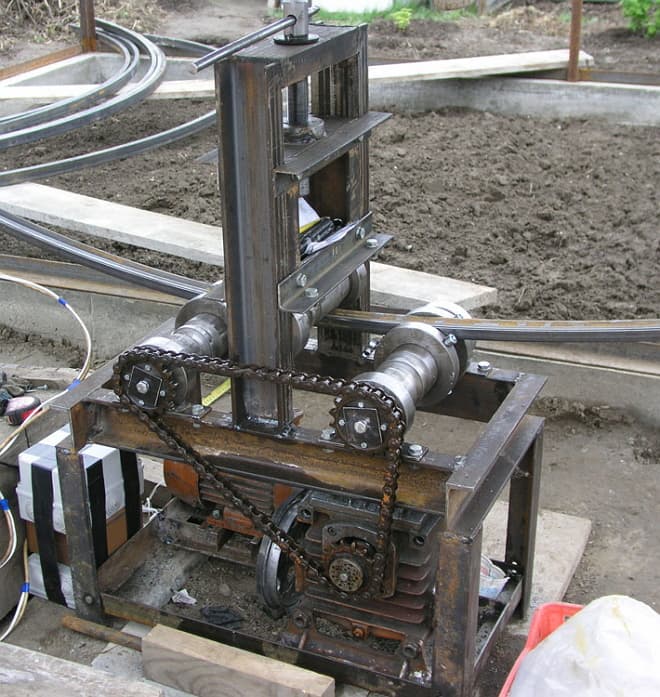
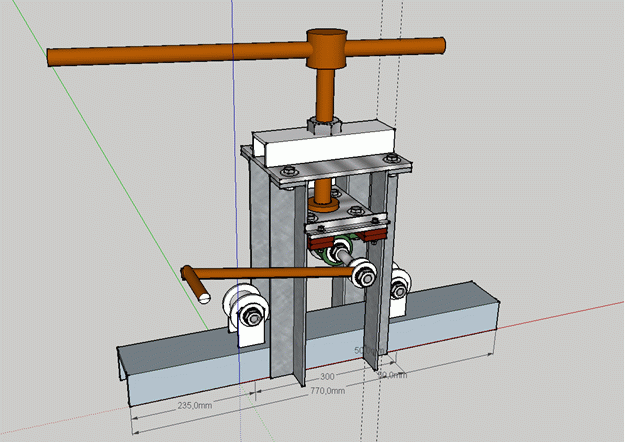
Самодельный трубогиб с электроприводом, сделанный своими руками
Компьютерная модель трубогиба Компьютерная модель трубогиба Чертеж прижимного винта Чертежи валов Чертежи валов Чертеж кольца Комплектующие трубогиба Комплектующие трубогиба Процесс сборки Привод от двигателя Привод от двигателя Вид со стороны валов
Самое главное, что позволяет делать такой трубогиб, – это регулировать радиус изгиба обрабатываемого изделия. Вариантов конструктивного исполнения такого универсального устройства может быть несколько: на элементах рамной конструкции расположены вращающиеся упорные ролики, а также колесо, с помощью которого прокатывается труба; боковые несущие поверхности и основание делается из листового металла, а для перемещения прижимного ролика используется винтовая передача. На устройствах второго типа можно изменять минимальный радиус изгиба, что достигается за счет изменения положения опорных роликов.

Валы данного трубогиба позволяют комфортно работать не только с круглыми трубами, но и с профильными
Несущую конструкцию для такого трубогиба можно изготовить из дерева. Металлическими в нем останутся оси роликов, шток, крепежные элементы и ручка для прокручивания роликов, которые также можно изготовить из древесины или полимерных материалов.
Выше мы рассмотрели трубогибы, в которых процесс протягивания обеспечивается за счет вращения прижимного ролика. Есть также категория устройств, в которых движение трубы задается при помощи вращения опорных роликов.

