Токарный режущий инструмент
Помимо резцов для работы на токарном станке может понадобиться целый ряд другого металлорежущего инструмента. Его можно считать универсальным, используемым не только на токарных станках, но и в других видах металлорежущего инструмента и оборудования.
Токарю для работы могут понадобиться:
- Метчики – инструмент для подготовки внутренних резьб.
- Плашки – специальные гайки для нарезания стандартных наружных резьб. Как правило, используются однопроходные плашки. Нарезка нестандартных резьб осуществляется резцом.
- Зенкеры – металлорежущий инструмент для финишной, завершающей обработки отверстий и придания им требуемой точности.
- Сверла – инструмент для сверления отверстий, также используется в дрелях и сверлильных станках.
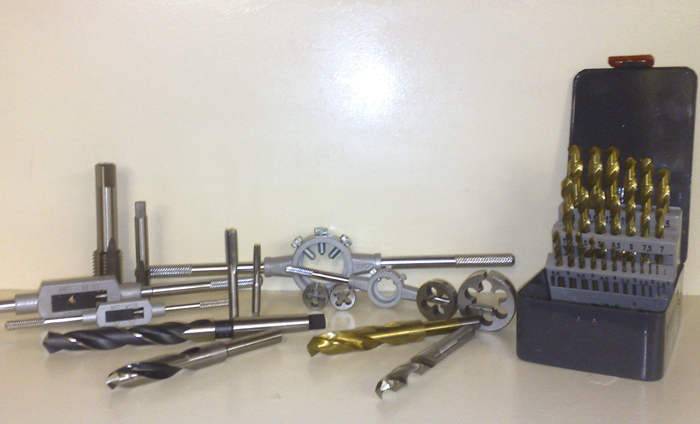
Все вышеуказанные виды оснастки могут иметь твердосплавные напайки для работы с прочными сплавами и повышения износостойкости инструмента
Также рекомендуем обратить внимание на съёмные твердосплавные пластины, которые можно устанавливать на резец при выполнении требуемых операций. Вариант использования съёмной режущей части более экономичен
СОБЛЮДАЙТЕ ОСТОРОЖНОСТЬ!
Без сомнения, вы слышали, что обдирочный резец не следует использовать для придания формы внешней поверхности чаш и тарелок.
Обсуждение этого момента, а также смена названия в англоязычной литературе возникли в связи с увеличением числа токарей по дереву, которые считали, что обдирочный резец было бы неплохо использовать для грубой обработки чаш и тарелок. Это вызвало многочисленные несчастные случаи.
И вот почему это происходит.
Во-первых, волокна при точении в центрах ориентированы параллельно оси. По большей части, древесина удаляется путём разрезания перпендикулярно волокнам. Однако традиционная чаша имеет две области, где древесные волокна ориентированы перпендикулярно поверхности, т. е. торцы. Торцы значительно труднее обрабатывать, чем волокна поперёк. Поэтому в момент обработки возникают резкие скачки усилия резания.
Также следует с осторожностью обрабатывать заготовки, которые содержат сучки. По сути, это те же торцовые волокна
Поэтому я и рекомендовал вам для первых тренировок в точении выбрать заготовку без сучков (рис. 15).
Рис. 15. Заготовки для точения в центрах и лобового точения (чаш)
Во-вторых, устройство широкого рейера таково, что его профиль выполнен путём сгиба плоской заготовки, а не фрезеровкой из круглого прутка и имеет тонкий хвостовик, который вставляется в рукоять. Соединение хвостовика и рукояти инструмента (рис. 16) являются слабым звеном инструмента: оно не такое прочное, как у резца для чаш, где круглый пруток вставляется в рукоять (рис. 17).
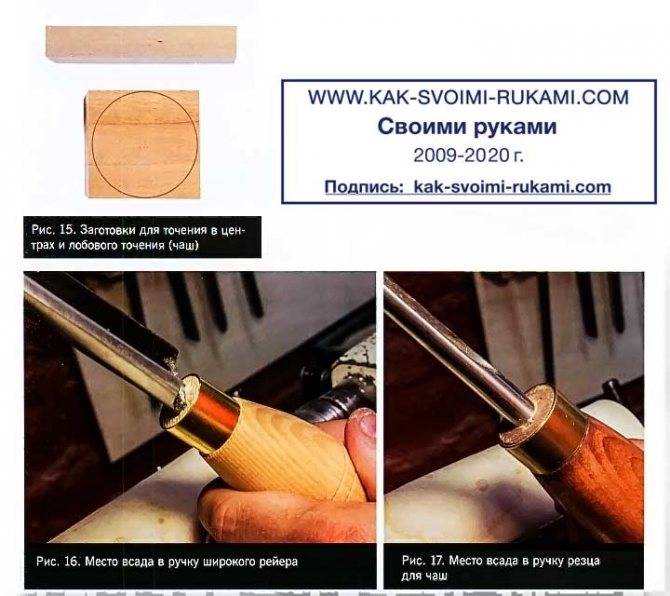
Рис. 16. Место всада в ручку широкого рейера
Рис. 17. Место всада в ручку резца для чаш
Теперь вы понимаете, что когда обрабатываете обдирочным резцом заготовку чаши, то дважды за оборот режущая кромка сталкивается с торцовым волокном. Делая тяжёлый рез или, что ещё хуже, сбивая углы, оставленные бензопилой, инструмент получает сильные удары и может сломаться там, где хвостовик входит в рукоятку.
К сожалению, траектория обломка резца бывает непредсказуема, а последствия — печальны.
https://youtube.com/watch?v=WZ14lwE0B_s
2 Классификация резцов для токарного оборудования
Токарные резцы делят на различные типы. По виду обработки они могут быть:
- расточными – применяются для получения отверстий (изготавливаются по ГОСТ 10044, 9795, 18872, 18063, 18062, 28981 и др.);
- проходными – для обработки деталей вдоль их оси вращения (ГОСТ 18869, 18878, 18868, 18877, 18870);
- канавочными – для формирования канавок на поверхностях (внутренних и внешних) цилиндрической формы (ГОСТ 18874 и 28978);
- фасочными – с их помощью производится снятие с заготовок фасок (ГОСТ 18875);
- подрезными – для торцевания либо уменьшения уступов (ГОСТ 29132, 28980, 18871, 26611, 18880);
- резьбонарезными – они предназначены для нарезания резьбы с помощью токарного станка (ГОСТ 18885 и 18876);
- фасонными – используются при выполнении специфических и индивидуальных металлообрабатывающих работ.
Также широко применяются отрезные токарные резцы, которые позволяют выполнять узкие канавки на заготовках и отрезать детали под прямым углом. Они производятся по ГОСТ 28987 (сборные пластинчатые) и ГОСТ 18874 (сделаны из быстрорежущей стали). По подаче резцовый инструмент относят к левому или правому. Левыми резцами осуществляют обработку по направлению к задней бабке станка, правыми – к передней.
Режущая часть интересующего нас токарного инструмента может изготавливаться из металлокерамического, быстрорежущего, алмазного либо твердосплавного материала. Токарные резцы из твердых сплавов используются для обработки на агрегатах с большой скоростью подачи цветных и черных металлов. Быстрорежущие больше подходят для токарного оборудования относительно малой мощности.
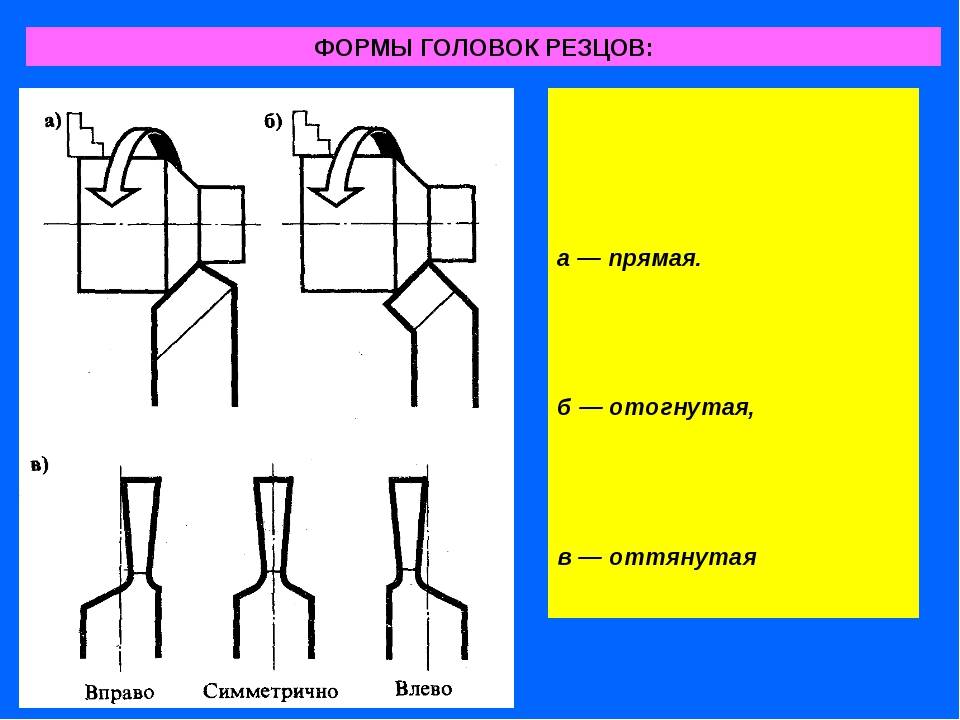
При отсутствии ударной нагрузки рекомендуется применять инструменты с пластинками из металлокерамики. Ими обычно обрабатывают стальные и чугунные заготовки. А алмазные приспособления предназначаются для растачивания и тонкого точения деталей из сплавов на основе цветных металлов. Головки токарных резцов по металлу имеют две разные формы. Исходя из этого, инструмент делят на отогнутый и прямой.

Также токарные резцы относят к сборным либо напайным (наварным) по виду соединения их стержня и металлорежущей части. Проще изготавливать сварные инструменты для токарного станка, но их рабочий потенциал обычно меньше, чем у сварных резцов. Отметим, что быстрорежущий инструмент всегда выполняется при помощи сварки, а другие токарные резцы могут быть и сборными, и наварными.
Дешевые (от 68 до 265 рублей)
5 место Расточной сквозной 25х25 ВК8
Цена: 265 рублей.
Изготовитель – российский бренд «INIGS».
Тип – расточной сквозной. Характеристики (мм):
- державка 25*25;
- длина 200;
- масса 980 г.
Сплав – ВК8 (кобальт 8%, вольфрам 92%). Стандарты ГОСТа – 18882-73.
Применяют при растачивании сквозных отверстий (конические, цилиндрические). Можно использовать на предметах из легированной, нержавеющей стали (разной твердости), чугуна, цветных сплавов, пластмассы, титана.
Достоинства:
- широкое применение на разных материалах;
- долговечный состав;
- стандартные параметры.
Недостатки:
не выявлены.
4 место Проходной прямой 20х12 Т5К10
Цена: 68 рублей.
Производитель – Канашский ИЗ (Россия).
Тип – проходной прямой.
Параметры (мм):
- длина – 120;
- сечение державки – 20*12;
- масса – 0,2 кг.
Сплав – Т5К10. Используется для снятия фасок, вытачивания деталей из нежестких материалов, ступенчатых валов, выступающих частей.
Достоинства:
- легко найти в магазинах;
- выполняет много функций;
- соответствие стандартам ГОСТ.
Недостатки:
не выявлены.
3 место Подрезной отогнутый 16х10х100 Т5К10 2112-0086
Стоимость: 102 рубля.
(Россия).
Тип – отогнутый подрезной с напаянными пластинами. Правое направление подачи.






Параметры (мм):
- длина – 100;
- ширина – 16;
- вес – 400 г.
Материалы: пластина – Т5К10, державка – сталь 45. Соответствие ГОСТу – 2112-0086.
Функционал: уступы (под прямым, острым углами), протачивание вдоль оси, обработка торцевых частей.
Достоинства:
- соответствие требованиям;
- универсальный сплав;
- широкое применение;
- можно работать на повышенных режимах.
Недостатки:
не выявлены.
2 место Отогнутый 25х16х140 Т5К10 2102-0005
Цена: 235 рублей.
Изготовитель – Россия.
Тип – проходной отогнутый.
Характеристики (мм):
- длина – 140;
- ширина – 16;
- вес – 400 г.
Используется сплав Т5К10. Товар сделан по параметрам ГОСТа.
Функции: черновая и чистовая обработка, подрезание торцов и бортиков, ступенчатых деталей.
Достоинства:
- твердый сплав;
- соответствие ГОСТу;
- выполняет много функций;
- легко найти в продаже.
Недостатки:
не выявлены.
1 место Проходной прямой 16х10х100 Т5К10 2100-0401
Стоимость: 99 рублей.
Товар российского производителя. Относится к типу проходной прямой.
Параметры (мм):
- длина (L) – 100;
- ширина – 20;
- вес – 380 г.
Материал – Т5К10. Изготовлено по ГОСТу 18878-73, обозначается 2100-0013.
Применяется при обработке разнообразных форм, материалов.
Достоинства:
- универсальное применение;
- качественный состав;
- российский производитель;
- низкая цена.
Недостатки:
не выявлены.
Токарные резцы
Резец состоит (рис. 1) из головки 2 (рабочей части) и стержня 1, служащего для закрепления резца в суппорте станка.
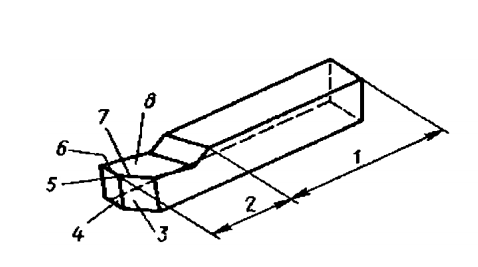
Рис. 1. Элементы резца
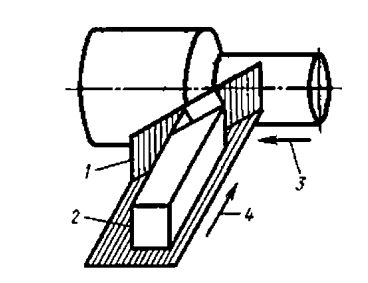
Рис. 2. Условные плоскости (резания и основная) для изучения геометрии резца
Передней поверхностью 8 резца называют поверхность, по которой сходит стружка. Задние (главная 3 и вспомогательная 4) поверхности обращены к обрабатываемой заготовке. Главная режущая кромка 7 выполняет основную работу резания. Она образуется пересечением передней и главной задней поверхностей резца. Вспомогательная режущая кромка 6 образуется пересечением передней и вспомогательной задней поверхностей. Место пересечения главной и вспомогательной режущих кромок называют вершиной 5 резца.
Для определения углов резца установлено понятие координатных плоскостей. Применительно к токарной обработке это плоскость резания и основная плоскость. Плоскостью резания 1 называю плоскость, касательную к поверхности резания и проходящую через режущую кромку (рис. 9).
Основная плоскость 2 параллельна направлениям 3, 4 подач (продольной и поперечной); она совпадает с опорной поверхностью резца.
Углы резца разделяют на главные и вспомогательные (рис. 10).

Рис. 3. Геометрия резца: 1 — основная плоскость, 2 — вспомогательная секущая плоскость, 3 — главная секущая плоскость, 4 — сечение по вспомогательной секущей плоскости, 5 — сечение по главной секущей плоскости, 6 — заготовка, 7 — резец.
Главные углы резца измеряют в главной секущей плоскости, т.е. в плоскости, перпендикулярной проекции главной режущей кромки на основную плоскость.
Главным задним углом α называют угол между главной задней поверхностью резца и плоскостью резания.
Угол заострения β измеряют между передней и главной задней поверхностью резца.
Главным передним углом γ называют угол между передней поверхностью резца и плоскостью, перпендикулярной плоскости резания, проведенной через главную режущую кромку.
Сумма углов α+β+γ=90о.