Вариант с винтовым домкратом
Трубогиб электрический или ручной, в котором вращение передается одному ролику, обладает ограниченными возможностями. Для трубогиба, в котором вращаются оба опорных ролика, характерна более сложная конструкция, так как необходимо передавать вращение сразу двум элементам.
Более удобным, по мнению многих специалистов, является трубогиб, в котором прижимной ролик расположен снизу. Некоторые мастера придерживаются мнения, что контролировать сгибание труб на нем значительно проще, они не загораживаются верхней несущей конструкцией.
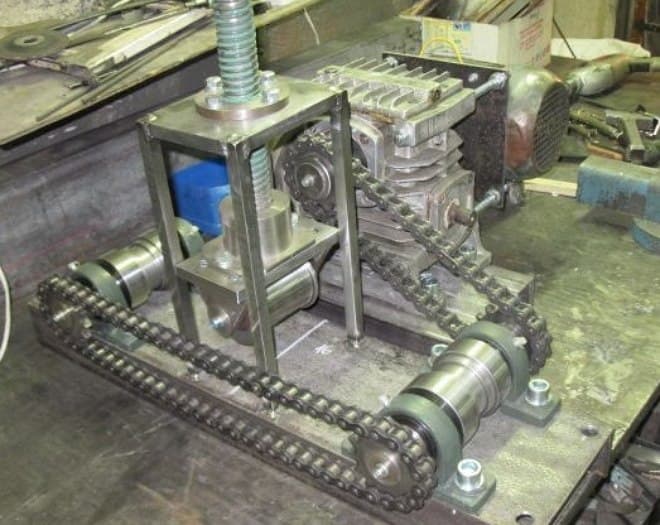
Трубогиб с электромотором и приводом через две цепи
Любое устройство для гибки труб является достаточно несложным приспособлением, работа которого основана на элементарных законах механики. Если потребность в сгибании нержавеющих, металлопластиковых труб, а также труб из других материалов возникает нечасто, то можно ограничиться и ручным устройством.
Варианты трубогибов
Другой способ – получение сегмента требуемой окружности посредством металлических крючков, прибитых на плоскость, как на фото. Это самый дешевый метод гибки, правда, нужны надежные крючки и податливая труба. Преимущество данного приспособления в том, что эти крючки всегда можно перебить по другой линии, чтобы гнуть заготовки другого радиуса.
Трубогибы для преобразования профильных труб намного сложнее – нужно больше сила для деформации. Зато мощным приспособлением с прижимными роликами, не уступающим гидравлическому аналогу, в бытовых условиях можно получить любую кривизну, даже идеальную окружность.

Гибка заготовки выполняется посредством роликов и цилиндра – производится намотка или прокатка, а цилиндр свободно перемещается.

Чтобы соорудить трубогиб, нужны детали, как на чертеже – пластины и уголки, упор и рукоять.
О том, как сделать трубогиб более сложноготипа, смотрите видео.