Угол резания δ образуется передней поверхностью резца и плоскостью резания.
Главным углом в плане φ называют угол между проекцией главной режущей кромки резца на основную плоскость и направлением его подачи.
Вспомогательный угол в плане φ1 образуется проекцией вспомогательной режущей кромки резца на основную плоскость и направлением его подачи.
Углом при вершине в плане ε называют угол между проекциями главной и вспомогательной режущей кромкой резца на основную плоскость.
Вспомогательный задний угол α1 это угол, образованный вспомогательной задней поверхностью резца и плоскостью, проходящей через его вспомогательную режущую кромку перпендикулярно основной плоскости.
Углом наклона главной режущей кромки λ называют угол между режущей кромкой и плоскостью, проведенной через вершину резца параллельно основной плоскости.
Резцы классифицируют:
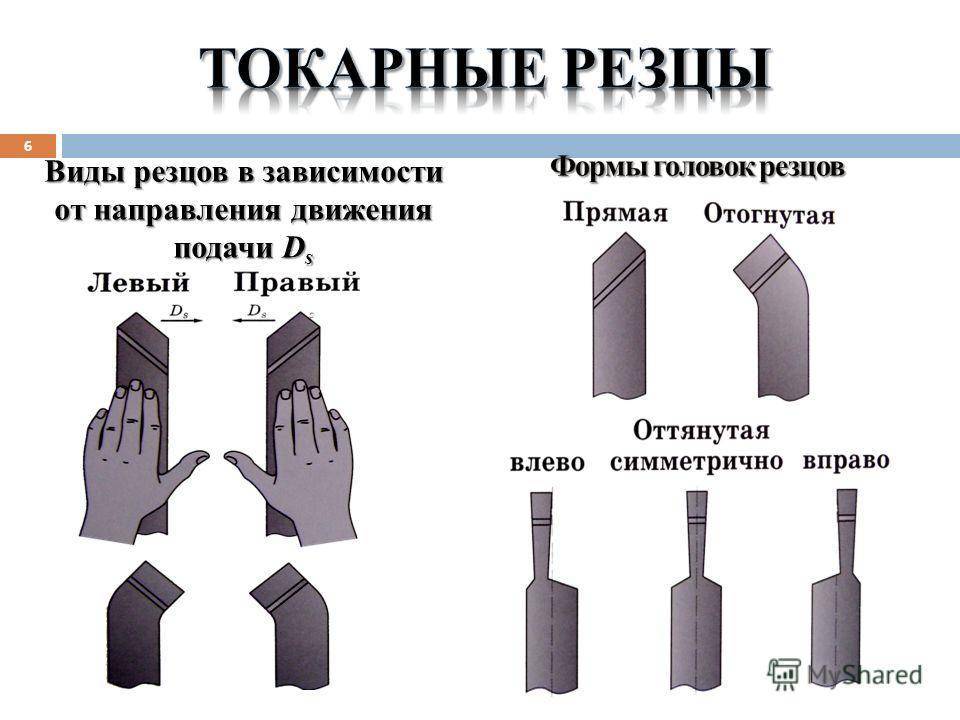
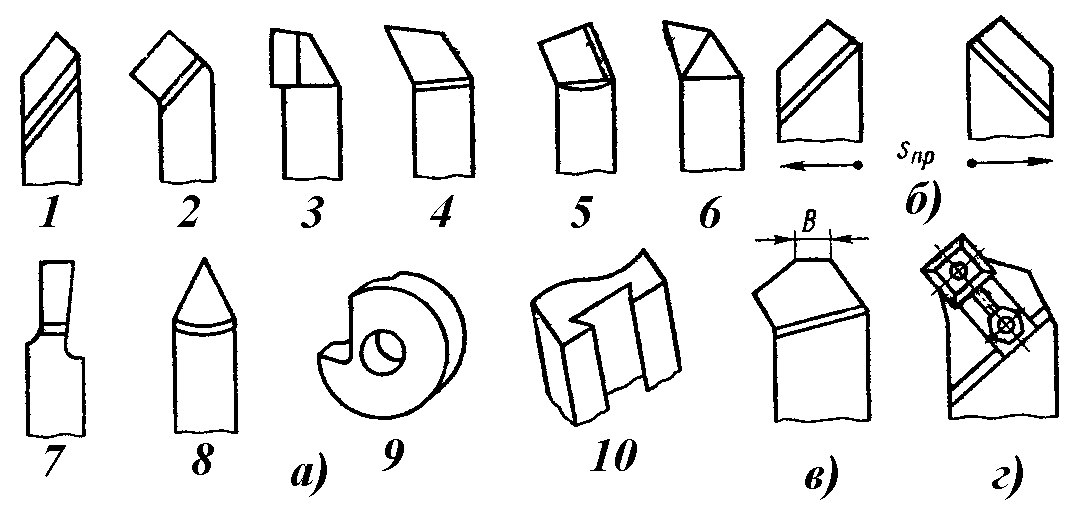
- по направлению подачи — на правые 2 и левые 1. Правые резцы на токарном станке работают при подаче справа налево, т.е. перемещаются к передней бабке станка (рис. 4, а, б):
- по конструкции головки — на прямые, отогнутые и оттянутые (см. рис. 4, а – в);
- по роду материала — из быстрорежущей стали, твердого сплава и т. д.;
- по способу изготовления — на цельные и составные. При использовании дорогостоящих режущих материалов резцы изготовляют составными: головкуиз инструментального материала, а стержень — из конструкционной углеродистой стали. Наиболее распространены составные резцы с пластинками из твердого сплава или быстрорежущей стали. Пластинки из твердого сплава припаиваются или крепятся механически;
- по сечению стержня — на прямоугольные, круглые и квадратные;
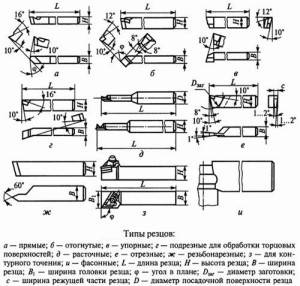
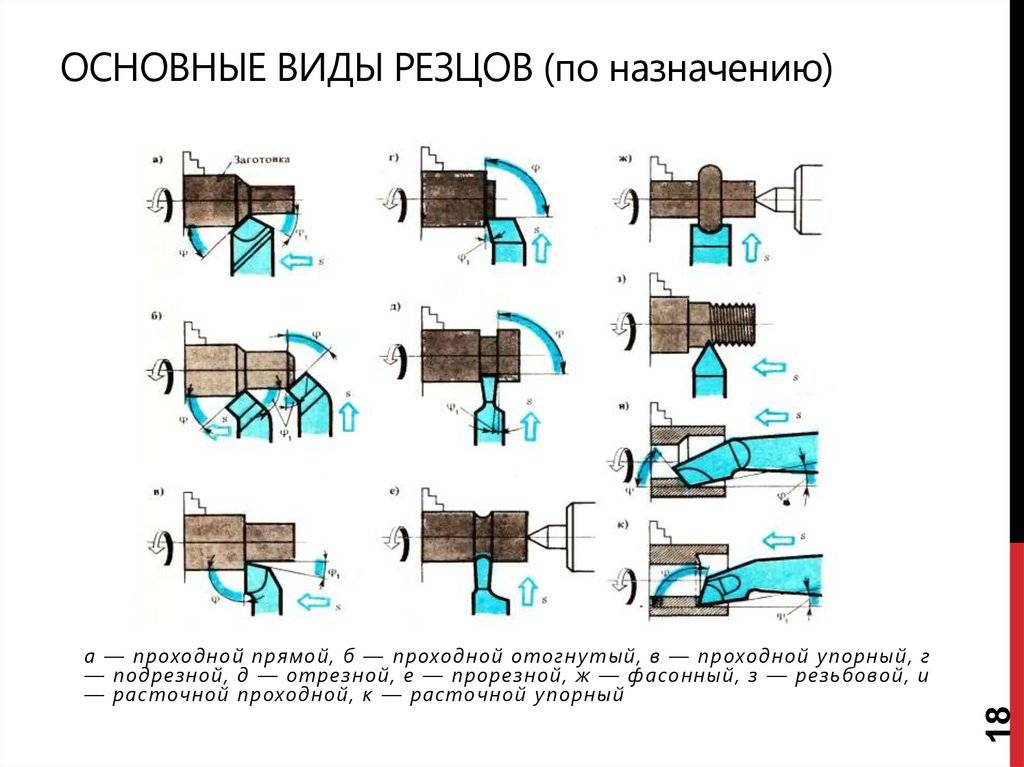
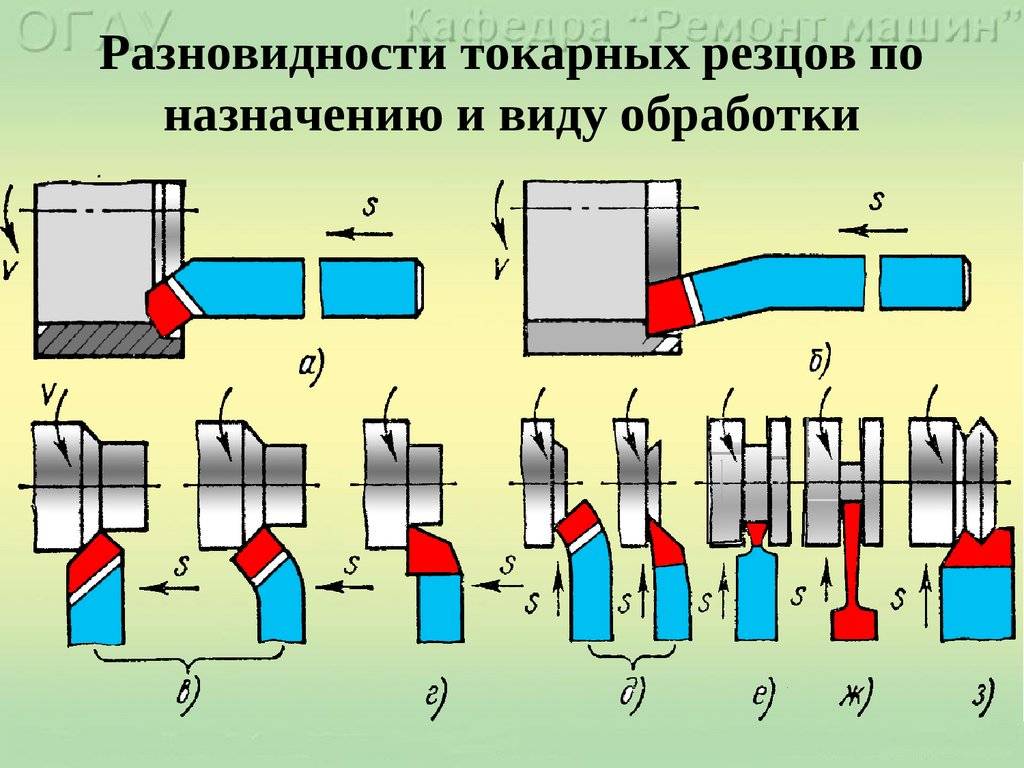
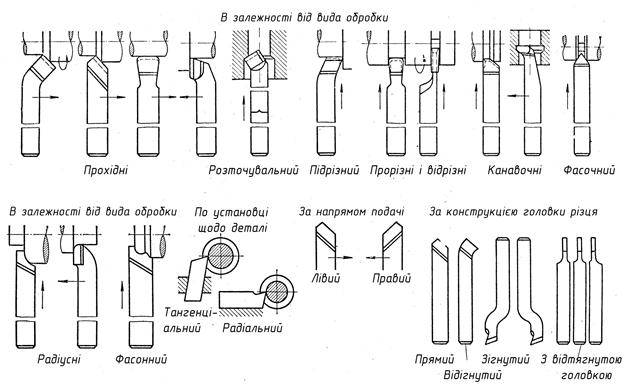
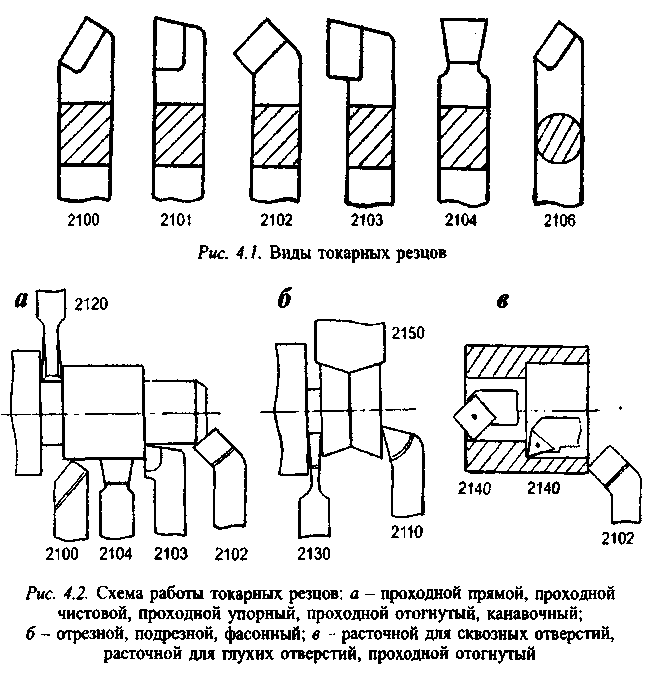
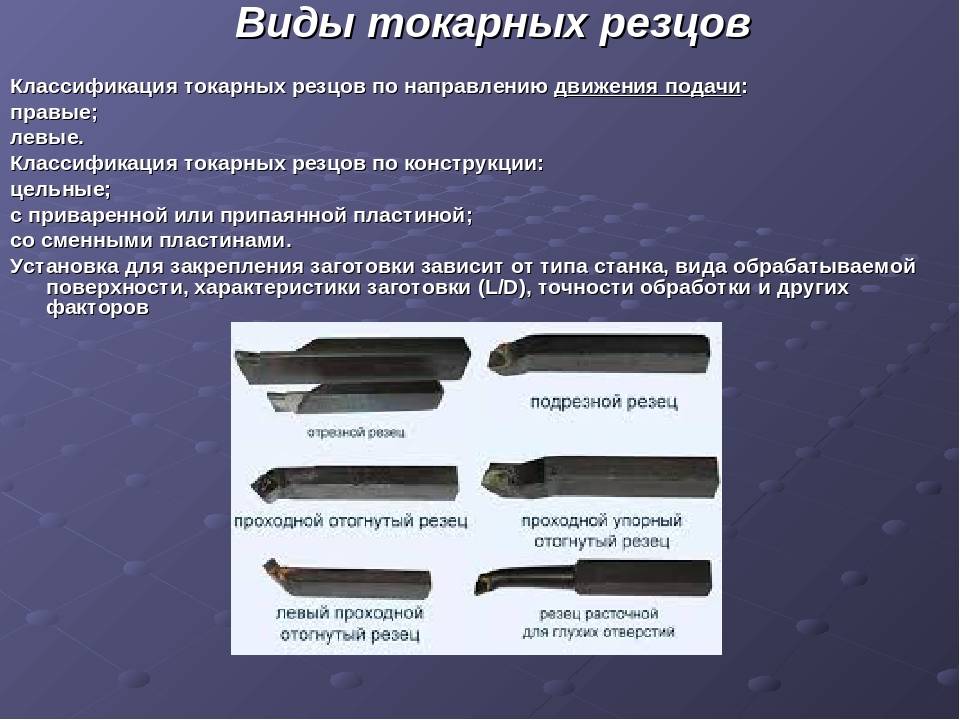
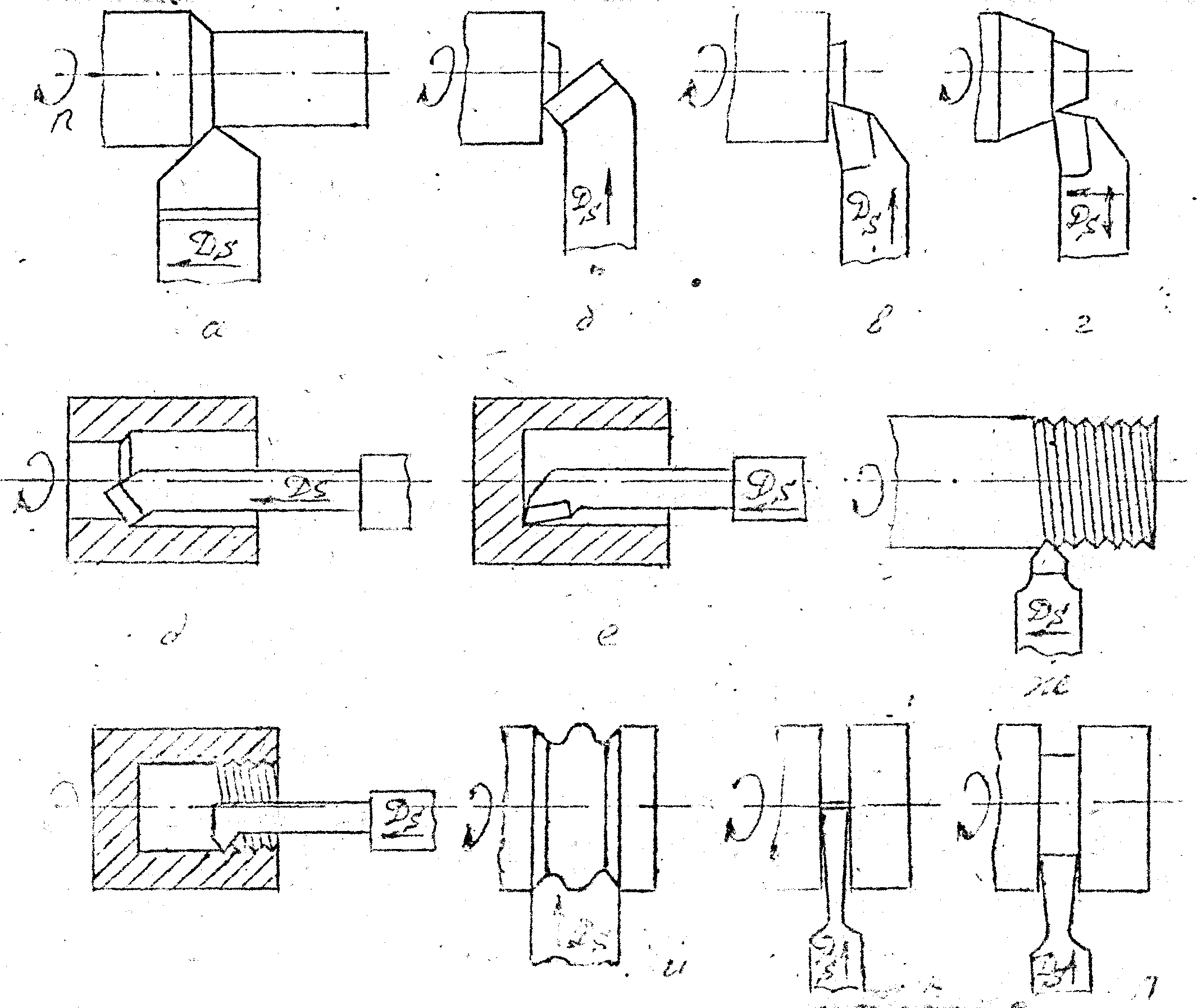
- по виду выполняемых работ — на проходные, подрезные, отрезные, прорезные, расточные, фасонные, резьбонарезные и др. (рис. 5).
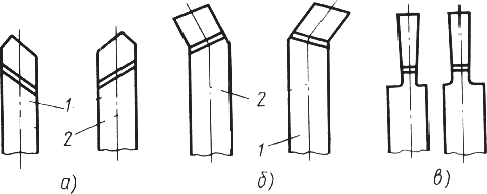
Рис. 4. Резцы: а — прямые, б — отогнутые, в — оттянутые, 1 левые, 2 правые

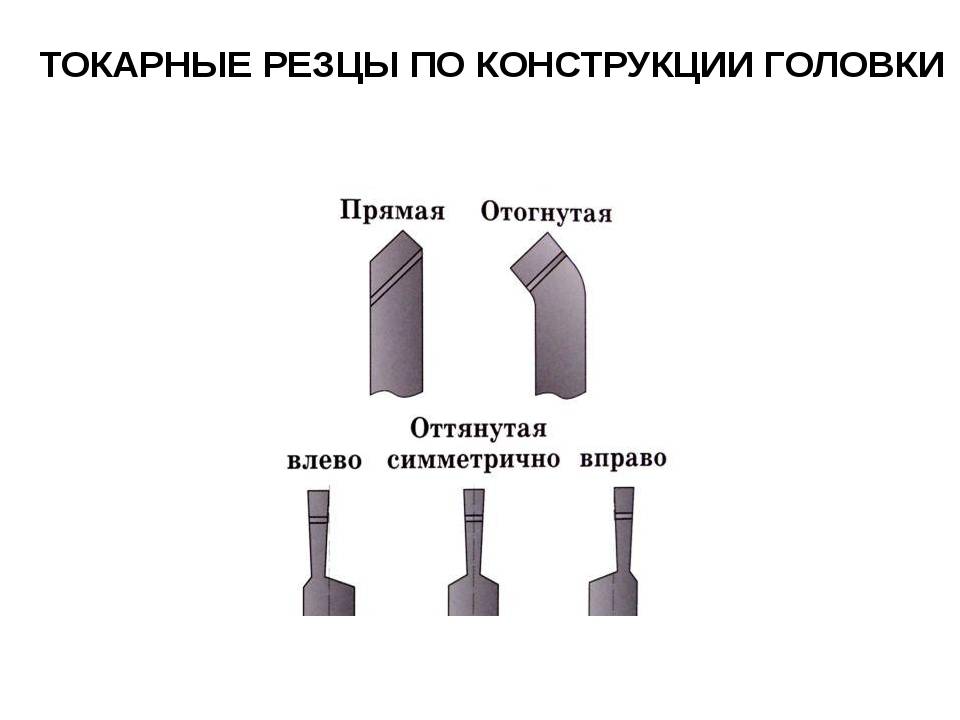


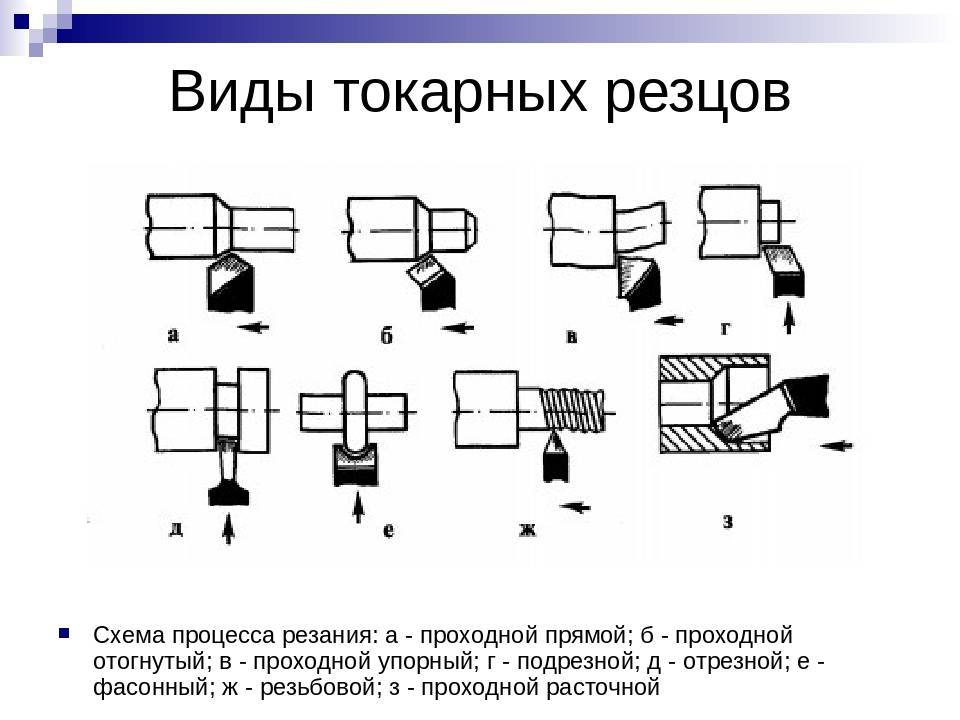
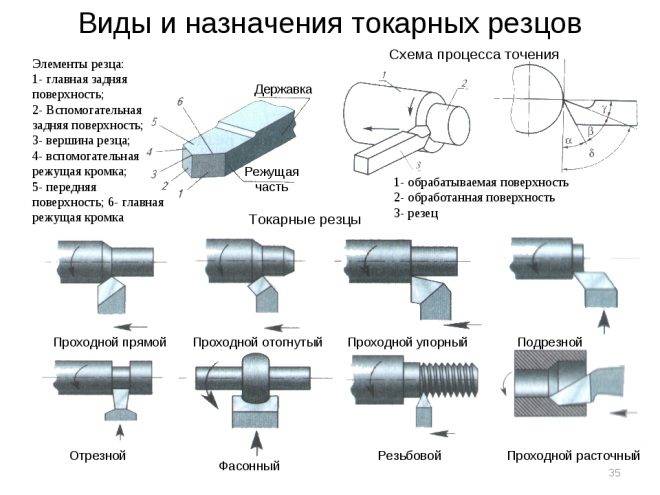




Рис. 5. Токарные резцы для различных видов обработки: а — наружное обтачивание проходным отогнутым резцом, б — наружное обтачивание прямым проходным резцом, в — обтачивание с подрезанием уступа под прямым углом, г — прорезание канавки, д — обтачивание радиусной галтели, е — растачивание отверстия, ж, з, и-нарезание резьбы наружной, внутренней и специальной
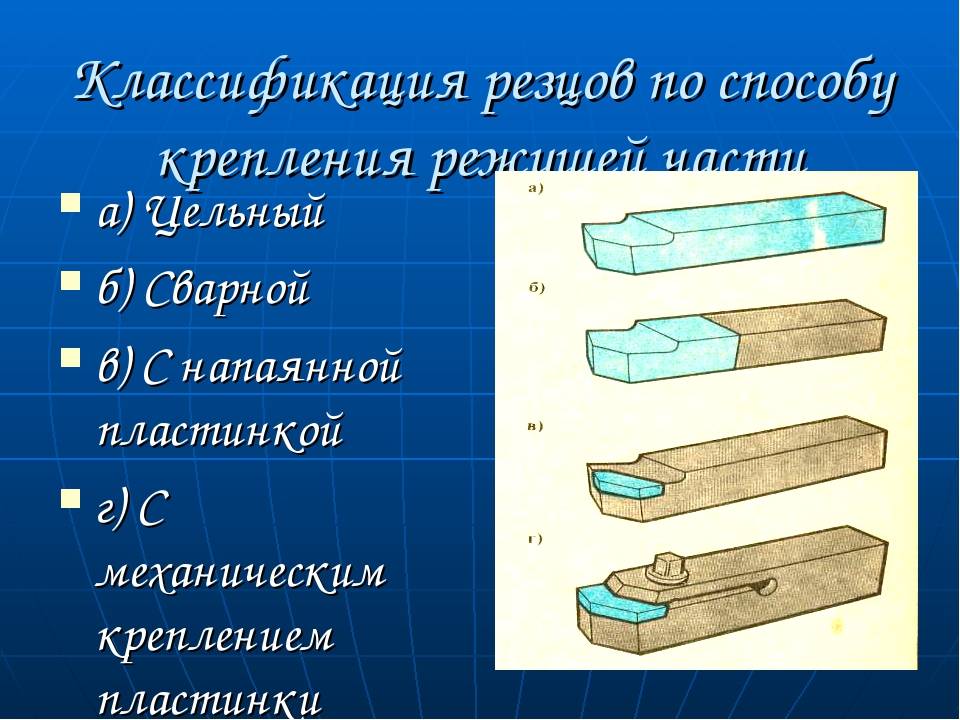
Классификация резцов
Производство резцов токарных и разделение их на категории осуществляется по ГОСТу:
- из стали легированной (редко из инструментальной), цельные;
- с твердосплавной напаяной пластиной – самый популярный вариант;
- со съемными пластинками из стали твердосплавной, крепящиеся на рабочей поверхности станка посредством винтов и прижимов.
По характеристикам качества обработки:
- черновые – характеризуются большой скоростью резания, крупной по ширине стружкой;