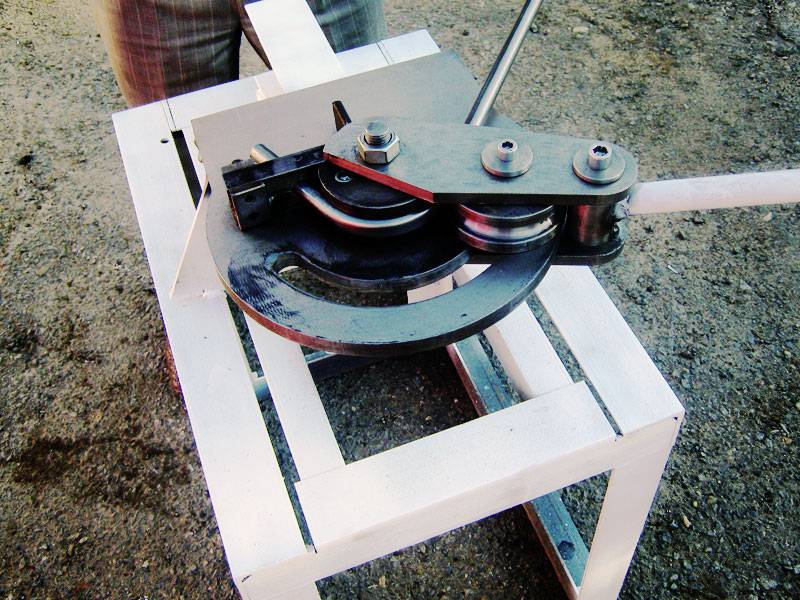
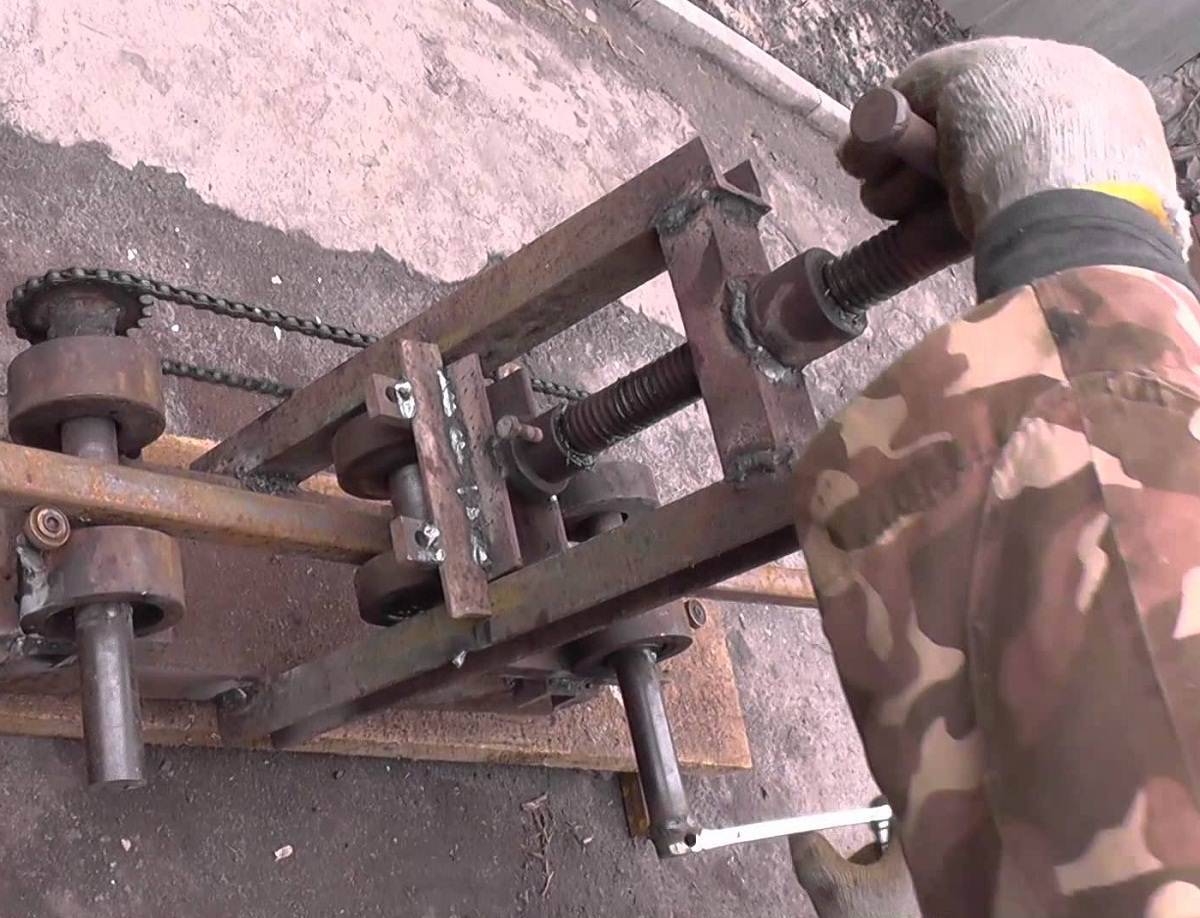
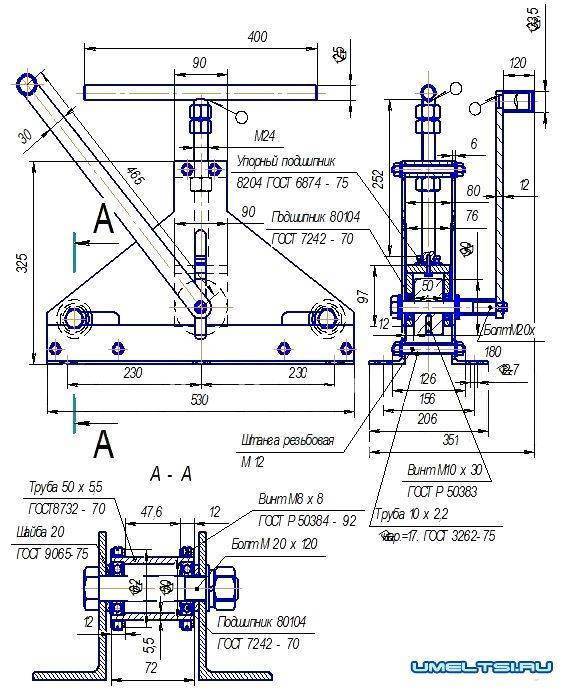
Трубогиб с поворотной платформой
Этот вариант хорош тогда, когда к искажению формы конечного сечения особых ограничений не предъявляется. Принципиально он отличается тем, что один конец изгибаемой заготовки закрепляется, второй гнётся по нужному радиусу при помощи поворотной платформы. Элементы конструкции такого трубогиба:
- Корпус.
- Зажим с регулируемыми резиновыми губками.
- Вертикальная ось.
- Поворотная платформа, включающая в себя профильный ограничитель (он может быть переустанавливаемым).
- Привод (зубчатая или цепная передача; при необходимости увеличить скорость гибки, такая передача должна иметь усилитель крутящего момента – мультипликатор).
- Рычажная рукоятка.
Область рационального применения трубогиба с поворотной платформой – сгибы с радиусами r, которые многократно превышают толщину стенки трубы h. Рекомендуется соотношение r > (5…6)h.
Для малопластичных труб, изготовленных из средне- и высокоуглеродистых сталей (марок от сталь 50 и выше), такой метод следует применять с известными осторожностями, поскольку в области изгиба