- получистовые, чистовые – для конечного точения готовой продукции, обладают низкой скоростью резания, снимающейся стружкой небольшой ширины и толщины;
- для тонких технологических манипуляций.
Приспособления для резьбы по металлу также могут иметь разное подающее направление:
- левосторонние – подающиеся слева направо;
- правосторонние – с подающим движением справа налево.
Правила эксплуатации
Токарные резцы способны долгое время выполнять основную функцию, пока не сточится рабочая поверхность. Но неправильное использование сокращает срок службы инструмента. Чтобы не допустить предварительного износа, нужно соблюдать простые правила эксплуатации:
- Устанавливать по центру.
- Чем больше габариты заготовки, тем крупнее должен быть резец.
- Включать охлаждение при работе на тяжелых режимах.
- Своевременно затачивать.
- Периодически проводить доводку рабочих поверхностей мелкозернистым камушком, не вынимая инструмент из резцедержателя.
- К заготовке подводить инструмент вручную, после касания включать автоматическую подачу.
- При остановке станка сначала вручную отвести инструмент, после выключить агрегат.
- Правильно подбирать режимы резания.
- Не хранить инструмент в куче — это приводит к сколам и трещинам на режущей кромке.
- При работе с отрезным резцом подводить его как можно ближе к патрону.
На токарном станке выполняется много видов работ. Для каждого процесса предусмотрен отдельный резец. Он подбирается исходя из обрабатываемого материала, режимов резания, параметров чистоты и шероховатости. Инструмент нужно своевременно его затачивать, соблюдать правила эксплуатации и хранения.
Классификация токарных резцов
Производство и разделение этих деталей по отдельным видам происходит по специальному ГОСТу. В этом документе сказано, что существуют следующие категории инструмента:
- Цельные приспособления, которые произведены полностью из стального сплава легированного типа. А также существуют детали, выполненные из инструментальной стали, однако они встречаются достаточно редко.
- Резцы с напаянной твердосплавной пластинкой. Такой инструмент считается самым популярным.
- Резцы, оснащенные съемными пластинками из твердого сплава, закрепляемыми на рабочем элементе с помощью прижимов и винтов.
Резцы по металлу различаются и направлением подающего движения при работе. Так, выделяют следующие виды:
- Левые инструменты — при работе такие резцы подаются слева направо. Если на это приспособление положить свою левую ладонь, то режущая плоскость его будет находиться рядом с большим пальцем.
- Правосторонние резцы характеризуются подачей справа налево.
Прямой и отогнутый проходной инструмент
Прямые проходные резцы зачастую применяются для обработки наружных поверхностей заготовок цилиндрической формы.
https://youtube.com/watch?v=qaKkb0qj96Q
Существует два самых распространенных типоразмера державок этого инструмента:
- Квадрат — 25×25 мм (предназначены для специальных видов работ).
- Прямоугольник — 25×16 мм.
Проходные отогнутые изделия используются для обработки торцевых поверхностей. Кроме того, этот инструмент позволяет качественно снимать фаски и выполнять множество других работ. У этого приспособления державки могут иметь разные размеры. Требования, которые предъявляются к этому инструменту, регламентированы в ГОСТ 18877–73 .