возникают довольно большие растягивающие напряжения, которые могут вызвать образование трещин в металле. Чтобы обойти это ограничение, деформируемый участок трубы лучше подогреть паяльной лампой
Важно помнить, что изгиб с растяжением преодолевает проблемы разрушения заготовки, которые могут возникнуть при изгибе со сжатием
Фото трубогиба своими руками





Также рекомендуем просмотреть:
- Вентилятор своими руками
- Прикормка своими руками
- Откатные ворота своими руками
- Ремонт компьютера своими руками
- Станок по дереву своими руками
- Столешница своими руками
- Брусья своими руками
- Лампа своими руками
- Котел своими руками
- Установка кондиционера своими руками
- Отопление своими руками
- Фильтр для воды своими руками
- Как сделать нож своими руками
- Усилитель сигнала своими руками
- Ремонт телевизора своими руками
- Зарядное для аккумулятора своими руками
- Точечная сварка своими руками
- Дымогенератор своими руками
- Металлоискатель своими руками
- Ремонт стиральных машин своими руками
- Ремонт холодильника своими руками
- Антенна своими руками
- Ремонт велосипеда своими руками
- Сварочный аппарат своими руками
- Холодная ковка своими руками
- Дымоход своими руками
- Заземление своими руками
- Стеллаж своими руками
- Блок питания своими руками
- Светильник своими руками
- Жалюзи своими руками
- Светодиодная лента своими руками
- Нивелир своими руками
- Замена ремня ГРМ своими руками
- Лодка своими руками
- Как сделать насос своими руками
- Компрессор своими руками
- Усилитель звука своими руками
- Аквариум своими руками
- Сверлильный станок своими руками
Помогите проекту, раскажите друзьям:
Главные правила
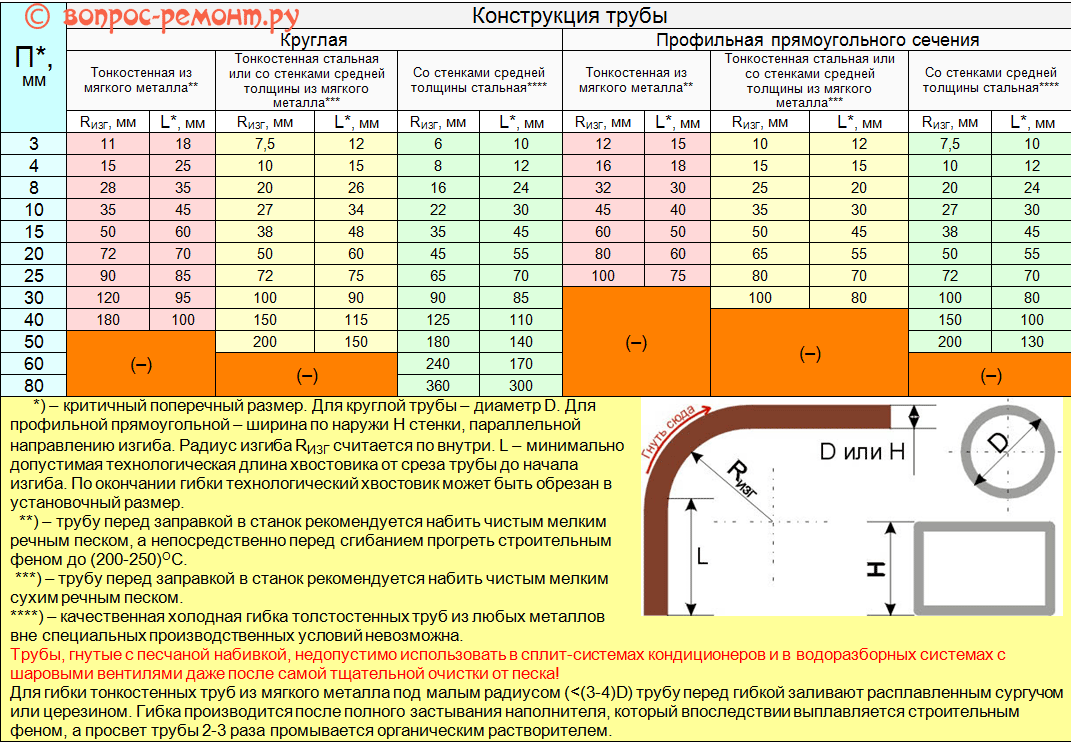
Основные причины дефектов изгибания труб – неправильный (чаще – слишком малый) радиус изгиба и короткий технологический хвостовик («хвост»), расстояние от ближайшего к изгибу конца трубы до его начала. «Хвост» нужен не только для надежного закрепления трубы, «хвост» еще и поглотитель отдачи технологических напряжений. Совершенно правильный трубогиб может дать волну или брак (паразитный изгиб).
Правила выбора радиуса изгиба трубы RИЗГ и длины технологического хвостовика L сведены в табл.:
ИЗГИЗГ
- Если разница реального и ближайших табличных значение поперечника трубы П более 10%, значения исходных расчетных величин вычисляем интерполяцией. В противном случае – берем ближайшее.