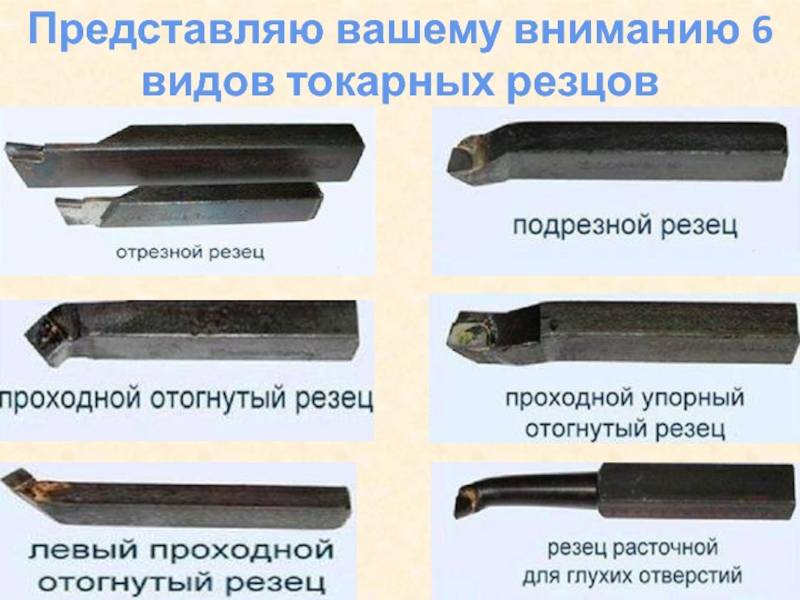
Упорный, подрезной и отрезной
Упорные приспособления могут производиться с отогнутым или абсолютно прямым рабочим элементом. Этим инструментом можно обрабатывать цилиндрические заготовки из металлических сплавов. Кроме того, он является самым популярным типом среди многих специалистов.
Внешний вид подрезных резцов похож на проходной, однако первый инструмент обладает треугольной режущей пластинкой, выполненной из твердого металлического сплава.
Отрезная разновидность инструмента считается самой распространенной. Такие резцы используются для отрезания материала под углом в 90 градусов. А также с их помощью делаются всевозможные канавки на поверхности металлических деталей. Выяснить, что у вас в руках находится инструмент именно отрезного типа, нетрудно. Характерной особенностью этого приспособления является тоненькая нога, на которую припаяна твердосплавная пластинка.
Существуют и другие типы:
- для нарезания внутренней и внешней резьбы;
- для обработки глухих и сквозных отверстий.
Все виды токарных резцов обладают своими особенностями и предназначены для разных видов обработки.
Маркировка по ГОСТ
Требования к производству станков для металлообработки, а также вспомогательного оборудования жестко регламентируются требованиями межгосударственных стандартов.
К стержням режущих приспособлений предъявляют гораздо меньше требований по сравнению с элементами контактной группы. Их изготавливают из стали марки 45 или 50.
Для каждого типа конструкции существует отдельный стандарт. Например, изготовление проходных резцов с верхним прихватом сменной пластины регулируется ГОСТ 26611-85.
При производстве пластин из быстрорежущей стали используют кобальтовые составы:
- Р9К5;
- Р9К10;
- Р18Ф2К5.
После проведения температурной обработки их твердость достигает 67 HRC.
К шероховатости поверхности приспособлений предъявляют особые требования. После проведения доводки передней и задней частей степень чистоты должна соответствовать 9 классу.
Условные обозначения в соответствии с требованиями межгосударственного стандарта наносят на боковую поверхность.
В качестве примера расшифруем маркировку Т15К6:
- «Т». Первая буква говорит о том, что в качестве материала изготовления использовался твердый состав титановой группы.
- «15». Цифра указывает на массовую долю карбида титана в продукте.
- «К». В состав продукта входит кобальт.
- «6». Массовая доля вышеуказанного химического элемента.
Классификация резцов для токарной обработки
Существуют государственные стандарты, в которых описывается классификация токарных резцов. Одной из классификаций является разделение по типу обработки металлических поверхностей:
- Грубая обработка — черновая.
- Чистовое обрабатывание.
- Проведение высокоточных операций.
- Получистовая очистка.
Существует разделение по виду материала, из которого делают рабочую часть оснастки. Отдельная классификация касается целостности конструкции оснастки:
- Цельные приспособления. Представляют собой оснастку для токарных станков, изготавливаемую из легированной стали. Редко встречаются модели, изготовленные из инструментальной стали.
- Приспособления с дополнительными пластинами. Они делаются на заводе из разных видов твердых сплавов, металлов.
- Модели со съёмными пластинками. Закрепляются на державке с помощью винтов. Редко используются во время серийной обработки металлических деталей.
Главной классификацией считается разделение приспособлений на отдельные виды по форме, конструкции. О них нужно поговорить отдельно.
Классификация резцов
Прямые проходные
Используются для наружной обработки заготовок из стали. Размеры:
- прямоугольные державки — 25х16 мм;
- квадратные державки — 25х25.
Резец токарный проходной с частью, закрепляемой в суппорте квадратного сечения. Используется при проведении особых штучных операций.
Отогнутые проходные
Специальная оснастка, у которой рабочая часть согнута в левую или правую сторону. Применяются для торцевания деталей. С их помощью удобно снимать фаски. Существует три разновидности отогнутых резцов:
- Тренировочная оснастка — 16×10 мм.
- Наиболее популярный размер — 25х16 мм.
- Заказные модели — 40х25 мм.
Редко встречаются размеры удерживающей части 32х20, 20х12 мм.
Упорные проходные
Приспособления бывают с прямым и отогнутым рабочим элементом. Предназначены для работы с деталями цилиндрической формы. Форма плюс правильная заточка позволяют быстро снимать большинство излишков с рабочей поверхности заготовки. Размеры державок у упорных проходных приспособлений — 16х10–40х25 мм.
Отогнутые подрезные
Представляют собой оснастку похожую на проходную. Однако, есть различие по форме режущей кромки. Она треугольная, что позволяет делать более качественную обработку. Размеры удерживающей части — 16х10–32х20 мм.
Отрезные
Популярные приспособления, которые применяются при разрезании металлических заготовок. На месте реза образуется угол 90 градусов. С его помощью создают пазы, выемки на деталях. Отрезная оснастка представляет собой державку с закреплённой пластиной из твердого сплава металлов. Размеры удерживающей части — 16х10–40х25 мм.
Работа с отрезным резцом
Резьбонарезные для внешней резьбы
Данные приспособления применяются, когда нужно сделать резьбу снаружи металлических заготовок. Инструмент состоит из удерживающей части с закреплённым на ней копьевидными пластинками.
Резьбонарезные для внутренней резьбы
Приспособления применяются для нарезания резьбы в просверленных отверстиях. Приспособление состоит из удерживающего элемента квадратного сечения. От её размера зависит то, на какую глубину можно будет нарезать резьбу. Чтобы использовать резьбонарезные приспособления, на промышленном оборудовании должна быть установлена гитара.
Расточные для глухих отверстий
Расточные инструменты оборудуются согнутой на бок рабочей частью. Сверху напаивается режущая треугольная пластинка. От того насколько изменяется длина части, закрепляемой в суппорте, зависит размер отверстия, которое подлежит расточке.


Расточные для сквозных отверстий
Это оснастка для промышленного оборудования. Она применяется для расточки отверстий, созданных сверлением. От того, какая длина у части, закрепляемой в суппорте, зависит глубина обработки отверстий. Элемент с режущей кромкой имеет отогнутую головку. Толщина материала, которую снимает режущая кромка, практически равна изгибу. Максимальная длинна удерживающей части — 300 мм.
Расточные токарные резцы
Сборные
Выполняют разные технологические операции. Конструкция позволяет закреплять на державке разные твердосплавные пластинки. Наличие нескольких рабочих элементов позволяет увеличить универсальность приспособления. Резцы, которые собираются из разных пластин, закрепляются в шпинделях оборудования, управляемого системой ЧПУ. Сборными приспособлениями обрабатывают отверстия, делают контура, выбирают канавки.
Выбор резца
При выборе резца следует придерживаться простых правил, которые помогут продлить срок службы инструмента и качественно выполнить работу:
- Прежде всего, необходимо определиться с типом будущих работ (снятие кромки, резьба, обработка фасонного проката, обработка углублений и т. д.).
- Следует узнать, какой вид сырья будет подвергаться обработке. От этого зависит качество будущих заготовок, так как рабочая головка инструмента должна быть изготовлена из более прочных сплавов, чем сырье.
- Определиться с приоритетом в обработке материала — качество или точность.
- При выборе также необходимо учитывать износостойкость инструмента при выполнении будущих работ. Некоторые виды резцов можно заточить после незначительного износа.
- Ознакомиться с инструкцией к инструменту и расшифровкой маркировки. Например, Т15К6 — данное обозначение на резце означает, что рабочая головка выполнена из сплавов твердых видов, которые относятся к титановольфрамовой группе. Маркировка Т15 означает, что содержание карбида титана в сплаве, из которого произведен инструмент, составляет 15%. Отметка К6 указывает на 6% содержание кобальта.
В зависимости от предназначения проходные резцы могут быть прямыми, оттянутыми, отогнутыми, проходными и др. Каждый вид инструментов используется для выполнения различных работ с металлическими заготовками
При выборе стамески также следует обратить внимание на материал, из которого произведен резец, и обрабатываемый сплав
Фрезы
Фреза — многозубый режущий инструмент, который применяют для обработки на токарных станках наружных цилиндрических и фасонных поверхностей, пазов, лысок, канавок и др. Каждый зуб фрезы представляет собой обычный резец.
По материалу режущей части фрезы делят на углеродистые, быстрорежущие, твердосплавные, минералокерамические и оснащенные композитом. По конструкции фрезы бывают цельными, зубья которых выполнены заодно с корпусом, и сборными со вставными зубьями (ножами) или пластинками. По способу закрепления различают фрезы насадные, закрепляемые на оправке со шпонкой, и концевые, закрепляемые за хвостовик. По назначению (характеру выполняемых работ) и расположению лезвий фрезы (рис. 14) бывают цилиндрическими, торцовыми, дисковыми и др.

Рис. 14. Фрезы для обработки плоскостей (а, б), уступов (в), канавок (г), пазов (д), фасонных поверхностей (е, ж, з)
Торцовая фреза — насадной многозубый инструмент; бывает сборной с пластинками из твердого сплава и со вставными ножами. Режущая часть каждого ножа (рис. 15, а) имеет режущие кромки, расположение которых определяется проекцией на осевую плоскость, проходящую через вершину зуба фрезы. Главная режущая кромка имеет угол φ=45÷90°. Вспомогательная режущая кромка имеет угол φ1=0±5°.
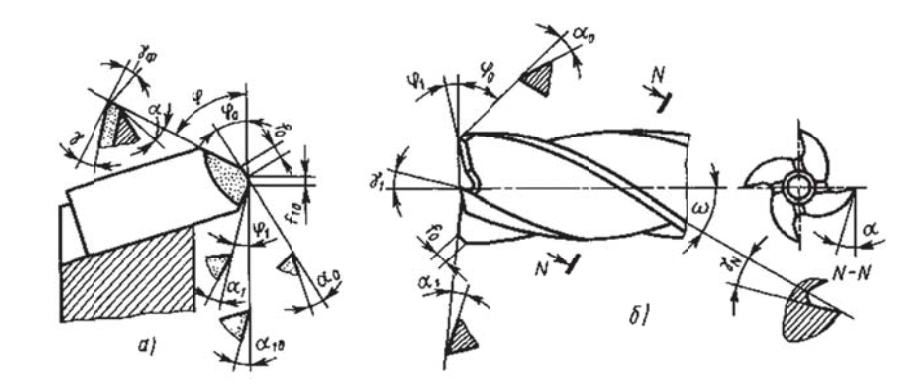
Рис. 15. Геометрия торцовой (а) и концевой (б) фрез
Для снижения шероховатости обработанной.. дополнительную кромку с φ1= 0° и f1=1,5÷2 мм и собственно вспомогательную кромку с φ1≥2°. Вершина зуба бывает прямолинейной (φ≈φ÷2, f=1,5÷2мм) и скругленной на радиусе r=2÷3 мм. Последние фрезы более стойкие к изнашиванию и менее чувствительны к биению главных режущих кромок их применяют для чернового и получистового фрезерования. Задние углы а каждой режущей кромки измеряют в плоскости, перпендикулярной проекции данной кромки на осевую плоскость фрезы, и равны 15° на пластинке и 20° на державке. Передний угол зависит от угла установки ножа в корпус, при v = 5÷8 фаска f равна 0,4-0,6 мм с углом γф=+5÷(-10°) в зависимости от обрабатываемого материала. Главная режущая кромка не лежит в осевой плоскости фрезы и образует с ней угол наклона λ=+(5÷8°).
Концевая фреза — многозубый инструмент, предназначенный для обработки пазов и фасонных поверхностей (рис. 15,б). Винтовые кромки являются главными режущими кромками с φ=90° и углом на лона ω=30—45°. Концевые фрезы диаметром от 5 мм имеют на торце прямолинейные вспомогательные режущие кромки с углом ψ1=2÷4°. Между главными (винтовыми) вспомогательными (торцовыми) режущими кромками располагаются φ переходные кромки с углом φ=45° при f=0,5÷1,0 мм. Рабочую часть концевой фрезы делают цельной из быстрорежущей стали или твердого сплава или составной с винтовыми твердосплавными пластинками, напаянными на стальной корпус. Задний угол винтового зуба α=8÷15°. Передний угол γN=12÷18° задают в нормальной плоскости, перпендикулярной винтовой линии режущей кромки. Передние и задние углы вспомогательной (торцовой) и переходной кромок задают в нормальных плоскостях, перпендикулярных этим кромкам: γ1N=6÷17°, α1N=8÷12°, α0N=10÷15°. Число зубьев у концевых фрез z=3÷6.
Разновидности резцов
Конструктивно резцы токарные разделяются на основные виды:
- прямые – приспособления с рабочим элементом и держателем, находящимися на одной или 2-х параллельных осях;
- отогнутые – рабочая головка отогнута от оси держателя (заметно сверху);
- изогнутые – с державкой, имеющей изогнутую форму (определяется сбоку);
- оттянутые – державка в ширину не превышает рабочую часть.
- резьбонарезные (нарезание резьбы наружной, внутренней);
- подрезные (подрезание уступов, выполнение торцевания);
- расточные (расточка отверстий);
- отрезные (отрезание заготовок, создание узких канавок);
- проходные (проточка заготовок параллельно оси вращения);
- фасонные (операции индивидуального характера);
- прорезные (прорезание канавок);
- универсальные.
По виду установки:
- радиальные (устанавливаются перпендикулярно к оси детали);
- тангенциальные (устанавливаются вдоль оси резца).
Как правильно эксплуатировать деревянный токарный станок
Деревянный токарный станок широко используется при изготовлении элементов мебели и декора. Устройство различается по размерной сетке, благодаря которой определяются габариты станка в зависимости от назначения. Можно подобрать станок для небольшого проекта или выбрать массивное устройство для вытачивания балясин, что используются при изготовлении леснечных перил или элементов мебели.
При выборе станка следует обратить внимание на длину станины, которая позволяет определиться с максимальной длиной бруска, что может быть использован при вытачивании заготовки. Диаметр обточки над станиной указывает допустимое значение диаметра деревянного бруска
Значение лошадиной силы определяет мощность мотора, благодаря которой подбирается максимально допустимый вес изделия без нагрузки на станок и резец. Обороты двигателя следует учитывать при определении задач для станка. При низком скоростном режиме может выполняться обработка изделия, имеющего непрерывную форму. Станки с большим числом полных оборотов в считаные минуты отполируют изделие на финишном этапе обработки.

Токарные станки различаются по размеру от любительских моделей, которые подойдут для использования на верстаке, до промышленных весом в сотни килограмм
Вес станка определяет мобильность устройства. Модели из стальной рамы и чугунной станины характеризуются достаточно прочной конструкцией и крепкой платформой для работы, однако требуют стационарного положения
Для качественной и результативной работы станка важно правильно подобрать резцы по дереву, которые должны быть удобны в эксплуатации и эффективны для конкретной задачи