- Приводят табличный RИЗГ к относительной величине rИЗГ, т.е. выражают его в диаметрах трубы D или ее высотах H.
- Для труб диаметром до 10 мм из rИЗГ вычитают 1.
- Для труб диаметром от 11 до 15 мм из rИЗГ вычитают 0,85.
- Для труб диаметром от 16 до 24 мм из rИЗГ вычитают 0,75.
- Для труб диаметром от 25 до 40 мм из rИЗГ вычитают 0,65.
- Для труб диаметром более 40 мм из rИЗГ вычитают 0,5.
- Переводят относительный rИЗГ обратно в численный (миллиметровый) RИЗГ.
- От полученного значения RИЗГ берут ближайшее практически удобное большее.
Пример: нужно выгнуть из стальной трубы 24х24х1,5, т.е. уже относящейся к тонкостенным, сложные полуарки для цветочного домика или шалаша. Строение нежилое, легкое, сложная полуарка несущей конструкцией не является (см. далее), т.е. «водопроводно-бытовые» волна и тянучка приемлемы. Берем данные для трубы H=25. По табл. находим rИЗГ = RИЗГ/H = 80 мм/25 мм = 3,2. Вычитаем поправку (для трубы H=25!): 3,2 – 0,65 = 2,55. Переводим обратно в миллиметры (снова по табличному H=25!): 2,55х25 = 63,75 мм. Т.е., если взять новый радиус изгиба 65 мм вместо «бездефектного» 80, то подбор гибочного приспособления и работа упростятся, возможности художественного выражения формой строения увеличатся, а видимых в готовом строении и/или опасных дефектов не будет.
Просто – радиус
Конкретный трубогиб разрабатывается под радиус изгиба в определенных пределах. Но для выбора прототипа конструкции сразу нужно знать только его очень обобщенное значение:
- на малые радиусы RИЗГ<5D (или 5H);
- на средние радиусы 5ИЗГ<20 D или H;
- на большие радиусы 20D(H)ИЗГ;
Варианты устройства
Есть проверенный дедовский способ, но его эффективность невысокая, а трудоемкость, напротив, значительная. Для этого берут полую трубу, засыпают ее песком, закрывают заглушками оба края. Затем необходимо взять газовую горелку и докрасна накалить участок. Чтобы не было непроизвольного сгибания, рекомендовано использовать трафарет, но большинство подобных процедур происходит просто с помощью любого стального крепкого бруска, о который можно упереть металл.
Но чтобы получить достаточно высокую точность, а также сделать весь процесс значительно проще, мастера используют трубогибы.
Разновидности устройств:
- Рычажные. Они работают по типу классического рычага, то есть нужно приложить усилие на одном конце, а второй установить в шаблоне.
- Ручные.
- Дроновые.
- Арбалетные.
Последние очень ценятся среди специалистов, поскольку в ними можно производить изгиб даже на очень коротких трубках, не применяя нагрев детали.
Как выполняется гибка труб?
Для выгибания трубчатых изделий чаще всего требуется относительно незначительное усилие, поэтому промышленное оборудование в таких работах применяют редко. Но, конструкция трубогиба должна быть такой, чтобы в процессе гибки не деформировалось сечение трубы.
Деформация может произойти по таким причинам:
- Угол изгиба превышает 10-15°. В данном случае внутренняя часть профиля чрезмерно сжимается, а внешняя – растягивается. Из-за этого труба деформируется и может треснуть.
- Высокое содержание углерода в стальном сплаве (все марки, начиная со стали 40). Материал очень упругий, поэтому при изгибе может пружинить. Если контур изделия имеет сложную форму, пружинное усилие может составить 15-20%.
- Искажение торца трубы, если она ненадёжно зафиксирована. Торец принимает другое положение, его перпендикулярность к оси полностью теряется. Такую трубу возможно не удастся установить в конструкцию после гибки.
Поэтому сначала нужно детально проработать схему, по которой будет изготовлен профилегиб своими руками, чертежи, фото, видео помогут подобрать оптимальный тип конструкции.
Лучше использовать готовые чертежи, разработанные инженерами под соответствующее сечение профиля
Чтобы избежать деформации, также важно выбирать подходящие марки стали. Для гибки лучше всего подходит профиль горячей прокатки.
Также подходят изделия из мягких сплавов цветных металлов. На заготовке не должно быть следов коррозии и окалины, иначе усилие будет распределяться неравномерно.
Виды трубогибов
Рассматриваемая конструкция может классифицироваться по достаточно большому количеству признаков. В продаже встречаются универсальные варианты исполнения, а также для узконаправленного применения. Устройство различается по следующим признакам:
- По типу привода. Важным элементом конструкции можно назвать привод, который бывает гидравлический, электрический, ручной или электрогидравлический. В последнее время большее распространение получил электрический привод, так как он компактный и весьма эффективный. Гидравлический обладает большей эффективностью, но при этом сложен в эксплуатации, занимает много свободного пространства и требует периодического обслуживания. Трубогиб ручной отличается наличием механизма, который существенно увеличивает приложенную силу. Если рассматривать самодельный варианты исполнения, то делают именно ручной трубогиб своими руками. Кроме этого, можно создать своими руками трубогиб с электроприводом. А вот гидравлический вариант исполнения самостоятельно практически не изготовить.
- Классификация проводится и по степени мобильности. Выделяют стационарные и переносные варианты исполнения конструкции. В большинстве случаев, универсальный ручной трубгиб выполняется как переносная конструкция. Самодельный трубогиб для круглой трубы может крепиться к основанию различным образом. Стоит учитывать, что во время выполнения работы часть возникающего напряжения отводится именно на основание. Поэтому при создании самодельного варианта исполнения нужно обеспечить надежную фиксацию устройства.
- По способу воздействия на заготовку – основной признак классификации. К примеру, трубогиб арбалетного типа имеет свою особую конструкцию, которая подходит для гибки металлической или металлопластиковой трубы. Кроме этого, выделяют конструкцию, работающую по принципу обкатки, намотки или проката.
Трубогиб своими руками
Трубогиб самодельный для металлопластиковых труб может быть самого различного типа, но чаще всего создают механический тип, когда за счет особой конструкции передаваемое усилие увеличивается в несколько раз.
Простое приспособление для гибки металлических труб
Конструкция самодельного трубогиба зависит от объема и сложности работ, которые планируется выполнять с его помощью. Если устройство необходимо для одноразового использования (например, для строительства домашней теплицы), то нет необходимости в создании сложного трехвалкового механизма с гидравлической регулировкой радиуса загиба.
belor44 Пользователь FORUMHOUSE
Срочно нужно ставить теплицу. Хочу арочную, но ни на базе металлов, ни у знакомых нет трубогиба. Строить трубогиб на валах и роликах? Для этого нет ни времени, ни надобности. Считаю, что на одно строительство подходит приспособление для ручной гибки.
Да, действительно, чем проще трубогиб, тем меньше мороки с его изготовлением. Главное – правильно определить размеры приспособления, которые напрямую будут зависеть от радиуса гиба.
Представляем вашему вниманию устройство, изготовленное пользователем moning. Оно предназначено для работы исключительно с тонкостенными трубами, ведь гибка труб вручную – это тяжелый физический труд.

Moning Пользователь FORUMHOUSE
Эту штукенцию я делал под квадратную трубу 30*30. Радиус, который удалось получить, был примерно 1метр. По бокам приспособления можно приварить что-то вроде распорок или лапок, чтобы не кидало из стороны в сторону, когда давишь на трубу. По поводу перемычек внизу трубогиба: вначале труба подкладывается под верхнюю перемычку (для первоначального загиба), потом труба перекладывается под следующую перемычку (для дальнейшего продвижения).
Последовательная гибка нужна для того, чтобы при резком перегибе труба не пошла на излом.
Рассчитать размеры приспособления очень просто: для этого достаточно знать радиус гиба, который требуется получить на готовой детали. Полоса (шириной 40 мм), которая служит оправкой для сгибаемой заготовки, изначально имеет кривизну, обеспечивающую заданный радиус гиба (R).
Учитывая наличие упругих деформаций, радиус оправки должен быть чуть меньше, чем требуемый радиус гиба заготовки.
Как утверждает автор изобретения, радиус заготовки получается хоть и не значительно, но больше радиуса самой оправки.
Умея пользоваться сваркой, болгаркой и вспомогательными инструментами, данное приспособление можно изготовить менее чем за 1 день.
Каждая металлическая труба имеет свой предел упругости, следовательно, радиус гиба нельзя уменьшать ниже определенных значений. Допустимые минимальные радиусы можно взять из соответствующих таблиц.
Представляем пример таблицы допустимых радиусов для труб круглого сечения.Минимальные радиусы гибки труб в холодном состоянии
| Наружный диаметр трубы, мм | Радиус загиба, мин | |||
| 45 | 35 | 20 | 10 | |
| R загиба, мин | ||||
| 18 | 74 | 62 | 56 | 43 |
| 24 | 95 | 79 | 65 | 55 |
| 32 | 115 | 96 | 79 | 67 |
| 38 | 156 | 131 | 107 | 91 |
| 50 | 197 | 165 | 136 | 115 |
| 60 | 238 | 199 | 165 | 139 |
| 75 | 280 | 260 | 194 | 173 |
| 80 | 324 | 270 | 224 | 190 |
| 90 | 362 | 302 | 250 | 213 |
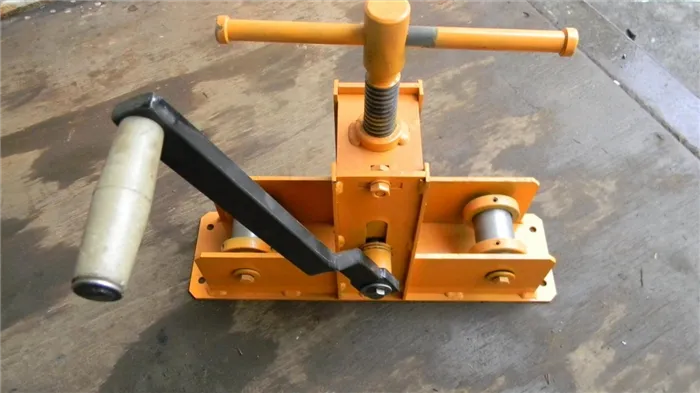
Улитковый трубогиб
В таком трубогибе перемещение нажимного ролика обеспечивается вилкой, скользящей в направляющих, которые снабжены ограничителями. В вилке просверлены отверстия для установки двух роликов – малого, который будет выполнять деформирование, и большого, для фиксации трубчатой заготовки. Для перемещения вилки с противоположной её стороны предусмотрена рабочая рукоятка.
Порядок работ:
- Изготовить прижимную вилку.
- Выточить нажимные ролики (можно со сменными вставками, которые будут определять внешний диаметр трубы).
- Вставить и закрепить ролики на вилке (можно и шплинтами, но лучше предусмотреть резьбовое соединение).
- Из листового металла толщиной не менее 8 мм изготовить основание, предусмотрев в нём отверстия под крепёж.
- Закрепить на основании ограничители хода вилки.
Недостатком улиткового трубогиба считается его малая производительность, поскольку ход вилки определяется размерами деформируемой части трубы, а также максимальным усилием деформирования. Зато улитковые трубогибы занимают мало места и просты в переналадке: достаточно переместить большой ролик в новое положение.